 地铁轨道扣件弹条螺栓及垫圈用户需求书Word文档格式.docx
地铁轨道扣件弹条螺栓及垫圈用户需求书Word文档格式.docx
- 文档编号:14834828
- 上传时间:2022-10-25
- 格式:DOCX
- 页数:16
- 大小:27.89KB
地铁轨道扣件弹条螺栓及垫圈用户需求书Word文档格式.docx
《地铁轨道扣件弹条螺栓及垫圈用户需求书Word文档格式.docx》由会员分享,可在线阅读,更多相关《地铁轨道扣件弹条螺栓及垫圈用户需求书Word文档格式.docx(16页珍藏版)》请在冰豆网上搜索。
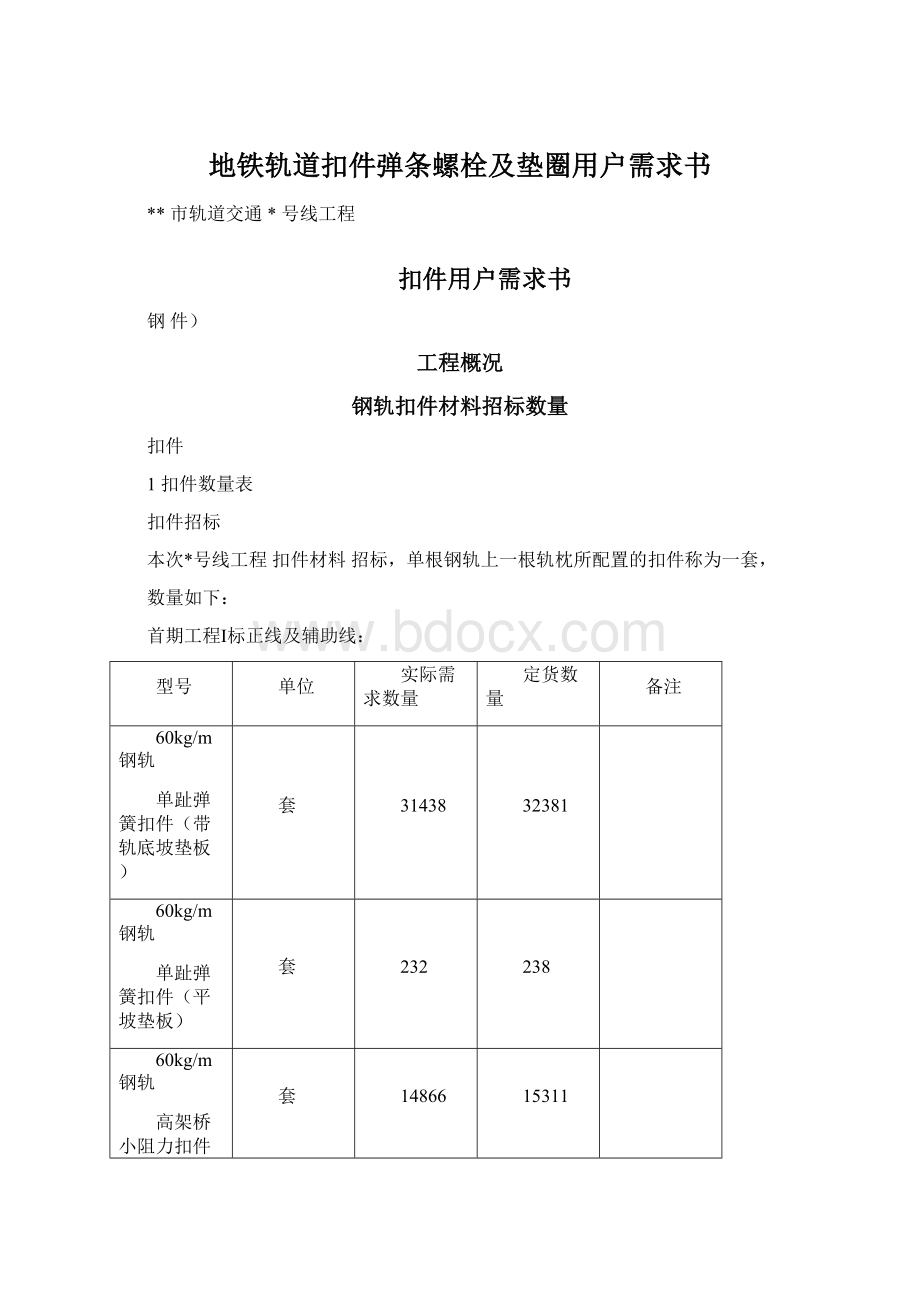
238
高架桥小阻力扣件(带轨底坡垫板)
14866
15311
弹条Ⅲ型分开式扣件(整体道床用)
27870
28706
首期工程Ⅱ标正线及辅助线:
33022
34012
152
156
45634
47003
二期工程正线及辅助线:
88398
91050
21
22
26166
26951
说明:
业主有权调整扣件中的平坡、带轨底坡扣件数量,不影响合同总价。
2供货范围
正线、辅助线所用扣件中的弹条、螺栓和垫圈
一、总则
1、主要内容
本次招标的正线、辅助线用钢轨扣件包括了单趾弹簧扣件、弹条Ⅲ型分开式扣件和高架桥小阻力弹性扣件主要零部件(钢件)的型式尺寸、技术要求、试验方法、验收方法、包装和标志。
2、适用范围
本次招标的正线、辅助线用钢轨扣件适用于**市轨道交通*号线工程单趾弹簧扣件、弹条Ⅲ型分开式扣件和高架桥小阻力弹性扣件。
每套扣件的零部件(钢件)见表1.1。
表1.1
分类
名称
图号
材料
单趾弹簧扣件
单趾弹簧
06300-S-GD-01-103
60Si2Mn热轧弹簧钢
螺栓
06300-S-GD-01-107
45号钢
平垫圈30
GB/T95
Q235-A
技术条件参见
重型弹簧垫圈30
GB/T7244
65Mn
高架桥小
06300-S-GD-01-303
阻力弹性扣件
06300-S-GD-01-307
弹条Ⅲ型扣件
Ⅲ型弹条
专线(01)-3328-1-3
60Si2Mn热轧弹簧钢
06300-S-GD-01-206
GB/T94
注:
06300-S-GD-01-103、06300-S-GD-01-303为同一产品;
06300-S-GD-01-107、06300-S-GD-01-206、06300-S-GD-01-307为同一产品。
3、生产许可证扣件是直接关系到列车能否长期、可靠、安全运营的特殊商品,为此,比照铁道部相关要求,凡拟承接扣件生产的厂家,应具备铁道部颁发的扣件生产许可证。
4、防锈处理所有金属表面应进行防锈处理,并有足够的强度,在正常运输,保管,使用情况下不应出现脱落、开裂现象。
经防腐处理后的螺栓、螺母及垫圈经120小时的中性盐雾试验(NSS试验)保护级应不低于9级。
5、厂标
所有零部件应在不影响其本身性能及使用的情况下打印或标记厂标。
6、验收方法产品出厂前应由制造厂的技术检查部门进行检查验收,每批出厂的产品应符合本技术条件的要求,并附有产品检验合格证。
交货时须向用户提交全部检验报告,用户认为有必要时,可对厂家提交的产品进行复检。
6.1第一批次产品供货和供货50%时,供货商应提交有资质的第三方全部检测报告;
6.2其余各批的产品到货,供应商提交相应各批次的产品检测报告;
6.3在供货过程中,甲方或监理可以对产品进行抽检,抽检合格,则检测费用由甲方承
担;
如果连续三次抽检不合格,甲方有权对改批次产品进行退货,由此产生的费用由供货方承担。
7、包装、运输、储存产品的包装须按本技术条件要求执行。
产品在运输、储存过程中须保证产品不受到损
坏,产品质量不受到影响。
在产品上道前,用户可随时对厂家的供货进行复检。
1、适用范围
单趾弹簧扣件、高架桥小阻力弹性扣件的单趾弹簧扣压件(以下称PR型弹条)和弹条
Ⅲ型分开式扣件的Ⅲ型弹条,本节为PR型弹条供货技术条件。
(注:
Ⅲ型弹条的供货技术条件参照《弹条Ⅲ型扣件(送审稿)》中相关内容执行。
)
2、引用标准
GB/T224─1987
钢的脱碳层深度测定法
GB/T230─1991
金属洛氏硬度试验方法
GB/T1222─1984
弹簧钢
GB/T2828-2003
计数抽样检查程序
3、型式尺寸
PR型弹条的型式尺寸及允许偏差应符合设计图的要求。
4、技术要求
4.1弹条的材料为60Si2Mn热轧弹簧钢,技术要求应符合GB/T1222-1984的规定
4.2PR型弹条的表面硬度为HRC41-46。
4.3PR型弹条在使用弹程为14.1mm时的扣压力为5.6~8.4kN
4.4弹条采用三次成型、余热淬火工艺制造
4.5弹条经500万次疲劳试验后不得折断,残余变形≤1.0mm。
4.6弹条表面不得有裂纹,不得有影响操作或有碍组装的毛刺,由成型工具造成的压痕应平滑,并无明显的刻痕。
4.7弹条各部位不允许有局部擦伤、拉痕及折痕。
4.8弹条的金相组织应为均匀的回火屈氏体与索氏体,心部允许有微量的断续铁素体。
4.9弹条不得有过热、过烧现象,表面脱碳层深度(包括纯铁与过渡层)不得超过0.4mm。
4.10弹条表面应进行强化和防锈处理。
4.11当采用中频或电阻加热成型、余热淬火生产工艺生产弹条时,可不作脱碳和金相组织检测。
5、试验方法
5.1弹条疲劳试验将弹条安装在特制的胎具上,并放置在疲劳试验机上,加载使弹条的扣压端(趾端)产生设计使用弹程对应位移,在此基础上施加1mm动态位移,即疲劳试验时,弹条的位移
+1
为h+01mm(h为弹条设计弹程),荷载循环500万次,加载频率≤16Hz,试验结果应满足4.5条规定。
5.2弹条硬度试验
(1)弹条硬度试验方法按GB/T230的规定进行。
(2)弹条中肢的下部表面应磨平,在该处进行硬度试验,每一受检弹条打三点硬度,读数精度为HRC0.5,取其算术平均值为其硬度。
5.3弹条扣压力试验将弹条安装在特制的胎具上,对弹条加载,使弹条扣压端产生弹程对应位移,测出此
时所对应的荷载值,即为弹条初始扣压力
5.4弹条脱碳层深度和金相组织试验
5.4.1弹条脱碳层深度测定按GB/T224的规定进行。
5.4.2弹条金相组织试验具体方法如下:
a.采用工具磨砂轮片或线切割机床切样,在切割过程中必须保证样品不发生组织变化。
b.磨制、抛光切片横断面,达到镜面光洁度。
c.化学侵蚀,用2~4%的硝酸酒精溶液侵蚀,制成金相试样。
d.采用带照相设备的350~600倍光学显微镜,对整个横断面进行显微组织观察,并拍摄有代表性的典型显微组织。
e.以最差视场作为评定结果。
(3)脱碳层深度和金相组织试验试件的取样部位同硬度试验。
6、验收方法
6.1弹条应成批交货验收,每一检验批不得大于3200件,由制造厂质量检查部门负责检查验收,每批出厂的产品应符合本标准的要求,并附有产品检验合格证。
用户认为有必要时,可对制造厂提交的产品进行复检。
6.2检查验收和复检的抽样方法采用GB/T2828。
以缺陷数表示批的质量,其检查水平(IL)和合格质量水平(AQL)见表2.1
表2.1
序
号
检查项目
技术要求
检查水平
合格质量水平
抽样方案类型
1
扣压部扣压点至中肢顶点
18.6±
1mm
I
2.5
一次
2
跟端底部至中肢顶点
7.1±
0.5mm
3
扣压面纵向倾斜度
≤±
0.3mm
4
扣压面横向倾斜度
0.15mm
5
中肢中心至趾端边缘
+1.5
55-1.0
中肢中心至跟端边缘
42-1.0
6
中肢直线度
±
0.2mm
7
弹条直径
20.6±
0.25mm
8
外观
见第4.6、4.7条
9
表面防锈
见第4.10条
10
脱碳层深度
≤0.4mm
S-1
11
金相组织
见第4.8条
12
硬度
HRC41-46
S-3
4.0
13
弹条扣压力
5.6~8.4kN
6.3每交货批中应随机抽取三根弹条做疲劳试验,只有三根弹条完全通过试验方可交货。
如果有一根弹条不满足本标准4.5条规定,应再随机抽取三根进行试验,若再有一根弹条不满足技术条件要求,则本批弹条不得交货。
7、包装和标记
7.1弹条应包装牢固,每件重量不应超过50kg。
并应附有出厂检验合格证。
7.2包装标记为
1)产品名称;
2)件数或质量;
3)制造厂名;
4)制造(出厂)日期。
三、螺栓
单趾弹簧扣件、弹条Ⅲ型分开式扣件和高架桥小阻力弹性扣件的螺栓。
GB/T699-1999
优质碳素结构钢技术条件
GB/T5779.1-2000紧固件表面缺陷
GB/T3098.1-2000紧固件机械性能螺栓、螺钉和螺柱
GB/T2828-2003
螺栓的型式尺寸及偏差应符合设计图纸要求。
4.1材料为45号钢,须经过调质处理,材料化学成分和机械性能符合GB/T699的规定
4.2螺纹不允许有妨碍螺纹量规自由旋入的碰伤和毛剌。
通端螺纹量规应顺利旋入全部螺纹,止端螺纹量规的旋入量不允许大于3.5扣。
4.3螺栓表面不允许有影响使用的凹痕、毛剌、浮锈、飞边、烧伤和氧化皮。
4.4螺栓光杆、圆角或支承面的表面粗糙度不超过Ra=3.2μm,螺纹外观要求应满足
GB/T5779.1的规定。
4.5螺栓头部与光杆的连接部位不得有折叠,表面不允许有裂痕。
4.6六角头不允许有锻造爆裂。
4.7螺栓头部表面应有明显的厂标与型式标记。
4.8栓身中心对六角头的同轴度不大于1mm,栓身的垂直度不允许超过1°
。
4.9螺栓应进行拉力试验,荷载为


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 地铁 轨道 扣件 螺栓 垫圈 用户 需求
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
消防设计技术审查的要点Word文档格式.docx
-
第三章 习题课 带电粒子在磁场或复合场中的运动Word格式.docx
-
湖南岳阳中考英语模拟卷含答案Word文档格式.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
冶金自动化文档格式.docx
-
信息学奥赛初赛辅导教材Word格式.docx
-
医学影像三基题库多选题及参考答案要点Word格式文档下载.docx
-
胸部X线报告模板Word文档格式.docx
-
遗传算法论文Word文件下载.docx
-
学年安徽省滁州市定远县西片三校高一上学期期末考试语文试题Word版含答案文档格式.docx
-
学年高中历史 第2课《秦朝中央集权制度的形成》教案 岳麓版必修1docWord格式.docx
-
最新版施工企业安全生产评价标准Word格式文档下载.docx
-
学生成绩管理系统设计任务及指导书Word格式文档下载.docx
-
最新合肥市名校中考化学精编300选择题合集Word下载.docx
-
学习优秀员工心得体会Word下载.docx
-
最新九年级数学上册北师大版第一章特殊平行四边形学案Word格式文档下载.docx
-
学校开学准备工作方案高三春季开学方案Word下载.docx
-
最新人教版小学语文五年级上册说课稿文档格式.docx
-
专业技术人员创新能力培养和提高试题及答案解析Word文件下载.docx
-
自动水满报警器课程设计论文本科论文Word文档格式.docx
-
作为文科生我们应当怎么去记忆Word格式.docx
-
最新文艺晚会主持词精选4篇Word文档下载推荐.docx
-
最新版东财春《保险学概论》在线作业一满分答案Word文档下载推荐.docx
