 运动鞋制造QC工程图Word格式文档下载.docx
运动鞋制造QC工程图Word格式文档下载.docx
- 文档编号:15261032
- 上传时间:2022-10-28
- 格式:DOCX
- 页数:31
- 大小:20.72KB
运动鞋制造QC工程图Word格式文档下载.docx
《运动鞋制造QC工程图Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《运动鞋制造QC工程图Word格式文档下载.docx(31页珍藏版)》请在冰豆网上搜索。
目视、纸版
(6)切边不可滑刀、毛边。
2
品检
全数检查/首件确认
品检员
裁断日报表
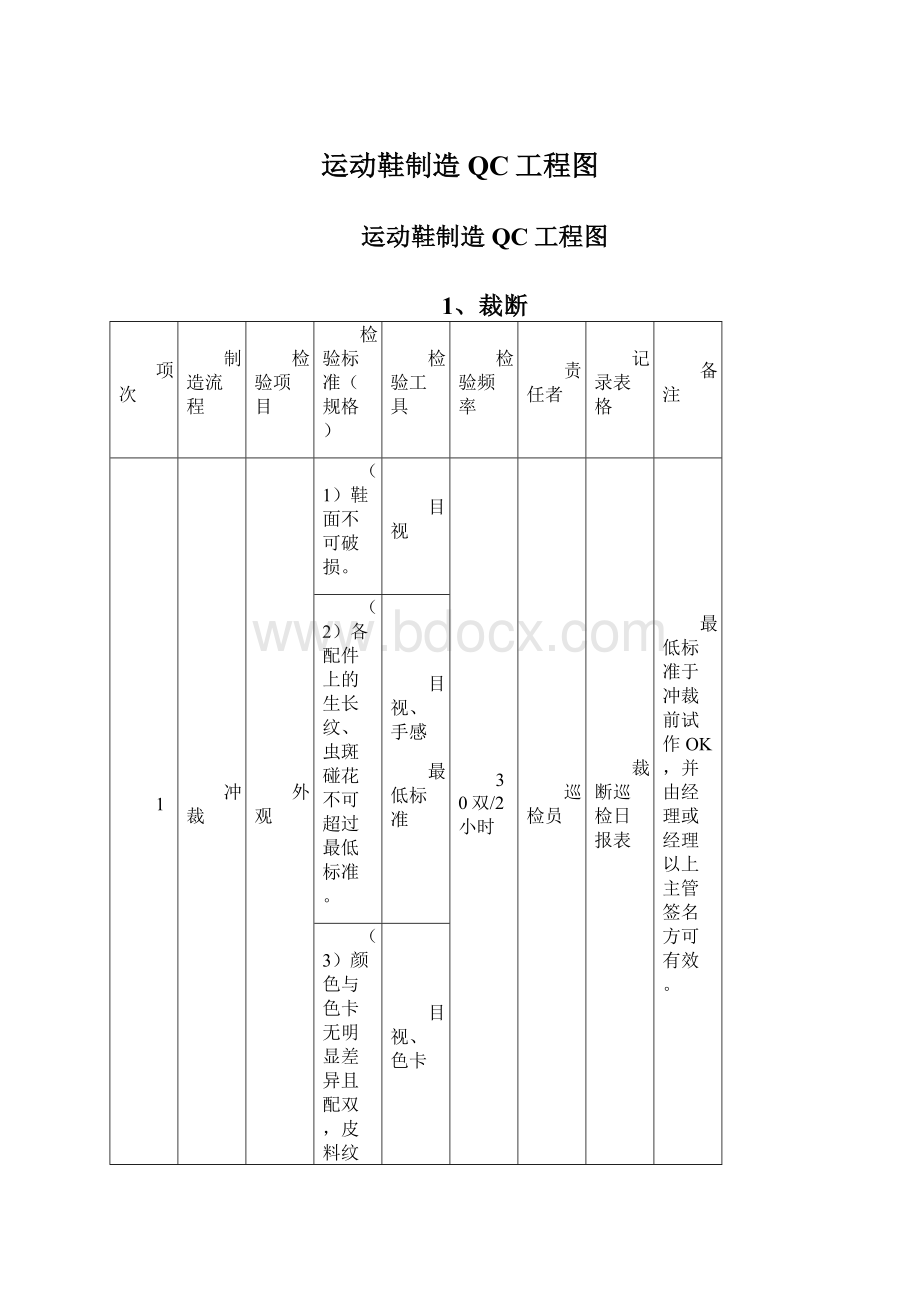
(2)各配件上的生长纹、虫斑、碰花不可超过最低标准。
目视、手感最低标准
(4)削皮要与削皮规格表一致。
手感、目视削皮规格表
(7)流水标位置不可超出帮角:
车翻鞋4mm、前帮鞋8mm。
目视、小钢尺
3
削皮
(1)裁片不可削缺角。
抽查
削皮员
(2)削皮的厚度、宽度、斜度与削皮规格表一致。
厚度计、小钢尺、目视、手感、削皮规格表
(3)削皮的位置依照削皮规格表。
4
烫金
转印
(1)内容位置与指令表要求一致,字体清晰。
目视、指令表
(2)转印纸字体大小,颜色与确认色卡一致。
5
喷边
(1)颜色与皮面颜色无明显差异。
喷漆员
不记录
(2)不可看到毛边。
6
检验
在订单完成后按AQL抽查
30双/2小时
裁断检验日报表
(3)颜色与色卡无明显差异,纹路配双。
(4)裁向与削皮规格表一致。
(7)喷边颜色与皮面颜色无明显差异,不可毛边。
(8)烫金.转印位置、内容与指令表一致,字体大小颜色与色卡一致,且字体清晰。
目视、指令表、色卡
(9)削皮不可缺角,且削皮位置、厚度、宽度、斜度与削皮规格表一致。
目视、厚度计、小钢尺
削皮规格表
2、底部
中底定型
与楦头弧度大小相吻合不可定歪
楦头
定型员
包中底
1)包前端与包条时不可有胶粒,发角,包风现象,帮角要均匀
2)如有布标或字体时,后跟距离需与制令表一致,不能有倒布标
全检/首件确认
底部品检日报表
贴中皮
中皮与垫心须贴均匀,不可有歪斜或有胶粒
包跟
1)包跟与防水台,不要有气泡,包风,胶粒现象,棱角分明,表面清洁,跟皮切口不能剪得太深或太浅,要均匀
2)防水台接头要密合,要压紧,不要有齿角洁,跟皮切口清洁
钉天皮
大小号码与跟一致不能歪斜,要与跟贴密实
全检
贴沿条
沿条需与大底边贴齐,压紧不能有缝隙,无脱胶,溢胶现象,接头要密合
7
组大底
1)检查跟,防水台大底片SIZE对照是否正确.
2)大底和防水台与跟对齐,不能歪斜或宽出不可有溢胶或脱胶现象.
8
贴LOGO
LOGO大小与大底SIZE要一致,不可有贴歪粘着力需达到客户标准.
3、面部
手工
(1)依订单检查印刷是否正确
(2)依确认鞋检查鞋面材料,颜色
(3)划线位置要与划线板一致。
目视、划线板
不定时
品质检验日报表
纸样样品室提供
(4)拗边边距4.5mm(如有型体特殊要求,与制程重点一致)、平顺,不能花角。
目视、小钢尺、制程重点
(5)贴合着盖划线1mm或盖记号点一半,组合后形状与纸样一致。
目视、小钢尺、纸样
(6)组合各配件的号码齿一致,配件上的流水标颜色、数字一致。
(7)内里修剪干净、整齐。
(8)鞋面不可沾上胶水或其它脏物。
(9)热熔胶厚度与制程重点一致,长度为:
5-6.5#,65mm、7-8.5#,70mm、9-11,75mm。
厚度计、制程重点
(10)组合各部位的高度与规格表一致。
小钢尺、纸板
针车
(1)车线边距、针距与制程重点一致。
(2)车线番号、颜色与确认鞋、确认样品一致。
目视、确认鞋、确认样品
(3)不能跳针、浮线或车线松脱。
(4)车缝配件各记号点对准,车合边距与制程重点一致。
(5)线头修剪干净。
(1)左右脚流水标颜色、数字相同,不可有色差。
抽检20双/2小时
针车巡检日报表
(2)数量与验收单数量相符。
目视、验收单
(3)鞋面贴合与纸样一致,高度与规格表一致。
目视、纸样、规格表
(4)内里修剪干净、整齐。
(5)切边不可毛边。
(6)拗边平顺,不能发角
(7)针车边距、针距与制程重点一致。
首件检验合格后方可量产
针车检验日报表
(8)车线番号、颜色与确认鞋一致。
目视、确认鞋
(9)不能跳针、浮线、车线松脱。
(10)不能有针孔、线头。
(11)鞋面整洁,不可有任何污点及胶水。
4、成型(前段)
配料
鞋面左右脚流水标一样,与中底号码一样。
全数检查
(1次/1小时)
前段班长
每小时检测一次并记录于"温度时间检测记录表"内
打钉、打中底胶
中底与楦头相平,且不可偏斜。
塞港宝
中心点对准合缝线,鞋口处到位,不能打皱。
刷胶(鞋码中底)
均匀中底胶,勿溢于楦头上,鞋面胶水线不可高于10MM。
前段烤箱
前段烤箱,大概鞋面及中底白胶或黄胶干的温度。
温度计
鞋头后踵热熔胶定型
按照"定型温度控制标准及检查方法"进行操作。
前邦
鞋头、楦头、后跟中点线对正,不可歪斜发角,鞋头长短与规格表一致。
目视、规格表
腰邦
贴楦,鞋口平楦头记号线,不能发角。
9
后邦
高度依规格表,不能发角。
员工
10
拔钉
彻底,不可残留于中底上。
11
整理
鞋子上不可有任何污点、皱折、透痕。
12
1)鞋面不可跳针,浮线。
品检及巡检员
成型检验及巡检检验日报表
2)鞋子流水标配双,不可有色差,鞋面与楦头号码相一致。
3)前帮与确认鞋一致,不可歪斜,发角,鞋头高度与规格表一致。
目视,确认鞋
4)腰帮平顺,贴楦,鞋面与楦头记号线相平。
5)后包高度与规格表一致,后领口不可裂开。
目视,规格表
6)港宝不可打皱包风。
目视,手感
7)鞋面保持清洁,不可沾胶或其它污点。
8)鞋面不可有任何伤痕,皱折,裂口中底边沿不可发角。
13
加硫
内测
时间温度控制标准及检查方法。
生产线主管
加硫箱温度表及检查方法
5、成型(中段)
打粗
平顺、均匀,不可打掉鞋面及补强,边缘不可超过大底边。
配大底
鞋面上打粗碎屑吹干凈,与大底号码、楦型相一致。
洗药水
过烤箱
药水均匀、到位,不可溢于大底及鞋面上,过烤箱适当烤干药水即可
刷胶
一次胶均匀,不可积胶或漏胶,鞋面胶水线不可超过大底边沿,再过烤箱。
二次胶
放填腹
胶水线到位均匀,填腹大小需适当,不可歪斜。
按“温度检测记录表”进行测量
贴底
与确认鞋一致,不可歪斜,大底边与鞋面密合。
压底
压底时间、温度及使用压模与成型作业指导书一致。
复写纸压模、目视、
班长
打鞋乳
鞋乳均匀,不可打花,颜色与确认样品一致。
目视确认鞋
过冷冻箱
冷冻温度5℃左右
整理﹑模钉
大底边不可有胶丝及欠胶、溢胶,中底钉不可残留于鞋子里.
生产线干部及作业员
成型检验日报表
(1)贴底密合,不可歪斜,与确认鞋一致。
(2)大底不可开胶或溢胶。
品检员及巡检员
(3)车线不可松脱、漏车、跳针、浮线。
(4)不可残留中底钉于鞋子里。
(5)内里不可打皱、包风。
(6)港宝平顺,不可打皱。
(7)热熔胶硬度与确认鞋无明显差异。
手感、确认鞋
(8)鞋乳均匀,不可起花,且颜色与确认样品无明显差异。
目视、确认样品
核准:
审查:
制作:
6、成型(后段)
刷中底.中底垫胶
胶水均匀.不可积胶或有胶粒,中底胶不可沾到内里上,且不可超过划线
作业员及干部
贴中底垫
平顺,不可凹凸不平,溢胶或欠胶
塞纸团
纸团打松,塞入鞋子整型后,鞋子形状与有楦头时一样
撑筷
不可松脱,不可损坏鞋子外观
目视﹑手感
整型
鞋子形状与有楦时一样
目视﹑有楦鞋子
鞋子上不可沾胶及有任何污点
挂吊牌.贴标签
挂(贴)位置与指令表一致
目视﹑指令表
(1)贴大底不可脱胶及溢胶。
车间检查员及巡检员
成型检验巡检检验日报表
(2)港宝及热熔胶硬度与确认鞋无明显差别。
(3)鞋中底上不可有钉子残留在里面。
开拉时先确认
(4)鞋乳均匀,且颜色与确认鞋无明显差异
目视.确认样鞋
开始生产时先确认
(5)左右脚颜色一致,标签,内盒,型体.颜色,号码核对好.
(6)鞋子上不可有任何损坏现象
(7)首件检验
成型检验员及巡检员
过紫外线杀菌
紫外线箱时间﹑温度与成型生产检查表一致
目视.成型生产检查表
线上主管
小包装
鞋子不可挤压,包装法与包装确认表一致
目视.包装确


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 运动鞋 制造 QC 工程图
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 (完整word版)信息论与编码期末考试题----学生复习用.doc
(完整word版)信息论与编码期末考试题----学生复习用.doc
-
(完整)六年级上册几何图形题.docx
-
(完整)储罐防腐施工方案.doc
-
(完整word版)公务员录用体检表.doc
-
(完整)八年级上册几何证明题专项练习.doc
-
(决策管理)投资决策委员会实施细则.doc
-
(完整)四年级上册口算、竖式计算、脱式计算.doc
-
(压轴题)初中物理八年级上册第一章《机械运动》检测(含答案解析)(2).doc
-
(完整)小学三年级心理健康教案.doc
-
(完整)初中文言文翻译技巧.doc
-
(名师整理)语文中考《骆驼祥子》名著导读优秀教案.docx
-
(完整word版)偏旁部首名称大全.doc
-
(人教PEP)五年级英语竞赛试题及答案.doc
-
(完整)山东省普通高中学生综合素质评价信息管理系统操作手册学生用户手册.doc
-
(完整word版)体育课教案模板.doc
-
(住宅楼方案)房屋建筑学课程设计说明书.doc
-
(完整word版)《分数的意义》优秀教学设计(公开课).doc
-
(完整word版)安全生产标准化实施方案.doc
-
(完整)初中生人物形象分析常用词汇.doc
-
(完整版)借用公司资质协议.doc
-
(完整word版)仙剑奇侠传三图文攻略(最详细版).doc
-
(完整word版)历年陕西省专升本英语真题(答案解析超全).doc
-
(完整)四年级四则混合运算训练题100道.doc
-
(完整word版)学校团总支部换届选举方案.doc
-
(完整word版)安全标准化绩效评定计划.doc
-
(完整)分布式光伏发电项目施工组织设计.doc
-
(完整版)埋地塑料管结构环刚度计算.doc
-
(完整版)国家农业产业强镇示范建设实施方案.doc
-
(完整版)八年级数学上几何典型试题及答案.doc
-
(完整版)六年级音乐下册人音版理论知识梳理.doc
-
(完整版)囚徒健身图文教程和计划表(完美打印版).doc
 (完整版)固定资产盘点表.xls
(完整版)固定资产盘点表.xls
-
门禁系统的485总线结构的布线规范及调试方法.docx
-
描写冬至的诗词诗句欣赏.docx
-
名师精编山东省利津县凤凰城街道中心学校初中地理教学论文 地理课程标准.docx
-
某省畜牧兽医综合信息网可行性研究报告.docx
-
混凝土及钢筋混凝土工程施工工艺设计docx.docx
-
桥梁施工方案范本.docx
-
建筑应急预案.docx
-
清代青花瓷器的基本特征.docx
-
秋季学期幼儿园开学第一次家长会园长发言稿与秋季学期幼儿园班主任工作计划范文汇编.docx
-
铰链四杆机构的组成与分类.docx
-
教师如何提高教学质量 提高教学质量方法推荐.docx
-
教师资格证考试之二教育学知识点归纳.docx
-
教育教学名著读后感.docx
-
人教版高一生物必修一第一章《细胞的多样性和统一性》教案.docx
-
届高考一轮复习课时学案 NO31生态系统的结构.docx
-
金属硅的牌号和用途.docx
-
经典儿童故事《哪咤闹海上》.docx
-
精编财务管理报告某新建项目工程财务评价报告.docx
-
熔安家园钢筋工程施工方案.docx
