 塑件成型工艺性分析3Word文档格式.docx
塑件成型工艺性分析3Word文档格式.docx
- 文档编号:14633185
- 上传时间:2022-10-23
- 格式:DOCX
- 页数:18
- 大小:30.10KB
塑件成型工艺性分析3Word文档格式.docx
《塑件成型工艺性分析3Word文档格式.docx》由会员分享,可在线阅读,更多相关《塑件成型工艺性分析3Word文档格式.docx(18页珍藏版)》请在冰豆网上搜索。
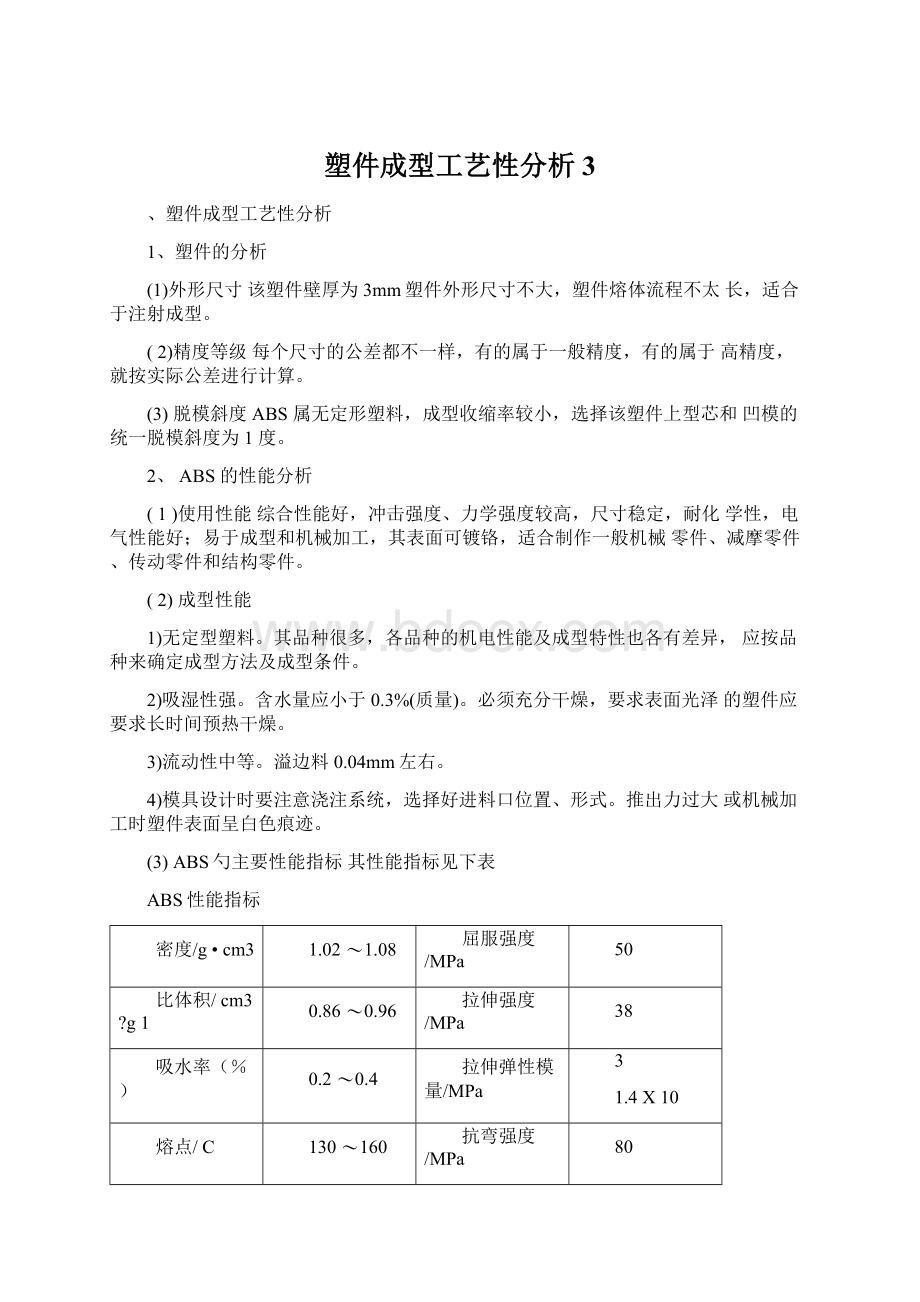
50
比体积/cm3?
g1
0.86〜0.96
拉伸强度/MPa
38
吸水率(%)
0.2〜0.4
拉伸弹性模量/MPa
3
1.4X10
熔点/C
130〜160
抗弯强度/MPa
80
计算收缩率(%
0.4〜0.7
抗压强度/MPa
53
比热熔/J?
(kg?
C)1
1470
弯曲弹性模量/MPa
1.4103
3、ABS的注射成型过程及工艺参数
(1)注射成型过程
1)成型前的准备。
对ABS的色泽、粒度和均匀度等进行检验,由于ABS吸水性较大,成型前应进行充分的干燥。
2)注射过程。
塑件在注射机料和筒内经过加热、塑化达到流动状态后,由模具的浇注系统进入模具型腔成型,其过程可分为充模、压实、保压、倒流和冷却五个阶段。
3)塑件的后处理。
的介质为空气和水,处理温度为60〜75C,理时间为16~20s。
(2)注射工艺参数
1)注射机:
螺杆式,螺杆转数为30r/min
2)料筒温度(C):
后段150〜170;
中段160〜180;
前段180〜200。
3)喷嘴温度(C):
170〜180。
4)模具温度(C):
50〜80。
5)注射压力(MPa):
60〜100。
6)成型时间(s):
30(注射时间取1.6,冷却时间取20.4,辅助时间8)。
二、拟定模具的结构形式
1、分型面位置的确定通过对塑件结构形式的分析,分型面应选在端盖截面积最大且利于开模取出塑件的底平面上。
2、型腔数量和排列方式确定
(1)型腔数量的确定该塑件采用精度一般在2〜3级之间,且为大批量生
产,可采取一模多腔的结构形式。
同时,考虑到塑件尺寸、模具结构尺寸的大小关系,以及制造费用和各种成本费等因素,初步定为一模两腔结构形式。
(2)成型排列形式的确定多型腔模具尽可采用平衡式排列布置,且要力求
紧凑。
并与浇口开设的部位对称。
由于该设计选择的是一模两腔,故采用直线对称排列,所示。
(3)模具结构形式的确定从上面的分析可知,本模具设计为一模两腔,对
称直线排列,根据塑件结构形状,推出机构拟采用脱模板推出形式。
浇注系统设计时,流道采用对称平衡式,浇口采用侧浇口,且开设在分型面上。
因此,定模部分不需要单独开设分型面取出凝料,动模部分需要添加型芯固定板、支撑板和脱模板。
由上综合分析可确定选用带脱模板的单分型面注射模。
3、注射机型号的确定
(1)注射量的计算经计算得
塑件体积:
V塑=50.66cm3
塑件质量:
m塑=50.66X1.02g=51.67g
(2)浇注系统凝料体积的初步估算浇注系统的凝料在设计之前是不能确定准
确的数值,但是可以根据经验按照塑件体积的0.2〜1倍来估算。
由本次采用流
道简单并且较短,因此浇注系统的凝料按塑件体积的0.2倍来估算,故一次注入模具型腔塑料熔体的总体积为
V总=VS(1+0.2)X2=121.584cm3
(3)选择注射机根据第二步计算得出一次注入模具型腔的塑料总质量
V总=121.584cm3,并结合式V公V总/0.8有:
V总/0.8121.584/0.8cm3151.98cm3。
根据以上计算,初步选定公称注射量为160cm3,注射机型号为SZ-160/100卧式注射机,其主要技术参数见下表。
注射机主要技术参数
理论注射容量/cm3
160
移模行程/mm
325
螺杆柱塞直径/mm
40
最大模具厚度/mm
300
V注射压力/MPa
150
最小模具厚度/mm
200
注射速率/g•s1
105
锁模形式
双曲肘
塑化能力/g•s1
45
模具定位孔直径/mm
125
螺杆转速/r•min1
0〜200
喷嘴球半径/mm
12
锁模力/kN
1000
喷嘴口孔径/mm
拉杆内间距/mm
345X345
(4)注射机的相关参数的校核
1)注射压力校核。
查表4-1楞知,ABS所需注射压力为80〜110MPa这里取p°
=100MPa该注射机的公称注射压力p公=150MPa注射压力安全系数匕=1.25〜1.4,这里取屮1.3,则:
kiPo=1.3X100=130<
p公,所以,注射机注射压力合格。
2)锁模力校核
1塑件在分型面上的投影面积A塑,则
A塑n(902152452)mm26103mm2
4
2浇注系统在分型面上的投影面积A浇,即流道凝料(包括浇口)在分型面上
的投影面积A浇数值,可以按照多型腔模的统计分析来确定。
A浇是每个塑件在分型面上投影面积A塑的0.2〜0.5倍。
由于本例流道设计简单,分流道相对较短,因此流道凝料投影面积可以适当取小一些。
这里取A浇=0.2A塑。
3塑件和浇注系统在分型面上总的投影面积A、则
22
A总n(A塑A浇)n(A塑0.2A塑)21.2A塑21.26103mm14648mm
4模具型腔内的胀型力F胀,则
F胀A总p模1464835N512.68kN
式中,p模是型腔的平均计算压力值。
p模是模具型腔内的压力,通常取注射压力的20%-40%大致范围为25〜40MPa对于粘度较大的精度较高的塑料制品应取较大值。
ABSS中等粘度塑料及有精度要求的塑件,故p模取35MPa
查表4-45可得该注射机的公称锁模力F锁1000kN,锁模力安全系数为k2=1.1〜1.2这里取k2=1.2,则
k?
F胀1.2F胀1.2512.68615.216<
F锁,所以,注射机锁模力合格。
三、浇注系统的设计
1、主流道的设计
主流道通常位于模具中心塑熔体的入口处,它将注射机喷嘴注射出的熔体导入分流道或型腔中。
主流道的形状为圆锥形,以便熔体的流动和开模时主流道凝料的顺利拔出。
主流道的尺寸直接影响到熔体的流动速度和充模时间。
另外,由于其与高温塑料熔体及注射机喷嘴反复接触,因此设计中常设计成可拆卸更换的浇口套。
(1)主流道尺寸
1)主流道的长度:
小型模具L主应尽量小于60mm本次设计中初取50mm进行设
V主补主(R「主R主「主)
3.14
50(3.52
1.752
3.51.75)mm3
1121.9mm3
1.12cm3
o
(3)主流道当量半径
Rn1.753.5mm2.625mm。
2
(4)主流道浇口套的形式
主流道衬套为标准件可选购。
主流道小端入口处与
计。
2)主流道小端直径:
d二注射机喷嘴尺寸+(0.5〜1)mm=(3+0.5)mm=3.5mm
3)主流道大端直径:
d'
=d+2L主tan7mm,式中4。
4)主流道球面半径:
SR)注射机喷嘴球头半径+(1〜2)mm(12+2)mm=14mm
5)球面的配合高度:
h3mm。
(2)主流道的凝料体积
注射机喷嘴反复接触,易磨损。
对材料的要求严格,因而尽管小型注射模可以
将主流道浇口套与定位圈设计成一个整体,但考虑上述因素通常仍然将其分开
来设计,以便于拆卸更换。
同时也便于选用优质钢材进行单独加工和热处理。
设计中常采用碳素工具钢(T8A或T10A),热处理淬火表面硬度为50〜55HRC
2、分流道的设计
(1)分流道的布置形式在设计时应考虑尽量减少在流道内的压力损失和尽可能避免熔体温度降低,同时还要考虑减小分流道的容积和压力平衡,因此采用平衡式分流道。
(2)分流道的长度由于流道设计简单,根据两个型腔的结构设计,分流道较
短,故设计时可适当选小一些。
单边分流道长度L分取35mm
⑶分流道的当量径因为该塑件的质量m塑V塑50.661.02g51.67g<
200g,
分流道的当量直径为
D分0.2654m塑4.L分0.265451.67435mm4.6mm
(4)分流道截面形状为了便于加工和凝料的脱模,本次设计采用梯形截面,
其加工工艺性好,且塑料熔体的热量散失、流动阻力均不大。
(5)分流道截面尺寸设梯形的下底宽为x,底面圆角半径R=1mm并根据表4-6设置梯形的高h=3.5mm则该梯形的截面积为
A分(xx23.5仙8)h(x3.5tan8)3.5
再根据该面积与当量直径为4.6mm的圆面积相等,可得
(x3.5tan8)3.5—分3.144.6,即可得x4mm,则梯形的上底约为5mm
44
(6)凝料体积
1)分流道的长度L分35270mm。
2)分流道截面积A分5—43.5mm215.75mm2。
(7)校核剪切速率
1)确定注射时间:
查表4-8,可取t=1.6s
2)计算分流道体积流量:
乂50.66cm3/s32.35cm3/s。
1.6
3)由式(4-20)可得剪切速率
3.3q分
3.332.3510
31
2.7910s
该分流道的剪切速率处于浇口主流道与分流道的最佳剪切速率
5102〜5103s1之间,所以,分流道内熔体的剪切速率合格。
(8)分流道的表面粗糙度和脱模斜度分流道的表面粗糙度要求不是很低,一一
般取Ra1.25〜2.5卩m即可,此处取Ra1.6^m另外,其脱模斜度一般在5〜10之间,这里取脱模斜度为8。
3、浇口的设计
该塑件要求不允许有裂纹和变形缺陷,表面质量要求较高,采用一模两腔注射,为便于调整充模时的剪切速率和封闭时间,因此采用侧浇口。
其截面形状简单,易于加工,便于试模后修正,且开设在分型面上,从型腔的边缘进料。
塑件轮毂和外周有4条肋板相连,而浇口正对其中一块肋板,有利于向轮毂和顶部填充。
(1)侧浇口尺寸的确定
1)计算侧浇口的深度。
根据表4-10,可得侧浇口的深度h计算公式为
hnt0.73mm2.1mm
式中,t是塑件壁厚,这里t=3mmn是塑料成型系数,对于ABS其成型系数n=0.7.
在工厂进行设计时,浇口深度常常选取小值,以便在今后试模时发现问题进行
修模处理,并根据表4-9中推荐的ABS侧浇口的厚度为1.2〜1.4mm,故此处浇
口深度取1.3mm
2)计算侧浇口的宽度。
根据表4-1


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 成型 工艺 分析
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 (完整word版)信息论与编码期末考试题----学生复习用.doc
(完整word版)信息论与编码期末考试题----学生复习用.doc
-
(完整)六年级上册几何图形题.docx
-
(完整)储罐防腐施工方案.doc
-
(完整word版)公务员录用体检表.doc
-
(完整)八年级上册几何证明题专项练习.doc
-
(决策管理)投资决策委员会实施细则.doc
-
(完整)四年级上册口算、竖式计算、脱式计算.doc
-
(压轴题)初中物理八年级上册第一章《机械运动》检测(含答案解析)(2).doc
-
(完整)小学三年级心理健康教案.doc
-
(完整)初中文言文翻译技巧.doc
-
(名师整理)语文中考《骆驼祥子》名著导读优秀教案.docx
-
(完整word版)偏旁部首名称大全.doc
-
(人教PEP)五年级英语竞赛试题及答案.doc
-
(完整)山东省普通高中学生综合素质评价信息管理系统操作手册学生用户手册.doc
-
(完整word版)体育课教案模板.doc
-
(住宅楼方案)房屋建筑学课程设计说明书.doc
-
(完整word版)《分数的意义》优秀教学设计(公开课).doc
-
(完整word版)安全生产标准化实施方案.doc
-
(完整)初中生人物形象分析常用词汇.doc
-
(完整版)借用公司资质协议.doc
-
(完整word版)仙剑奇侠传三图文攻略(最详细版).doc
-
(完整word版)历年陕西省专升本英语真题(答案解析超全).doc
-
(完整)四年级四则混合运算训练题100道.doc
-
(完整word版)学校团总支部换届选举方案.doc
-
(完整word版)安全标准化绩效评定计划.doc
-
(完整)分布式光伏发电项目施工组织设计.doc
-
(完整版)埋地塑料管结构环刚度计算.doc
-
(完整版)国家农业产业强镇示范建设实施方案.doc
-
(完整版)八年级数学上几何典型试题及答案.doc
-
(完整版)六年级音乐下册人音版理论知识梳理.doc
-
(完整版)囚徒健身图文教程和计划表(完美打印版).doc
 (完整版)固定资产盘点表.xls
(完整版)固定资产盘点表.xls
-
小学语文单元整合教学设计模板.docx
-
教师四个全面心得体会.docx
-
同等学力人员硕士学位申请书模板.docx
-
青少年体育俱乐部总结.doc
-
灵宇文体绩效考核规划建议DOC.docx
-
企业百分考核标准.docx
-
礼仪素质培训心得体会.docx
-
土壤学复习资料.docx
-
配电网巡视规程.docx
-
逃跑检讨书.docx
-
山东地区五四制七年级数学上册期末考试题精粹四份题.docx
-
苏教版三年级语文苏教上册23每逢佳节倍思亲课堂实录.docx
-
秋七年级英语上册《Module6Atriptothezoo》单元练习新版外研版.docx
-
农村违法生育处理难现状及对策思考.docx
-
第五章党政领导干部选拔任用工作条例(练习).doc
-
人力资源和社会保障局 两学一做学习教育常态化制度化20XX年工作配档表.docx
 管理会计预测分析.ppt
管理会计预测分析.ppt
-
厉行节约反对浪费感想5篇大全.docx
-
孝道心得体会.docx
