 机电一体化技能竞赛试题(中职学生)A4文档格式.doc
机电一体化技能竞赛试题(中职学生)A4文档格式.doc
- 文档编号:14745164
- 上传时间:2022-10-24
- 格式:DOC
- 页数:7
- 大小:772.50KB
机电一体化技能竞赛试题(中职学生)A4文档格式.doc
《机电一体化技能竞赛试题(中职学生)A4文档格式.doc》由会员分享,可在线阅读,更多相关《机电一体化技能竞赛试题(中职学生)A4文档格式.doc(7页珍藏版)》请在冰豆网上搜索。
松下
X0
I0.0
SA1
Y0
Q0.0
Y2
B位气缸伸出
X1
I0.1
SB5
Y1
Q0.1
Y3
C位气缸伸出
X2
I0.2
SB6
Q0.2
Y4
D位气缸伸出
X3
I0.3
B气缸前限
Q0.3
Y5
手爪夹紧
X4
I0.4
C气缸前限
Q0.4
手爪放松
X5
I0.5
D气缸前限
Q0.5
悬臂伸出
X6
I0.6
B气缸后限
Y6
Q0.6
悬臂缩回
X7
I0.7
C气缸后限
Y7
Q0.7
手臂上升
X10
I1.0
X8
D气缸后限
Y10
Q1.0
Y8
手臂下降
X11
I1.1
X9
B位电感传感器
Y11
Q1.1
Y9
机械手左摆
X12
I1.2
XA
C位光纤传感器
Y12
Q1.2
YA
机械手右摆
X13
I1.3
XB
D位光纤传感器
Y13
Q1.3
YB
直流电机
X14
I1.4
XC
皮带光电传感器
Y14
Q1.4
YC
电机正转
X15
I1.5
XD
手爪夹紧信号
Y15
Q1.5
YD
电机反转
X16
I1.6
XE
手臂上限位
Y16
Q1.6
YE
25Hz
X17
I1.7
XF
手臂下限位
Y17
Q1.7
YF
16Hz
X20
I2.0
前臂前限位
Y20
Q2.0
HL1
X21
I2.1
前臂后限位
Y21
Q2.1
HL2
X22
I2.2
旋转左限位
Y22
Q2.2
HL3
X23
I2.3
旋转右限位
Y23
Q2.3
HL4
X24
I2.4
接料台信号
Y24
Q2.4
HL5
X25
I2.5
SB1
Y25
Q2.5
蜂鸣器
X26
I2.6
SB2
Y26
Q2.6
绿色警示灯
X27
I2.7
SB3
Y27
Q2.7
1.电气控制原理图的绘制,按现行国家标准:
GB/T6988.1-2008(电气技术用文件编制第1部分:
规则)和机械行业标准JB/T2739-2008(工业机械电气图用图形符号),JB/T2740-2008(工业机械电气设备电气图、图解和表的绘制)以及GB/T4728(电气简图用图形符号)的有关规定。
文字符号的使用符合JB/T2740-2008的规定。
2.凡是你连接的导线,必须套上写有编号的编号管。
交流电机金属外壳与变频器的接地极必须可靠接地。
3.工作台上各传感器、电磁阀控制线圈、送料直流电机、警示灯的连接线,必须放入线槽内;
为减小对控制信号的干扰,工作台上交流电机的连接线不能放入线槽。
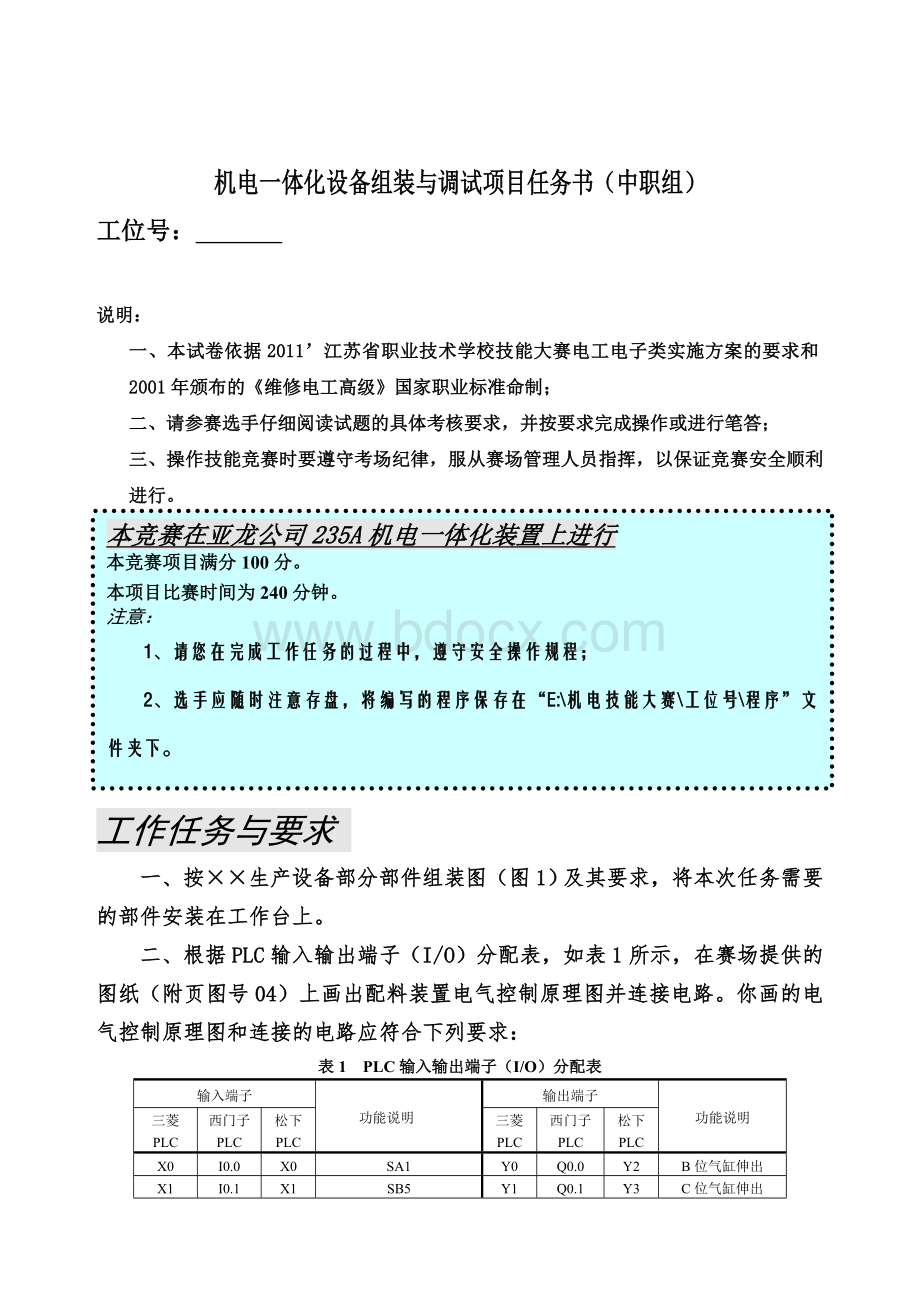
三、根据气动系统图及其要求和说明,连接×
生产设备的气路。
四、根据触摸屏的要求编写触摸屏画面,并能按要求正确操作和显示。
五、请你正确理解设备的正常工作过程和故障状态的处理方式,编写×
生产设备的PLC控制程序和设置变频器的参数。
六、请你调整传感器的位置和灵敏度,调整机械部件的位置,完成×
生产设备部分部件整体调试,使该设备能按要求完成各工序的规定任务。
生产设备及其调试要求
一、
图2
悬臂
手臂
手指
气动马达
立柱
右限止位置
左限止位置
系统的上电检测和处理
1、部件的初始位置
启动前,设备的运动部件必须在规定的位置,这些位置称作初始位置。
有关部件的初始位置是:
机械手的悬臂靠在右限止位置并处于缩回状态,手臂气缸的活塞杆缩回,手指松开。
位置A、B、C的气缸活塞杆缩回。
处理盘、皮带输送机的拖动电动机不转动。
2、上电检测
初次上电(设备前次断电前处于非运行状态)时,要进行断电检测,上电3S之后,若上述部件在初始位置,绿色警示灯闪烁,表示系统准备好,可以进行试运行。
若上述部件不在初始位置,绿色警示灯熄灭,由HL2、HL3、HL4、HL5四盏指示灯按二进制来表示不在初始位置的部件的个数,系统不能启动。
需要通过复位按钮SB6来复位,如果在5S之内没有进行复位操作,则蜂鸣器鸣叫(3HZ)3S,如果仍然没有复位,则后面每隔3S鸣叫一次,提示复位,复位按钮为SB6。
如果15秒之内仍然没手动复位,则系统自动执行复位操作进行复位,其复位动作步骤请按安全操作规范自行确定,设备回到初始位置后绿色警示灯闪烁。
3、系统试运行
初次上电(设备前次断电前处于非运行状态)时,系统在初始位置时进行试运行后才能启动,系统试运行的流程请自行设备,要求完成所有需要驱动的部件都工作一次或一次以上。
如果输送带上在试运行时有物料,则马上进入物料紧急处理过程,把物料输送到C处滑槽内,然后重新继续剩下的系统试运行流程,并保证试运行结束后,设备在初始位置,绿色警示灯亮。
如果上述2项检测均已通过,可再次按下SB6按钮,这时绿色警示灯熄灭,改为指示灯HL1以亮1秒,灭0.5秒的方式闪亮,表示系统已经准备好,等待启动。
二、检测组装
设备进入等待状态后,若SA1位于右位置,则按下SB5启动按钮,系统起动进入检测组装工作,同进HL1常亮。
送料电机转动,在送料平台的光电传感器检测到有工件时,送料电机停止转动,工件在平台上进行2秒材质检测,检测材质由操作SB2来确定,若在2秒内没有操作SB2,则该工件为金属,若在2秒内按下过一次,则该工件为白色塑料工件,若在2秒内按下过2次SB2,则该工件为黑色塑料工件。
工件检测结束后,气动机械手悬臂伸出→手臂下降→气爪将工件夹紧。
夹紧1s后,手臂上升→悬臂缩回→转动至右侧极限位置→然后悬臂伸出→手臂下降到位0.3秒→气爪放松,将工件放到皮带输送机的传送带的进料孔上,手臂上升→悬臂缩回→转动至左侧极限位置。
若送料平台上有料则重复上述过程(当平台无料后,送料电机即可送出下一个物料)。
送料要求:
机械手可连续不断地往皮带输送机上搬运物料,并要求调节机械手的各气缸的动作速度,确保能看到皮带输送机上能出现3个料的情况。
并且皮带输送机的运行方向只能有一个。
组装要求:
1.B、C、D三处滑槽的组合都有两种方式供选择,分别通过SB1、SB2、SB3来设定,当SA1置于右位置时,若启动时设定按钮处于按下状态,则选择方式1,否则选择方式2,一旦启动后,组合方式选择不能再改变,只有等下次启动前才能再次设定。
2.启动后分别用HL2、HL3、HL4长亮分别指示B、C、D处滑槽选择了组合方式1,用HL2、HL3、HL4以1Hz闪烁分别指示B、C、D处滑槽选择了组合方式2。
3.B处滑槽组合方式1为“白/金/白”的顺序,组合方式2为“金白”的无顺序组合;
4.C处滑槽组合方式1为“黑/金/黑”的顺序,组合方式2为“金黑”的无顺序组合;
5.D处滑槽组合方式1为“金/白/黑”的顺序,组合方式2为“黑/金/白”的顺序组合;
6.每次组装分拣的优先顺序为B处滑槽、C处滑槽、D处滑槽;
7.当皮带上的工件都不满足组装分拣要求时,从皮带的左侧滑出。
8.皮带上有工件时,皮带以16Hz速度运行。
包装要求:
当任意一个滑槽完成一完整的组装要求时,设备暂停,用对应组合方式指示灯以4Hz频率快闪2秒来指示该滑槽正在包装,包装结束后继续。
停止要求:
按下停止按钮SB6后,设备在处理完已经到送料平台上的工件后停止在初始位置。
三、加工分拣
设备进入等待状态后,若SA1位于左位置,则按下SB5启动按钮,HL5长亮,HL1以1Hz频率闪亮,系统起动进入加工分拣工作。
送料电机转动,在送料平台的光电传感器检测到有工件时,送料电机停止转动,气动机械手悬臂伸出→手臂下降→气爪将工件夹紧。
夹紧1s后,手臂上升→悬臂缩回→转动至右侧极限位置→然后悬臂伸出→手臂下降→气爪放松,将工件放到皮带输送机的传送带的进料孔上,手臂上升→悬臂缩回→转动至左侧极限位置。
当平台无料后,送料电机即可送出下一个物料。
当皮带输送机右放料位置的漫射型光电传感器检测到工件后,拖动皮带输送机的交流电动机启动前进传送工件,皮带机正转频率为16Hz,反转频率为25Hz。
要求:
(1)放料要求:
皮带上连续放两个工件,机械手将第一个工件放入进料孔,机械手回原位继续抓工件至进料孔,当第一个工件运行到B位停止加工过程中,机械手可通过进料孔放入第二个工件,当皮带光电传感器检测到第二个工件时,HL5熄灭。
(2)通过“金属工件预置”键SB1、SB2来设置金属件的个数,通过SB1使预置数增加,通过SB2使预置数减少,但设定个数范围在1-8之间,超过范围设定键操作无效。
当系统检测加工的金属件数与预置的数字相同时,系统在处理完离开送料平台的工件后停机,并由HL2、HL3、HL4三盏指示灯来指示系统停止前需要检测加工的金属件数。
预置数在SA1置于左位置,系统处于等待状态时才能设定(检查时按评委要求设定),一旦设定后只有重新设定才能改变。
(3)加工要求:
在第一个工件到达B位后,皮带停止,进行第一道工序加工5S(此时第二个工件已被放入进料孔);
然后皮带输送机继续运行到C位后,皮带停止,对第一个工件进行第二道工序加工5S,同时第二个工件也到达B位进行第一工序加工;
然后皮带输送机再运行到D位后,皮带停止,对第一个工件进行第三道工序加工5S,恰好第二个工件也到达C位进行第二道工序加工。
(4)分拣要求:
当第一个工件加工完毕后,进行工件的检测,将金属件推入D位溜槽,白色塑料件推入C位溜槽,黑色塑料件推入B位溜槽。
第一个工件分拣完毕,皮带上的第二个工件直接运行到D位进行第三道工序加工,加工完毕后按以上分拣要求进行分拣,第二个工件分拣结束后,HL5亮,表示设备准备又一次进行将工件加工分拣。
为了保证设备的工作,当皮带上有两个工件后,必须等这两个工件分拣完毕后,即HL5亮时,机械手才能向传送带的进料孔放工件。
四、意外情况处理:
1.意外断电
设备在正常运行过程中断电称为意外断电,当发生意外断电后再上电时,HL5以亮1s灭1s的方式闪烁,再次按下SB5,则设备接着断


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机电 一体化 技能 竞赛 试题 学生 A4
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
项目管理部门年终总结范文6篇.docx
-
伪装教案课件.docx
-
委托书购买柴油.docx
-
课题1燃烧和灭火2课时 121211.docx
-
山东省菏泽市东明县届九年级英语上学期期中试题扫描版 人教新目标版.docx
-
五年级三班寒假社会实践活动方案.docx
-
小麦需肥规律.docx
-
挑战杯创业计划写作要求.docx
-
文明班级评比打分表.docx
-
我对看图写话方法的思考.docx
-
上海市高考化学模拟试题分类汇编专题10元素周期表元素周期律.docx
-
武汉光谷项目可行性报告定位部分.docx
-
同步练习 川教版七年级历史上册 《夏朝和商朝》.docx
-
小学班级管理典型案例.docx
-
五年级下册天津与世界教案设计.docx
-
五年级下学期期中家长会发言稿.docx
-
物流系统规划与设计石槎路物流园区21.docx
-
设备管道防腐保温施工方案.docx
-
投资学试题及答案.docx
