 工业工程人机作业分析Word文档下载推荐.docx
工业工程人机作业分析Word文档下载推荐.docx
- 文档编号:14942223
- 上传时间:2022-10-26
- 格式:DOCX
- 页数:19
- 大小:23.71KB
工业工程人机作业分析Word文档下载推荐.docx
《工业工程人机作业分析Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《工业工程人机作业分析Word文档下载推荐.docx(19页珍藏版)》请在冰豆网上搜索。
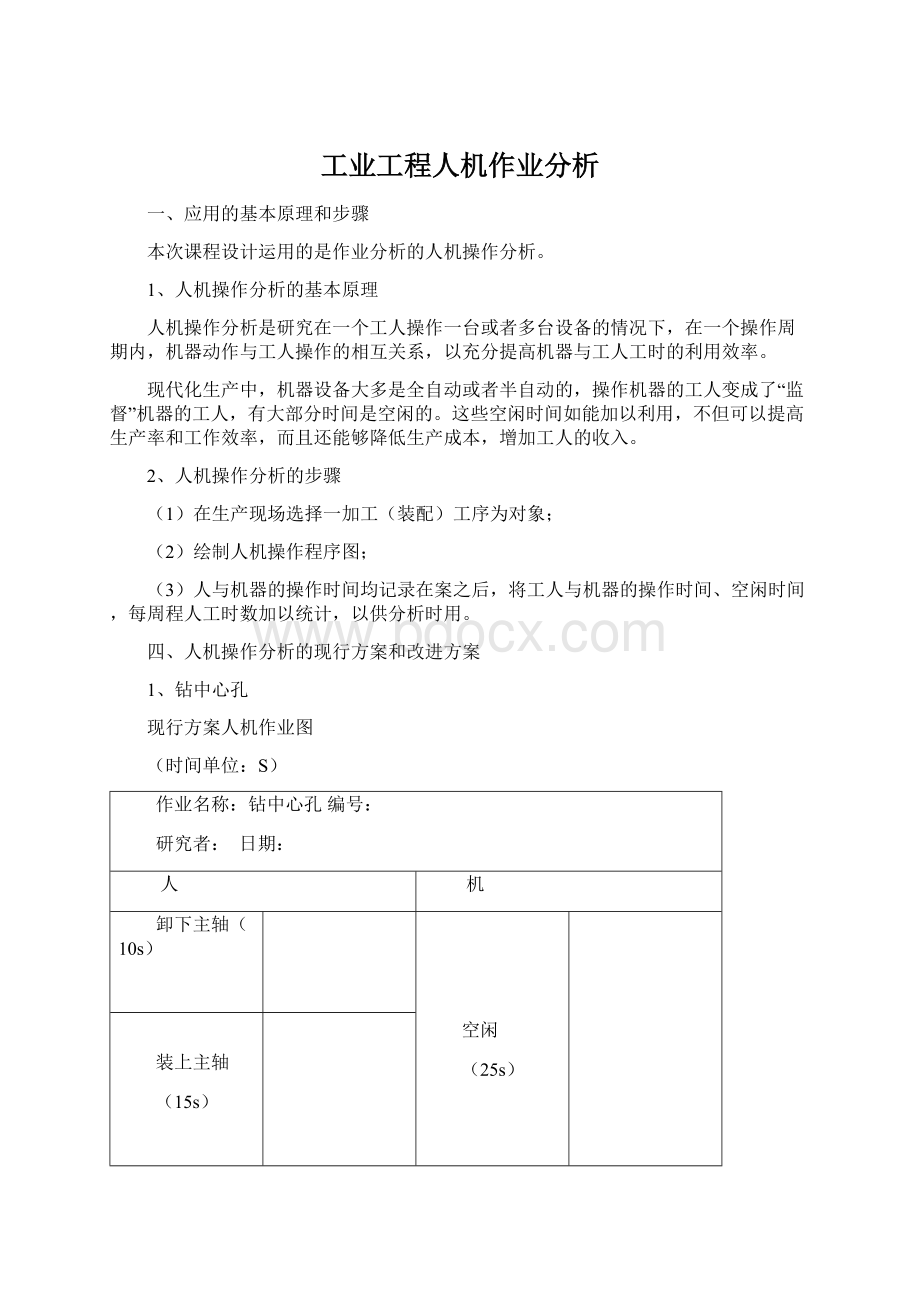
空闲
(25s)
装上主轴
(15s)
调整水喷头(2s)
钻
内
孔
(128s)
空闲
(117s)
清扫垃圾(2s)
调整水喷头(21s)
空闲(14s)
周程
工作时间
空闲时间
时间利用率
统
计
人
167s
50s
117s
29.94%
机器
128s
39s
76.64%
如果从上述人机图中进行分析,我们可以得到以下数据:
一个人可以在操作的台数=人的空余时间/人的工作时间即:
117/50=2.34所以一个人可以操作两台机器。
但是如果我们采取固定装夹工具将水喷头进行固定,就可以节省足足14s的时间,但是清理垃圾时我们认为还是需要在机器暂停时处理比较安全,所以周程就节省12s。
经过以上修整后机器1的周程时间缩短为155s,但这必须是建立在熟练工人的基础上。
如果一个人只操作一台机器,人的工作时间为27s,机器的工作时间为128s,128/27+1=5一个人可以操作五台像机器一类型的机器。
不仅从改善人的劳动或提高人和机器的利用率来说,都有很大的提高。
改善方案如下表所示:
机器1
机器2
机器3
机器4
机器5
清理垃圾(2s)
27s
54s
81s
108s
卸下主轴
(10s)
空
闲
孔
101s
74s
47s
(20s)
20s
周程时间
155s
20s
135s
87.1%
27s
82.6%
通过改进之后,人的时间利用率从29.944%上升到87.1%,通过添加一个固定夹具固定水喷头从而将机器的时间利用率从76.64%提高至82.6%。
2、粗磨2#莫氏锥孔留余量0.10-0.15
现行方案人机作业图:
粗磨编号:
机
从机床上卸下工件15
空闲12
将工件2装机床7
空闲14
粗磨工件223
从装夹头上取下工件12
将装夹头套入工件37
利用率
35
21
14
60%
23
12
65.7%
由以上的人机操作分析图可得,轴必须装夹之后才能加工,加工完卸下工件时必须在机床停止时才能进行,因为人的工作利用率仍有40%的宽放率,仍有空余的时间14S,将工人的宽放时间去操作另外一台机器,并同时利用机器的空闲时间进行手工操作,从而提高人机利用率,根据N=(T+M)/T,N=(21+23)/21=2.09由此我们可以算出一个人可以同时操作2台机器,所以我做出了以下的改进方案。
改进方案人机作业图:
日期:
机1#
机2#
从1#机床卸下工件15
粗磨工件412
将工件3装上1#机床7
从2#机床卸下工件25
粗磨工件3
空闲19
将装夹头套入工件47
将工件4装上2#机床7
从装夹头上取下工件12
粗磨工件411
从装夹头上取下工件22
将装夹头套入工件37
空闲7
42
100%
19
54.8%
54.8%
通过改进之后,工人的利用率达到了百分之百,达到最好的利用率。
3、钻键槽孔
钻键槽孔编号:
2010年1月12日
机床
装夹工件8
空闲8
调整机床9
钻孔140
空闲20
空闲6
清洁机床14
调整机床16
清洁机床9
空闲18
调整机床6
卸下工件5
空间9
检验工件4
157
98
59
98/157=62%
140
17
140/157=89%
由以上的现行人机作业图,我们可知:
工人将工件装夹在机床上和加工完卸下工件时必须在机床停止时才能进行的,并且在机床加工的时候不断调整机床,但是检验工件这道工序时可以在机床开动中同时进行的,要缩短周程时间,应尽量利用机器工作的时间进行手工操作,以提高人机利用率。
因此,对于现行方法作出了改进方案,将检验工件这道工序调整到工人的空闲时间完成,以缩短周程时间。
经改进后,周程时间缩短了4s,人的利用率提高了2%,机床的利用率提高了3%。
检验上个工件4
空闲16
空间5
153
55
98/153=64%
13
140/153=92%
4、精铣
(时间单位:
s)
工作内容:
精铣Ф16轴编号:
装夹Ф16轴40
空闲40
空闲23
工作177
清扫铁屑13
调整机器,转动轴9
空闲42
卸下轴22
空闲66
检验轴42
统计
283
172
111
60.78%
177
106
62.54%
工作内容:
机1
机2
装夹机1的轴
40
空闲40
工作40
卸下机2的轴
22
工作177
空闲175
空闲1
清扫机1铁屑13
调整机19
检验机2生产的轴
23
19
空闲4
装夹机2的轴
空闲2
工作46
卸下机1的轴22
空闲44
清扫机2铁屑13
调整机29
检验机1生产的轴23
空闲91
工作91
检验机1生产的轴
352
340
96.59%
175
50.28%
机器:
y631k,精铣Ф16主轴
由以上的现行人机作业图和改进人机作业图,我们发现工人由原先的操作一台机器到操作两台机器,产能由原先283s*2生产两个工件,提高到到352s生产两个工件,时间节约了214s。
同时工人时间的利用率由原先的60.78%提高到现在的96.59%。
通过现场观察,我们发现工人在工作时,闲余时间很长,他们通常在等待着机器,或是去干自己的事情,比如去取水喝。
通过人机作业的改善,不但使得时间利用率提高,产能增加,而且还有适当的空余时间,使得工人不容易疲劳。
5、精磨
精磨编号:
装夹工件21
空闲21
调整机床36
磨削259
空闲22
调整机床60


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工业 工程 人机 作业 分析
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《巴黎圣母院》3000字读书心得范文.docx
《巴黎圣母院》3000字读书心得范文.docx
-
《看上去很美》电影观后感5篇.docx
-
《房屋建筑学》复习题没答案.docx
-
《春》仿写作文8篇.docx
-
《关于提高农村学生小学语文中年段课外阅读能力的策略研究以古城小学为例》开题报告附课题项目申报表.docx
-
《海底两万里》读书笔记1000字精选多篇.docx
-
《三国演义》读后感1500字.docx
-
15教学4汉语教师资格等级考试.docx
-
《儿童如何学数学》读书笔记精选多篇.docx
-
《教育规划纲要》解读.docx
-
《房屋租赁合同》适用乙方模板1.docx
-
《你我他》教案.docx
-
《经济生活》练习题.docx
-
《侨联章程》.docx
-
《俗世奇人》高中读后感800字.docx
-
9A文信息安全复习题.docx
-
《选择希望人生》教案.docx
-
《创业基础》学习笔记与学习心得.docx
-
《杨氏之子》公开课教案.docx
-
13不符合项整改报告.docx
-
《节约用水珍惜水资源》综合实践活动案例.docx
-
56张从太空看地球的摄影照片.docx
-
《强制性产品认证管理办法》.docx
-
《廉颇蔺相如列传》4.docx
-
201X年安全标语大全word范文模板 17页.docx
-
《地学建模》作业.docx
-
22万亩油茶种植基地及吨年精制茶油生产线项目可行性研究报告书.docx
-
《谈生命》说课稿1.docx
-
《数字化城管系统建设导则》范文word版 12页.docx
-
72高考英语专题复习练习短文改错72.docx
-
《安全生产技术》真题 答案.docx
-
《现代通信网》阶段作业全解读.docx
-
近年教师招聘考试模拟题客观题真题大全汇总.docx
-
江苏省无锡市届高三上学期期中考试英语试题.docx
-
建筑内部装修设计防火规范GB5022295.docx
-
酒店销售经理年度工作总结大全.docx
-
蒋大伟电子教案.docx
-
精选总结范文村级美丽乡村工作总结3篇.docx
-
教导员个人工作总结.docx
-
教师鈠.docx
-
江津单机无负荷试车方案.docx
-
教训作文20篇.docx
-
工作报告之财务自查报告.docx
-
江苏省家庭教育工作十五计划中期监测评估细则.docx
-
教育学试题6.docx
-
精英专升本计算机基础知识.docx
-
解除手机root权限.docx
-
九年级化学教案 盐 化肥.docx
-
届高考语文考前20天押题训练新高考版语段综合5.docx
-
九年级英语综合练习题及答案二.docx
-
今天我当家心得体会.docx
