 钢结构焊接工艺指导书Word文档格式.docx
钢结构焊接工艺指导书Word文档格式.docx
- 文档编号:14745852
- 上传时间:2022-10-24
- 格式:DOCX
- 页数:13
- 大小:50.70KB
钢结构焊接工艺指导书Word文档格式.docx
《钢结构焊接工艺指导书Word文档格式.docx》由会员分享,可在线阅读,更多相关《钢结构焊接工艺指导书Word文档格式.docx(13页珍藏版)》请在冰豆网上搜索。
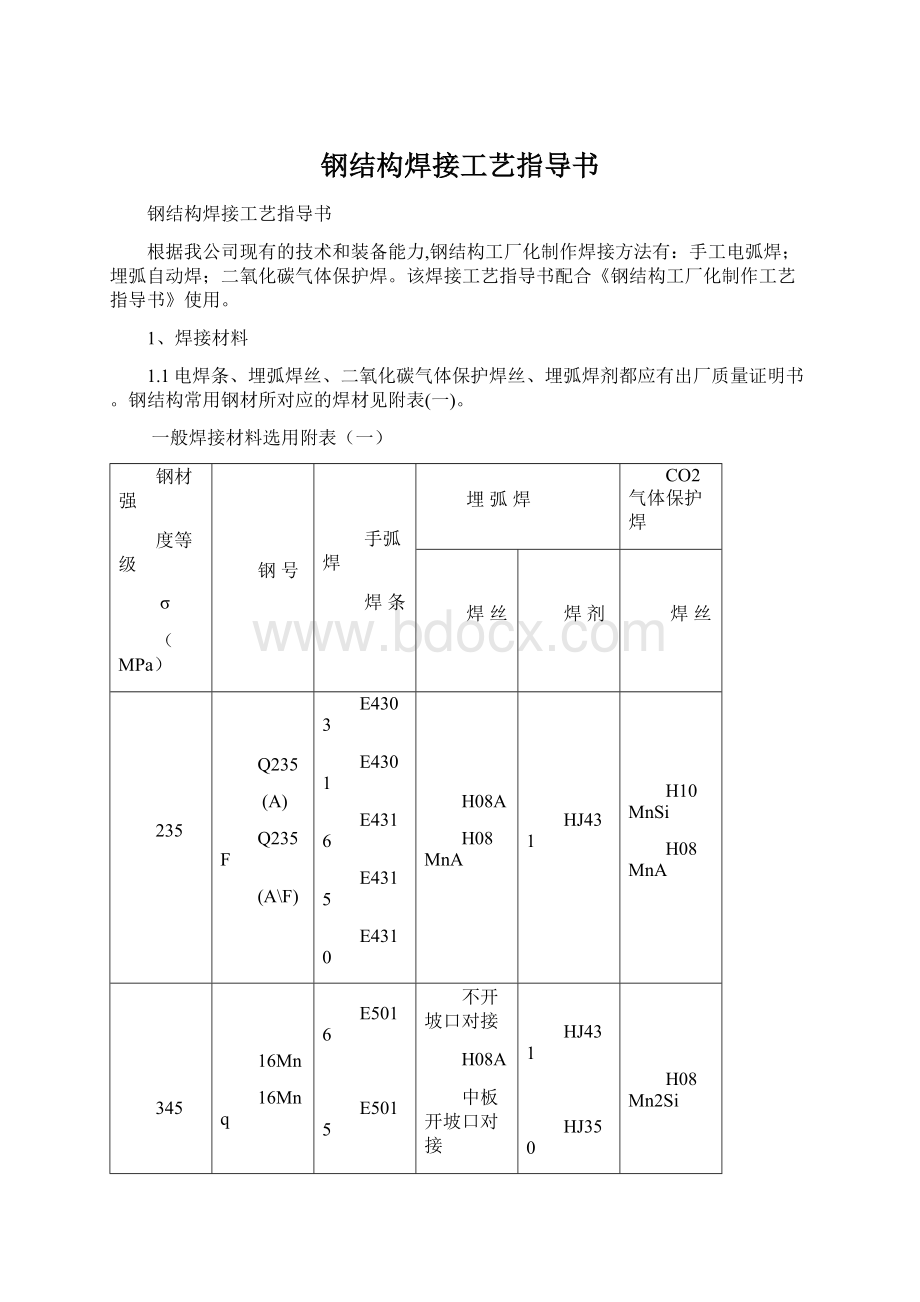
Q235F
(A\F)
E4303
E4301
E4316
E4315
E4310
H08A
H08MnA
HJ431
H10MnSi
345
16Mn
16Mnq
E5016
E5015
不开坡口对接
中板开坡口对接
H10Mn2
厚板深坡口
HJ350
H08Mn2Si
390
15MnV
15MnVq
E5516
E5515
H08MnMoA
HJ250
1.2对各种焊材入库前都要进行严格的质量检查并应符合以下要求:
1.2.1气割所用氧气纯度不低于99.5%;
乙炔气纯度不低于96.5;
二氧化碳气体保护焊所用二氧化碳气纯度不低于99.5%,且含水量应小于0.05%,焊接重要结构时,其含水量应小于0.005%。
1.2.2电焊条的偏心度、药皮强度、药皮耐潮度等应符合要求。
1.2.3二氧化碳气体保护焊丝表面应光滑平整、焊丝的镀铜层均匀牢固、焊丝的挺度应能使焊丝均匀连续送进。
1.2.4埋弧自动焊丝表面无锈蚀、无油垢。
1.2.5埋弧自动焊剂的颗粒度、含硫、磷量、含水量、以及机械夹杂物均应符合要求。
1.3各种焊材应在干燥通风良好的焊材仓库中存放,并应按种类、牌号、批号、规格、入库时间分类堆放,每垛应有明确的标志,不得混放。
1.4发放、烘干焊条和焊剂要有专人负责,要有焊条、焊剂烘干记录、领取和发放记录,尤其不可将碳素钢埋弧焊丝、焊剂与低合金钢埋弧焊丝、焊剂搞混、发错。
1.5当天剩的焊条、焊剂应分别放入保温箱内贮存,不得露天过夜存放。
1.6使用过的焊剂回收后,必须过筛并重新烘干方可再用。
焊条分酸性和碱性焊条,碱性焊条又称低氢型焊条,这种焊条的药皮有较强的吸潮性能,空气的相对湿度高于65%以上时,药皮就开始吸潮,吸潮时间超过4h以上的焊条,在电弧的高温作用下,熔敷金属中的扩散氢升高,焊缝金属中就容易生成氢白点或气孔,因此,焊接材料应储存在湿度低于60%以下,且通风良好的仓库内,使用前应按有关规定进行烘干。
但重复烘干的次数不宜过多,烘干次数过多,药皮中铁合金容易氧化,分解硅酸盐,易老化变质,影响焊接质量。
焊条锈蚀、油污,在高温作用下也会分解出氢和其它气体,使焊缝产生气孔和其他缺陷。
2、焊工
2.1必须有钢结构焊接合格证的焊工施焊,并且合格证在有效期内。
停焊时间达6个月及以上,应重新考核。
2.2应有良好的工艺作风,严格按照给定的焊接工艺和焊接技术措施进行焊接,严格遵守规范和公司制定的工艺细则并认真实行质量自检。
2.3焊工在施焊前应认真熟悉作业指导书,凡与作业指导书要求不符时,焊工应拒绝施焊。
当出现重大质量问题时,及时报告技术人员,不得自行处理。
3、焊接
3.1一般要求
3.1.1H型钢上下翼板与腹板联接的四条焊缝,全部采用埋弧自动焊。
板厚t≤8mm的构件焊缝和梁、柱的薄筋板尽量采用二氧化碳气体保护焊。
3.1.2对接焊缝和组合焊缝,应在焊缝的两端设置引弧板和收弧板,其材质和坡口型式与被焊工件相同,手弧焊引弧板和收弧板长度应>
60mm,宽度应>
50mm。
埋弧自动焊的引弧板和引出板长度应大于150mm,宽度应大于80mm。
焊接完毕后用气割割掉,并用摩光机磨平,不得用大锤硬打。
引弧和引出板是保证两端焊缝质量的重要措施,焊缝通过引弧和引出板的过渡,可提高正式焊区的焊接温度,以防止焊缝两端有未焊透、未熔合等缺陷,同时还能消除焊缝两端的弧坑和弧中的裂纹。
引弧和引出板在焊接完后,要用火焰切割除去并用摩光机磨平,严禁大锤击落。
这是为了保证焊缝端部完整,避免撕裂母材造成缺口形成应力集中区或撕裂源点,所以要修平整。
3.1.3焊接前要认真检查零件坡口和对接间隙是否符合要求。
不合格的,不得施焊。
焊件部位的组装质量,对焊缝质量有明显的影响,甚至还会影响结构的安全度,所以必须重视焊件的组装质量。
如不符合要求时,应及时修整或重新组装,绝对不允许在焊缝之间加金属填充物。
加填充物的主要危害是容易造成焊不透,影响焊缝质量。
3.1.4焊接前要将焊缝及其附近泥土、油污及其杂质清理干净。
3.1.5定位点焊,定位所用焊接材料,应与正式施焊所用材料的材质相匹配。
点焊高度不宜超过设计焊缝厚度的2/3,点焊长度宜大于40mm,间距宜为500-600mm,如发现点焊上有气孔或裂纹,必须清除干净后重焊。
3.1.6不得在焊道以外的母材表面引弧、熄弧。
在制作吊车梁、吊车桁架及设计上有特殊要求的其它重要受力构件承受拉应力的区域内,不得焊接临时支架、卡具及吊环等。
在焊缝以外的母材上打火引弧是一种不良的的操作习惯,容易烧伤母材留下缺口,导致应力集中,使钢材韧性值下降,影响疲劳强度,特别是低合金结构钢对此更为敏感。
3.1.7雨雪天时,禁止露天焊接。
构件焊区表面潮湿或有水时,必须清理干净方可施焊。
3.1.8焊接时允许的最低环境温度:
碳素钢-20οC,低合金钢、普通低合金钢-10οC。
3.1.9焊前预热和焊后处理
3.1.9.1厚度大于50mm的碳素结构钢和厚度大于36mm的低合金结构钢,施焊前应进行预热,焊后应进行后热.预热温度宜控制在100-150οC。
3.1.9.2在负温下焊接时:
含碳量≤0.35%的碳素钢,厚度t≥34mm,预热温度130-180οC。
16Mn厚度t≥30mm,预热温度130-180οC。
3.1.9.3预热区在焊道两侧,其宽度应各为焊件厚度的2倍以上,且不小于100mm。
3.1.9.4对需要进行后热处理的的焊缝,应在焊接结束后焊缝金属没有完全冷却的时候立即进行,后热温度为200-300οC,保温时间可按板厚每30mm1h计算,但不得少于2小时。
3.1.10焊缝内部出现不允许缺陷,要用磨光机或碳弧气刨认真磨出缺陷进行返修,但焊缝同一部位返修次数不得超过二次,如超过二次必须经负责焊接的技术人员核准后,按返修工艺进行。
3.2埋弧自动焊
3.2.1H型钢制作,上下翼板与腹板焊接,全部采用船形位置单道埋弧自动焊,焊接参数见附表
(二);
平板拼接的对接焊缝用埋弧自动焊时,焊接参数见附表(三)。
船形位置T型接头的单道自动焊焊接参数附表
(二)
焊脚
(mm)
焊丝直径
焊接电流
(A)
电弧电压
(V)
焊接速度
(m/min)
送丝速度
6
5
600-700
34-36
0.77-0.83
8
4
675-700
0.33
1.83
700-750
0.42
0.83-0.92
10
725-750
33-35
0.27
2.0
750-800
0.3
0.91-1
3.2.2焊接时在引弧板和收弧板上焊缝引出长度应大于50mm。
3.2.3焊接时应有焊工一名,辅助人员一名。
焊工除按附表
(二),或附表(三)调整好焊接参数、焊嘴位置外,要密切观察焊接状况。
辅助人员应及时清扫焊道、清扫、回收焊剂和清除药皮(焊渣)。
3.2.4检查自动焊机走道是否稳定、平直,工件放置角度是否正确、
3.2.5埋弧焊每道焊缝熔敷金属横截面的成型系数(宽度与深度之比)应大于1.2。
对接接头埋弧自动焊参数附表(三)
板厚
接头型式
焊接
顺序
焊接参数
焊接是流
(V)
(mm/min)
Ф4
正
反
480-530
480-550
32-34
30-32
300-400
500-580
550-650
12
14-18
600-650
33-36
32-35
250-300
3.3二氧化碳气体保护焊
3.3.1对于钢板厚度t≤8mm的筋板焊接及板材拼对焊接,要充分利用二氧化碳气体保护焊。
3.3.2二氧化碳气体保护焊,焊前要进行放水处理,当瓶内气体压力低于1.0MPa时,应停止使用。
3.3.3二氧化碳气体保护焊,焊缝在引弧和收弧板上的引出长度应大于20mm
3.3.4风速超过2米时应采取挡风措施(用棚布遮档)。
3.3.5二氧化碳气体保护焊的焊接参数见附表(四)。
角焊缝二氧化碳气体保护焊焊接参数附表(四)
接头型式
板厚
气体流量
(1/min)
焊脚尺寸
(mm)
备注
水平角焊
≥5
1.6
260-280
27-29
0.33-0.43
16-18
5-6
焊一层
280-300
28-30
0.43-0.47
1.2
230
23
0.55
10-15
6.0
300-320
37.5
20
5.0
360
39-40
0.58
340-350
35
390-400
41
20-25
290
28
0.50
7
36
0.45
搭接角焊
4.5
210
22
2
270
26
320
32
3.4手工电弧焊
3.4.1焊接前要对焊条进行烘干,烘干焊条时,不应将焊条突然放进高温炉内,或从高温炉中突然取出冷却。
焊条、焊剂的烘干温度和时间见附表(五)。
焊条、焊剂烘干温度及时间附表(五)
名称
烘干温度(оC)
烘干时间(h)
备注
焊
条
一般焊条
100-150
1-2
恒温箱贮存温度
80-100оC
低氢型焊条
剂
HJ431
250
2
HJ350
30


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 钢结构 焊接 工艺 指导书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
部编版语文七上第五单元16猫同步练习试题.docx
-
软件体系结构作业2.docx
-
钢管管道安装焊接施工工艺.docx
-
运输管理复习资料.docx
-
物流专业教学指导方案.docx
-
现代行政行为的理念.docx
-
届安徽省安庆市枞阳县宏实中学最后一卷理科综合试题及答案.docx
-
宇宙探秘教案.docx
-
中考化学经典压轴题及答案.docx
-
智慧农业视频监控系统解决方案设计.docx
-
高中生假期家长评语.docx
-
吉林省城市地下综合管廊管理条例草案.docx
-
国家统一法律职业资格考试之司法考试三及答案311.docx
-
计算机二级考试题及答案.docx
-
集团员工手册完整版.docx
-
语文S版三年级上册期末单元复习题全套.docx
-
怎样推销详细版.docx
-
工程施工安全质量和文明施工管理制度汇编.docx
-
碱性食物大全之欧阳育创编.docx
-
精选gis个人工作总结.docx
-
检验检测机构资质认定评审准则.docx
-
造价员考试内部资料工程造价培训基础练习题.docx
