 冷压端子压接说明Word格式.docx
冷压端子压接说明Word格式.docx
- 文档编号:15076242
- 上传时间:2022-10-27
- 格式:DOCX
- 页数:10
- 大小:301.19KB
冷压端子压接说明Word格式.docx
《冷压端子压接说明Word格式.docx》由会员分享,可在线阅读,更多相关《冷压端子压接说明Word格式.docx(10页珍藏版)》请在冰豆网上搜索。
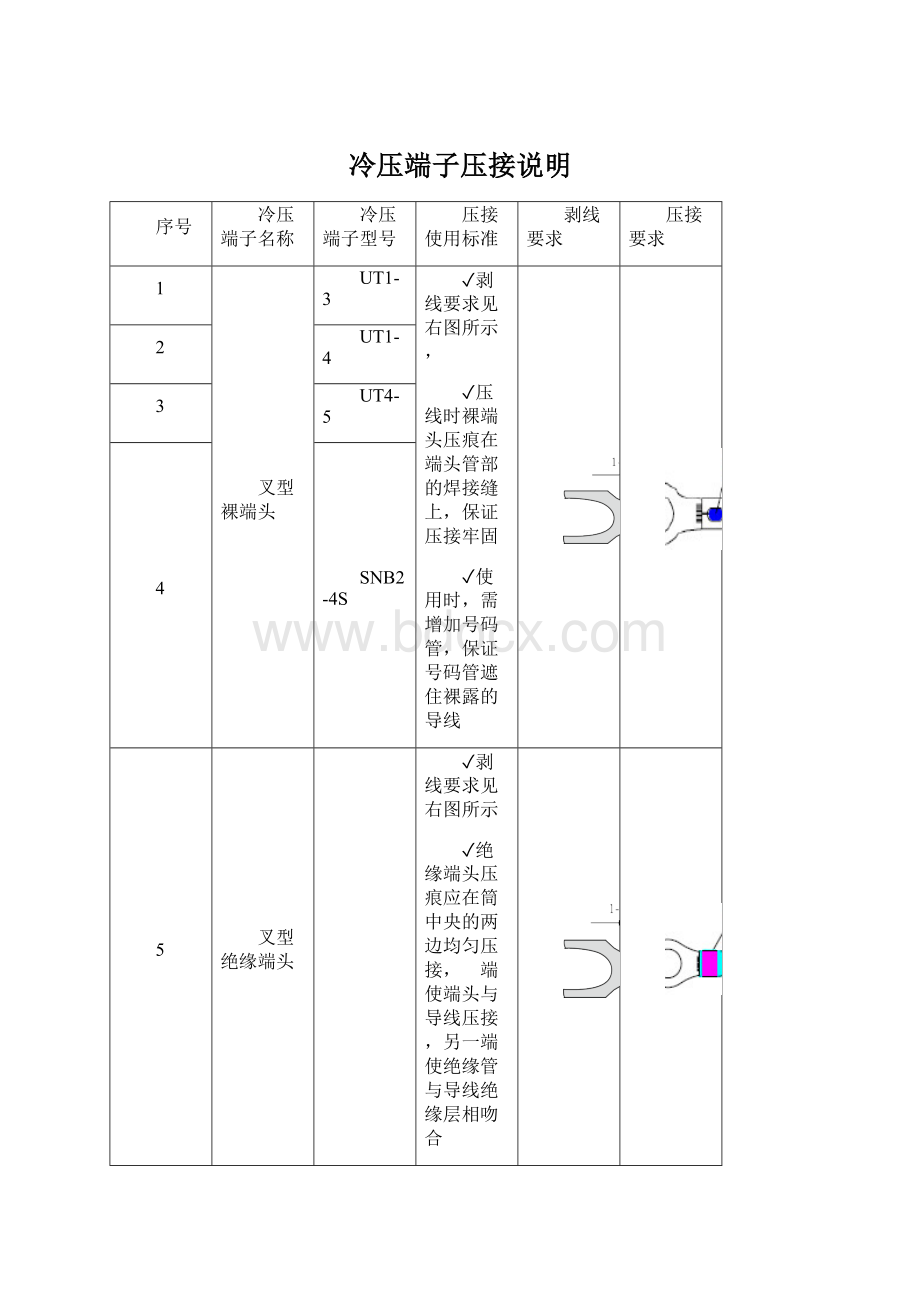
✓使用时,需增加号码管,保证号码管遮住裸露的导线
2
UT1-4
3
UT4-5
4
SNB2-4S
5
叉型绝缘端头
✓剥线要求见右图所示
✓绝缘端头压痕应在筒中央的两边均匀压接,⼀端使端头与导线压接,另一端使绝缘管与导线绝缘层相吻合
6
母型绝缘接头
FDD2-250蓝
7
FDD2-250红
8
双线插式管形绝缘端头
TE-2*2510
✓管形预绝缘端头压痕应在端头的管部均匀压接
9
TE1508
10
TE2508
11
TE6014
12
TE10-14
13
TE4012
14
管型绝缘端头
E7508
管形预绝缘端头压痕应在端头的管部均匀压接匀压接
15
E1508
16
E2508
17
E4009
18
E6012
19
E10-12
20
E16-12
21
圆型裸端头
OT1.5-6
✓压线时裸端头压痕在端头管部焊接缝上,保证压接牢固
22
OT5.5-6
23
OT8-6S
24
圆型绝缘端头
RV2-5
✓
25
RV2-5L
26
压接针
✓绝缘压接区压缩绝缘层,但不会刺穿。
✓线芯伸出于导体压接区前部1-2mm
✓绝缘和导体压接区之间的局部可以看见绝缘层和导体。
压接要求说明
图示
备注
✓剥线过程中禁止将铜芯切断
✓每根导线要拉勒挺直,行线做到平直整齐,式样美观
✓剥线过程中不允许有中间接头、强力拉伸导线及绝缘层破损的情况
✓剥线长度符合要求,禁止剥线长度过长或过短,影响产品导电性能
✓导线芯插⼊端头后,不能有未插⼊的线芯露出端⼦管外部
✓不能出现绞线的现象,不能剪断线芯
✓冷压接端头的规格必须与所接⼊的导线直径相吻合,禁止使用大一号或以上规格的端子压接导线
✓剥去导线绝缘层后,应尽快与冷压接端头压接,防止线芯产⽣氧化膜或粘有油污
✓通常不允许2根导线接入1个冷压接端头,因接线端⼦限制必须采用时,宜先采2根导线压接的专⽤端头
✓或选⽤⼤⼀级或⼤⼆级的冷压接端头。
绝缘端头与⼆根导线压时,防止出现裸线芯露出绝缘管外的情况
✓裸端头的管部应套⼊标记套管内,防止带电裸露部份外露
✓标记套管的⽂字符号应朝外或便于观察的⼀向
✓压接过程中,注意防止压接过于靠前导致的端子压接区损坏
✓假设止口被完全损毁,实际端子会被推向一直穿过外壳
✓防止剥线长度过短,或线缆未完全插入导体压接区,端接不能到达规定的拉拔力
✓防止剥线长度过长导致的线缆插入压接区过深。
✓压接过程中防止倒钩向内或向外的过度弯曲,从而影响端子完全锁入塑料外壳的能力
✓倒钩开口为2-10倍的材料厚度,具体根据端子类型判定
✓防止压接过程中导致的端子变形
✓端子很难插入外壳中,可能引起端子碰撞
布线要求说明
✓导线的排列应尽量减少弯曲和弧形,不允许弯成直⾓,导线的余量应平均分布在整个布线过程中,不能留在⼀端卷成⼀团
✓导线应理顺平直,导线清晰清楚;
捆扎于内的导线不得交叉、损伤、扭结和有中间接点
✓剪去过长的扎带并与扎带头根本平齐,扎带头方向一致,并应尽可能隐藏或朝向内侧
✓导线束的弯曲处或分⽀导线的弯曲处,应在紧靠弯曲的直线段分别用扎带扎住
✓导线呈圆弧接线⽅式,线呈弧度弯曲,不呈角度弯曲
✓为维修和散热方便,线束不宜扎的过粗,导线多时可分路行线
✓主线束不能在元器件面上通过,分线束也尽量在元器件周围接线。
✓线束尽量靠近元器件〔除发热元件〕
✓捆扎线束的圆弧不要过大,柜内各种元器件的接线圆弧⼒求⼀致。
✓元器件高度不一致时,以多数元器件为基准⾯,分层次⾛线
✓导线在穿越金属板时孔时,必须在金属孔上套上大小相应的橡皮圈
✓当一个接线柱上同时接一次线和二次线时,应将二次线放在一次线铜端头的上面,保证主回路接触紧密可靠
✓压接铜端头的一次线要套上与导线线径相符合的热缩套管
✓考虑铜端头的距离和本身尺寸
✓在导线与电器元件采⽤焊接时,采⽤松⾹芯焊锡丝和中性焊剂。
焊点必须光滑牢固,焊后用酒精拭去焊渣,焊点应防止假焊和虚焊,元件接点间隙近时,先焊好后再套上绝缘套管
✓同批次、同规格的产品,其线路布置和行线形式应一致
✓所有线路要平、直、齐、牢
✓所有元器件不接线的端子配齐螺丝、螺母、垫圈等


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 端子 说明
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《巴黎圣母院》3000字读书心得范文.docx
《巴黎圣母院》3000字读书心得范文.docx
-
《看上去很美》电影观后感5篇.docx
-
《房屋建筑学》复习题没答案.docx
-
《春》仿写作文8篇.docx
-
《关于提高农村学生小学语文中年段课外阅读能力的策略研究以古城小学为例》开题报告附课题项目申报表.docx
-
《海底两万里》读书笔记1000字精选多篇.docx
-
《三国演义》读后感1500字.docx
-
15教学4汉语教师资格等级考试.docx
-
《儿童如何学数学》读书笔记精选多篇.docx
-
《教育规划纲要》解读.docx
-
《房屋租赁合同》适用乙方模板1.docx
-
《你我他》教案.docx
-
《经济生活》练习题.docx
-
《侨联章程》.docx
-
《俗世奇人》高中读后感800字.docx
-
9A文信息安全复习题.docx
-
《选择希望人生》教案.docx
-
《创业基础》学习笔记与学习心得.docx
-
《杨氏之子》公开课教案.docx
-
13不符合项整改报告.docx
-
《节约用水珍惜水资源》综合实践活动案例.docx
-
56张从太空看地球的摄影照片.docx
-
《强制性产品认证管理办法》.docx
-
《廉颇蔺相如列传》4.docx
-
201X年安全标语大全word范文模板 17页.docx
-
《地学建模》作业.docx
-
22万亩油茶种植基地及吨年精制茶油生产线项目可行性研究报告书.docx
-
《谈生命》说课稿1.docx
-
《数字化城管系统建设导则》范文word版 12页.docx
-
72高考英语专题复习练习短文改错72.docx
-
《安全生产技术》真题 答案.docx
-
《现代通信网》阶段作业全解读.docx
-
三亚国际旅游岛拍婚纱照的首选地.docx
-
山东省济南市历城第二中学学年高二化学月考试题.docx
-
人教版初一英语第二学期第一次月考试题及答案副本.docx
-
山东省泰安市泰山中学学年高二上学期学情检测地理试题.docx
-
山东档案整理规程.docx
-
人教版小学三年级数学下册教案.docx
-
善的行为研究实验报告.docx
-
商业街广告牌评估报告.docx
-
人教版小学语文生字表大全.docx
-
人教版信息技术五年级上教案.docx
-
上寨中学学生文明礼仪规范专题讲座.docx
-
社区主任述职报告六篇的相关资料.docx
-
人教版一年级语文上册汉语拼音练习题讲课教案.docx
-
什么伴我成长半命题优秀作文范文600字.docx
-
社会教育的小故事.docx
-
人教部编版六年级上学期语文第五单元第16课《盼 》同步练习B卷.docx
-
甚高频VHF通信培训题库.docx
-
人教新课标版五年级第一学期写字教案.docx
-
身边的榜样心得体会.docx
