 活塞式压缩机维护检修规程DOCWord格式文档下载.docx
活塞式压缩机维护检修规程DOCWord格式文档下载.docx
- 文档编号:14949608
- 上传时间:2022-10-26
- 格式:DOCX
- 页数:18
- 大小:52.49KB
活塞式压缩机维护检修规程DOCWord格式文档下载.docx
《活塞式压缩机维护检修规程DOCWord格式文档下载.docx》由会员分享,可在线阅读,更多相关《活塞式压缩机维护检修规程DOCWord格式文档下载.docx(18页珍藏版)》请在冰豆网上搜索。
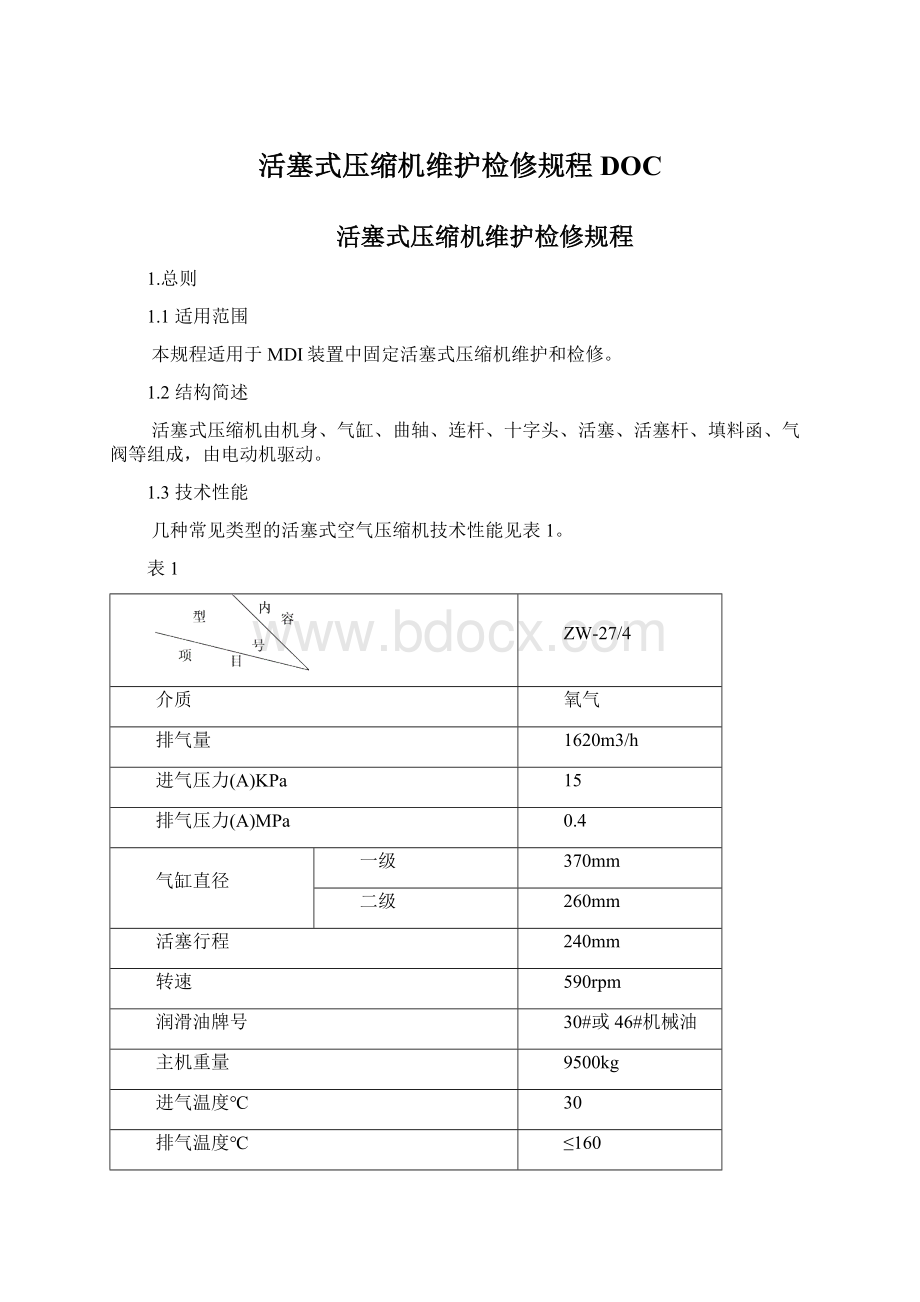
30#或46#机械油
主机重量
9500kg
进气温度℃
30
排气温度℃
≤160
电机
型号
Y355L-10
功率
160KW
2.完好标准
2.1零、部件
2.1.1主、辅机的零、部件完整齐全、质量符合要求。
2.1.2仪表、计器、信号、联锁和各种安全装置、自动调节装置齐全完整、灵敏、准确,开表率、信号及联锁装置投运率达100%,计器定期检测率100%。
2.1.3基础、机座稳固可靠,地脚螺栓连接齐全、紧固。
每组螺栓规格统一,螺纹外露1~3扣。
2.1.4管线、管件、阀门、支架等安全装置合理、牢固完整、标志分明、符合要求。
2.1.5防腐、保温、防冻设施完整、有效。
2.2运行性能
2.2.1设备润滑良好,润滑系统畅通,油质符合要求,实行“五定”、“三级过滤”。
2.2.2无异常振动和松动、杂音等现象。
2.2.3各部温度、压力、流量、电流等运行参数符合规程要求。
2.2.4生产能力达到设计能力。
2.3技术资料
2.3.1有产品合格证、质量证明书、使用说明书、总装配图。
2.3.2有安装、试车、验收资料。
2.3.3设备档案、检修及验收记录齐全,填写及时、准确。
2.3.4设备运行时间和累计运转时间有统计、准确率100%。
2.3.5设备易损件有图样。
2.3.6设备操作规程、维护检修规程齐全。
2.4设备及环境
2.4.1设备清洁、表面无灰尘、油垢。
2.4.2基础及周围环境整洁。
2.4.3设备及管线、阀门等无泄漏。
3.设备维护
3.1日常维护
3.1.1严格按操作规定启动、运行与停车,并做好记录。
3.1.2严格执行“设备润滑管理制度”,按规定补充润滑油,发现油质量不符合使用要求时,应更换润滑油。
3.1.3检查循环油泵和注油器工作情况,保持油泵压力在0.10~0.30MPa。
3.1.4随时检查轴承温度,按时记录,主轴承温度一般不超过65℃。
发现超温要查找原因,及时处理。
3.1.5随时检查各段压力、温度,按规定做好记录。
发现异常,及时查找原因,进行处理。
3.1.6冷却水压不得低于0.2MPa。
3.1.7设备和现场要经常保持清洁,每次巡检擦一次设备,随时消除跑、冒、滴、漏。
3.1.8设备长期不用时,应加油封闭,每周进行一次盘车。
3.2定期检查
定期检查项目、周期、内容、标准见表2。
3.3常见故障处理方法
常见故障的现象、原因及处理方法见表3。
3.4紧急情况停车
遇有下列情况之一时,应紧急停车。
a.润滑油中断;
b.冷却水中断;
c.轴承温度超标;
d.压缩气突然超温超压;
e.声音突然异常,查不到原因;
f.突发性严重振动,查不到原因;
g.主零、部件及管道断裂;
h.操作规程规定的其他紧急停车条件。
4.检修周期和检修内容
表2
检修项目
周期
内容
判断标准
推荐使用仪器
润滑油
三个月
油质分析
按润滑油技术标准要求
机身振动
一周
振动幅度
≤0.03mm
测振仪
仪表装置
按计量仪器定期检测周期
检查校对准确灵敏程度
达到仪表性能参数
安全联销装置
12个月
灵敏度
按规定技术条件动作
压力容器
选点测厚
UTM-450
按压力容器检验规程规定周期
无损探伤
中华人民共和国劳动部在用压力容器检验规程
250EG-S2
CTS-26
水压试验
表3
现象
原因
处理方法
超温或超压
1.单向阀阀座、阀片损坏
2.冷却水套堵
3.活塞环磨损过大
1.停车更换阀座、阀片
2.清洗冷却水套
3.更换
轴承温度升高
1.润滑油供应不足
2.润滑油质量低劣
3.轴承间隙过小
1.检查、清洗油路
2.更换润滑油
3.增大轴承间隙
油压下降
1.油泵调节阀失灵
2.油泵滤网、堵塞
3.吸入油管堵塞或漏气
4.联动部位配合间隙过大
1.重新校定调节阀
2.清洗滤网
3.拆开油管清洗、消漏
4.重新调整
发生异常声响
1.吸入及排出阀压盖螺栓松动
2.气缸进入杂物
3.气缸余隙过小
4.连杆螺栓松动
5.轴承间隙过大
6.管道振动
1.紧固螺栓
2.停车检查气缸消除杂物
3.调整气缸余隙
4.紧固连杆螺栓
5.调整轴承间隙
6.加固管道,消除振动
填料函发热
填料轴向间隙小
调大间隙量
填料函漏气
1.填料磨损严重
2.气体太脏
1.更换填料
2.净化气体
4.1检修周期(见表4)
表4
检修类别
小修
中修
大修
检修周期,月
3~6
6~12
12~36
4.2检修内容
4.2.1小修
4.2.1.1检查、紧固各部位螺栓。
4.2.1.2检查、紧固
4.2.1.3检查清洗气阀或更换阀片、阀座、弹簧和升高限制器等零件。
4.2.1.4检查或更换密封填料圈。
4.2.1.5检查注油器、循环油止逆阀、油过滤器、油冷器、油管等,消除缺陷。
4.2.1.6清洗气缸冷却水夹套。
4.2.1.7清洗水冷却器、油分离器。
4.2.1.8消除其他缺陷。
4.2.2中修
4.2.2.1包括小修项目。
4.2.2.2检查或更换活塞、活塞环、导向套及活塞杆。
4.2.2.3检查连杆大、小头轴瓦,并调整间隙。
4.2.2.4检查主轴承、并调整间隙。
4.2.2.5检查或更换连杆螺栓。
4.2.2.6检查十字头瓦、滑道,并测量间隙。
4.2.2.7检查调整各段气缸余隙。
4.2.2.8安全阀清洗、研磨和调试。
4.2.2.9检查、修理或更换压力表、温度计。
4.2.2.10检查油泵,清洗油箱,更换润滑油。
4.2.3大修
4.2.3.1包括中修项目。
4.2.3.2解体、清洗各部件。
4.2.3.3曲轴、连杆、连杆螺栓、十字头销、活塞杆无损探伤检查,必要时更换。
4.2.3.4更换大头瓦、主轴承,刮研并调整间隙
4.2.3.5检查修理十字头,必要时更换。
4.2.3.6检查、修理或更换气缸套。
4.2.3.7修理或更换活塞、活塞环、填料函。
4.2.3.8检查曲轴与机身水平度、垂直度。
拉线对中气缸中线。
4.2.3.9检查机身与基础状况,测量机身下沉情况。
4.2.3.10检查、修理冷却器、油分离器,并作水压试验。
压力容器检测,按压力容器检验规程规定进行。
4.2.3.11检查更换腐蚀的管线及出入口切断阀。
4.2.3.12主辅机防腐喷漆。
5.检修方法及质量标准
5.1检修方法简述
5.1.1用水平仪测量机身水平度;
用拉线法测量中体、气缸同轴度并进行调整。
5.1.2用着色法检查滑动轴承接触面积,达不到标准要求时,应进行刮研。
5.1.3用卡尺、内外径千分尺、千分表测量圆柱度、圆度,达不到标准时应进行研磨;
必要时上机床测量或加工。
5.1.4用塞尺测量活塞与气缸,填料环与活塞杆径向间隙,并进行调整。
5.1.5用压铅法测量轴承间隙、齿轮啮合间隙、气缸余隙。
5.1.6用着色、无损探伤方法检查零件裂纹等缺陷。
5.1.7主、曲轴颈、活塞杆可以用电镀、喷镀、刷镀等方法修复。
5.2检修质量标准
5.2.1基础
5.2.1.1外观检查不允许有裂纹、疏松、露筋、渗油和混凝土剥落等缺陷。
5.2.1.2基础无不均匀下沉或倾斜。
5.2.2机身、中体
5.2.2.1机身纵、横向水平度为0.05mm/m。
5.2.2.2十字头滑道中心线与主轴座孔中心线垂直度为0.01mm/m。
5.2.2.3机身主轴承与电机外伸副轴承座孔中心线同轴度为0.03mm。
5.2.2.4机身滑道圆柱度为0.5mm。
5.2.2.5气缸中心线与滑道同轴度允许偏差见表5。
5.2.2.6组装后各列滑道中心线平行度为0.1mm/m。
5.2.2.7机身油池进行试漏,4小时内不得有渗漏。
5.2.3曲轴、轴承
5.2.3.1曲轴经放大镜或探伤检查,不得有裂纹缺陷;
主轴颈和曲轴颈擦伤面积不得大于2%,深度不大于0.01mm;
超过时需进行机械加工,其加工减少量不超过原轴颈直径的1%。
5.2.3.2曲轴安装水平度为0.10mm/m。
5.2.3.3曲轴开度差≤10-4s,装上电机后≤3×
10-4s(s为行程,mm)。
5.2.3.4主轴颈径向圆跳动值为0.05mm;
各主轴颈同轴度为0.03mm。
5.2.3.5轴颈修复后圆度,圆柱度要求见表5。
表5
轴颈直径
<
100
>
100~200
200~300
300~400
400~500
圆度、圆柱度
主轴颈
0.06
0.08
0.10
0.12
0.14
曲轴颈
0.15
5.2.3.6滑动轴承
a.瓦背与轴承座孔接触面积不少于60%,主轴颈与主轴承接触面积不少于70%;
b.主轴颈与主轴承配合一般为,径向间隙为(0.8~1.2)×
10-3d(d为主轴颈直径,mm),轴向间隙为0.2~0.5mm;
c.厚壁轴承厚度磨损超过原厚度的60%或剥落、脱壳面积达到15%时,应重新浇注或更换。
5.2.3.7滚动轴承
a.滚动轴承应转动灵活、无杂音、滚子和内外圈的滚动面应无锈蚀、麻点等缺陷;
b.滚动轴承内圈与轴的配合为,外圈与轴承座内孔的配合为。
5.2.4连杠、十字头
5.2.4.1连杆直线度为1mm/m。
5.2.4.2连杆大、小头孔中心线平行度为0.05mm/m,孔的圆柱度不超过直径尺寸公差的1倍。
5.2.4.3十字头和十字头销经放大镜或探伤检查应无裂纹等缺陷。
5.2.4.4十字头瓦和十字头销径向间隙:
a.铜合金轴承为(0.7~1.2)×
10-3d(d为十字头销直径,mm);
b.巴氏合金轴承为(0.4~0.6)×
10-3d(d为十字头销直径,mm)。
5.2.4.5整体连杆小头轴承与连杆孔的过盈配合量:
铜合金轴承为0.02~0.08mm;
钢壳巴氏合金轴承为0.05~0.10mm。
5.2.4.6连杆大头轴承与曲轴颈接触面积不少于70%,径向间隙为0.0006~0.0008D(D为十字头外径,mm)。
5.2.4.7连杆轴向间隙一般为0.30~1mm;
非定位轴向间隙为2~5mm。
5.2.4.8十字头瓦与滑道应均匀接触,径向间隙为(0.6~0.8)×
10-3d(d为十字头外径,mm)。
5.2.4.9十字头颈部端面与滑道垂直度为0.2mm/m。
5.2.4.10十字头销的圆度、圆柱度要求见表7。
5.2.4.11连杆螺栓经放大镜或探伤检查不得有裂纹;
螺栓拧紧时


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 活塞 压缩机 维护 检修 规程 DOC
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《巴黎圣母院》3000字读书心得范文.docx
《巴黎圣母院》3000字读书心得范文.docx
-
《看上去很美》电影观后感5篇.docx
-
《房屋建筑学》复习题没答案.docx
-
《春》仿写作文8篇.docx
-
《关于提高农村学生小学语文中年段课外阅读能力的策略研究以古城小学为例》开题报告附课题项目申报表.docx
-
《海底两万里》读书笔记1000字精选多篇.docx
-
《三国演义》读后感1500字.docx
-
15教学4汉语教师资格等级考试.docx
-
《儿童如何学数学》读书笔记精选多篇.docx
-
《教育规划纲要》解读.docx
-
《房屋租赁合同》适用乙方模板1.docx
-
《你我他》教案.docx
-
《经济生活》练习题.docx
-
《侨联章程》.docx
-
《俗世奇人》高中读后感800字.docx
-
9A文信息安全复习题.docx
-
《选择希望人生》教案.docx
-
《创业基础》学习笔记与学习心得.docx
-
《杨氏之子》公开课教案.docx
-
13不符合项整改报告.docx
-
《节约用水珍惜水资源》综合实践活动案例.docx
-
56张从太空看地球的摄影照片.docx
-
《强制性产品认证管理办法》.docx
-
《廉颇蔺相如列传》4.docx
-
201X年安全标语大全word范文模板 17页.docx
-
《地学建模》作业.docx
-
22万亩油茶种植基地及吨年精制茶油生产线项目可行性研究报告书.docx
-
《谈生命》说课稿1.docx
-
《数字化城管系统建设导则》范文word版 12页.docx
-
72高考英语专题复习练习短文改错72.docx
-
《安全生产技术》真题 答案.docx
-
《现代通信网》阶段作业全解读.docx
-
初三宣言及励志格言文档格式.docx
-
创自动化设备制造企业计划书Word文件下载.docx
-
歌剧魅影歌词+翻译Word文档下载推荐.docx
-
工程安全日志Word格式文档下载.docx
-
《在全省人才工作座谈会上的讲话》Word格式.docx
-
初一七年级数学寒假作业答案wordWord文档下载推荐.docx
-
春节活动主题方案范本最新5篇文档格式.docx
-
工业园区防汛工程监理月报文档格式.docx
-
3Dmax渲染vray材质参数VRWord格式.docx
-
存续企业出路何在走出四大改革误区Word格式.docx
-
古诗词赏析及训练鹧鸪天陌上柔桑破嫩芽文档格式.docx
-
E级GPS控制网有关技术的要求Word格式.docx
-
打桩工程施工要点及表格Word文件下载.docx
-
关于电子商务法及其特征的思考Word文档下载推荐.docx
-
北京市装饰装修工程施工合同BF20xx0205示范文本Word格式.docx
-
UL 申请管制程序及标志种类Word格式文档下载.docx
-
大学生暑假社会实践报告范文Word文档格式.docx
-
大体积混凝土施工测温记录表文档格式.docx
-
国际金融市场期末考试大纲文档格式.docx
