 模具制造过程检验标准Word下载.docx
模具制造过程检验标准Word下载.docx
- 文档编号:14945652
- 上传时间:2022-10-26
- 格式:DOCX
- 页数:29
- 大小:19.88KB
模具制造过程检验标准Word下载.docx
《模具制造过程检验标准Word下载.docx》由会员分享,可在线阅读,更多相关《模具制造过程检验标准Word下载.docx(29页珍藏版)》请在冰豆网上搜索。
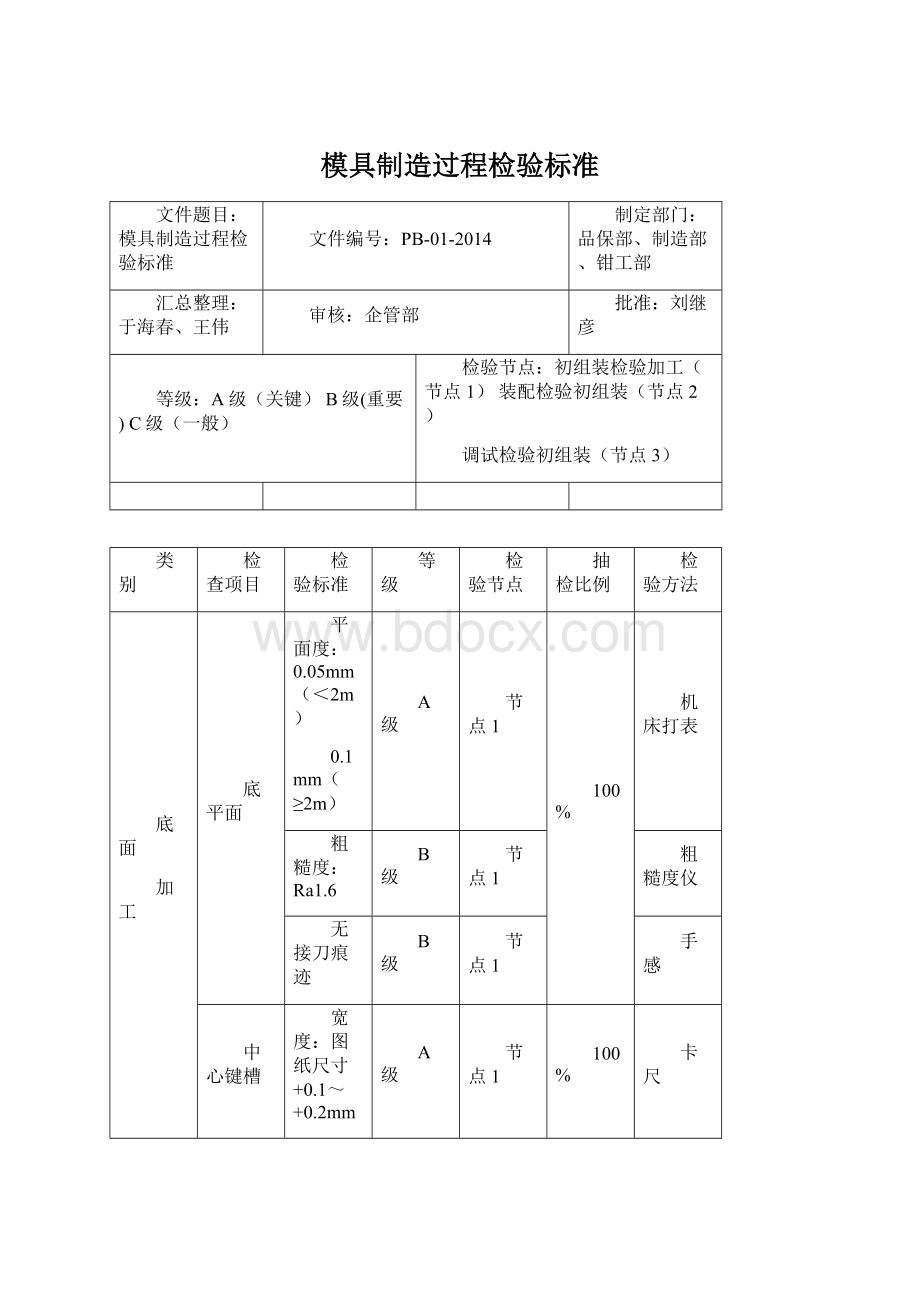
检验节点:
初组装检验加工(节点1)装配检验初组装(节点2)
调试检验初组装(节点3)
类别
检查项目
检验标准
等级
检验节点
抽检比例
检验方法
底面
加工
底平面
平面度:
0.05mm(<2m)
0.1mm(≥2m)
A级
节点1
100%
机床打表
粗糙度:
Ra1.6
B级
粗糙度仪
无接刀痕迹
手感
中心键槽
宽度:
图纸尺寸+0.1~+0.2mm
卡尺
深度:
图纸尺寸+0~+0.5mm
长度:
图纸尺寸+0~+1mm
U沟
Ra3.2
尺寸:
0~0.5
结构面加工
板件定位销安装孔
孔径:
图纸尺寸,公差H7
设备检验
位置度:
±
0.03mm
图纸尺寸-0.2mm~-0.5mm
垂直度:
0.02mm
凹模套孔
图纸尺寸-0.1~0mm
防转销孔
凹模孔
16±
1mm
压板冲头过孔
图纸尺寸±
0.05mm
冲头定心孔
冲头安装面
高度:
0.1mm
落料孔
0.2mm
销孔
定位键槽
0.5mm
导柱孔
图纸尺寸±
导套孔
图纸尺寸,公差H6
图纸尺寸0~0.2mm
导板面
位置公差:
过切0.015~0.05mm
150以内0.01,150以上0.02
导滑面
0.02mm(导板150*150mm)
平衡台
(需保证相对位置等高)
墩死台
限位块平台
四角平台(非限位)
导柱、导套平台(非限位)
0.2mm
平衡汽缸安装台
弹簧台
氮汽缸安装面
弹簧窝孔
侧销孔
图纸尺寸,公差H9
侧销面
位置:
侧销行程
长/宽:
行程限位点:
高度差±
非互换镶块安装面
非互换镶块挡墙
C级
互换类镶块安装面
0.015mm
互换类镶块挡墙
斜楔安装面
斜楔挡墙
型面
尺寸公差:
接刀:
0.01mm
Ra0.8
修边轮廓
0.01mm(20mm)
翻边整形轮廓
0.03mm(50mm)
轮廓空刀
-0.3~0mm
自制滑块座
压板面
图纸尺寸,
到导板面距离公差:
+0.02~+0.04mm
一侧位置:
两导滑面间距公差:
0~+0.03mm
两侧导滑面平行度:
0.02
弹簧安装面
高度:
弹簧挡墙
缓冲块安装面
缓冲块挡墙
自制滑块
底面导滑面
到导滑面距离公差:
V型导板面
节


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 模具 制造 过程 检验 标准
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《巴黎圣母院》3000字读书心得范文.docx
《巴黎圣母院》3000字读书心得范文.docx
-
《看上去很美》电影观后感5篇.docx
-
《房屋建筑学》复习题没答案.docx
-
《春》仿写作文8篇.docx
-
《关于提高农村学生小学语文中年段课外阅读能力的策略研究以古城小学为例》开题报告附课题项目申报表.docx
-
《海底两万里》读书笔记1000字精选多篇.docx
-
《三国演义》读后感1500字.docx
-
15教学4汉语教师资格等级考试.docx
-
《儿童如何学数学》读书笔记精选多篇.docx
-
《教育规划纲要》解读.docx
-
《房屋租赁合同》适用乙方模板1.docx
-
《你我他》教案.docx
-
《经济生活》练习题.docx
-
《侨联章程》.docx
-
《俗世奇人》高中读后感800字.docx
-
9A文信息安全复习题.docx
-
《选择希望人生》教案.docx
-
《创业基础》学习笔记与学习心得.docx
-
《杨氏之子》公开课教案.docx
-
13不符合项整改报告.docx
-
《节约用水珍惜水资源》综合实践活动案例.docx
-
56张从太空看地球的摄影照片.docx
-
《强制性产品认证管理办法》.docx
-
《廉颇蔺相如列传》4.docx
-
201X年安全标语大全word范文模板 17页.docx
-
《地学建模》作业.docx
-
22万亩油茶种植基地及吨年精制茶油生产线项目可行性研究报告书.docx
-
《谈生命》说课稿1.docx
-
《数字化城管系统建设导则》范文word版 12页.docx
-
72高考英语专题复习练习短文改错72.docx
-
《安全生产技术》真题 答案.docx
-
《现代通信网》阶段作业全解读.docx
-
青岛市工程监理企业管理考核办法.docx
-
Linux内核移植 根文件系统制作 触摸屏.docx
-
临床执业医师综合笔试冲刺试题及答案2.docx
-
青岛版五四制四年级数学上册教案 全集.docx
-
齐鲁名校教科研协作体山东湖北部分重点中学届高三新起点联考语文试题解析版.docx
-
OpenStack云计算解决方案.docx
-
qq繁体字个性签名带符号.docx
-
刘毅10000词汇学习笔记.docx
-
SQL的基本操作.docx
-
企业干部述职报告多篇范文.docx
-
秋语文版九年级语文上册单元测试题及答案1.docx
-
六年级《位置与方向》测试题及详解.docx
-
企业战略管理资料汇总.docx
-
趣味运动会活动方案完美版.docx
-
汽源处理二联组合件项目可行性研究报告.docx
-
六年级下《 文言文两则》练习题.docx
-
全国高中生物奥赛真题.docx
-
浅谈如何加强官兵思想政治工作.docx
-
龙江小学学校消防安全管理制度全套.docx
