 银杏酮生产废水的治理Word格式文档下载.docx
银杏酮生产废水的治理Word格式文档下载.docx
- 文档编号:14539778
- 上传时间:2022-10-23
- 格式:DOCX
- 页数:12
- 大小:73.33KB
银杏酮生产废水的治理Word格式文档下载.docx
《银杏酮生产废水的治理Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《银杏酮生产废水的治理Word格式文档下载.docx(12页珍藏版)》请在冰豆网上搜索。
碱再生柱
3.32×
935×
11.74
综合废水
3.02×
483.7×
7.63
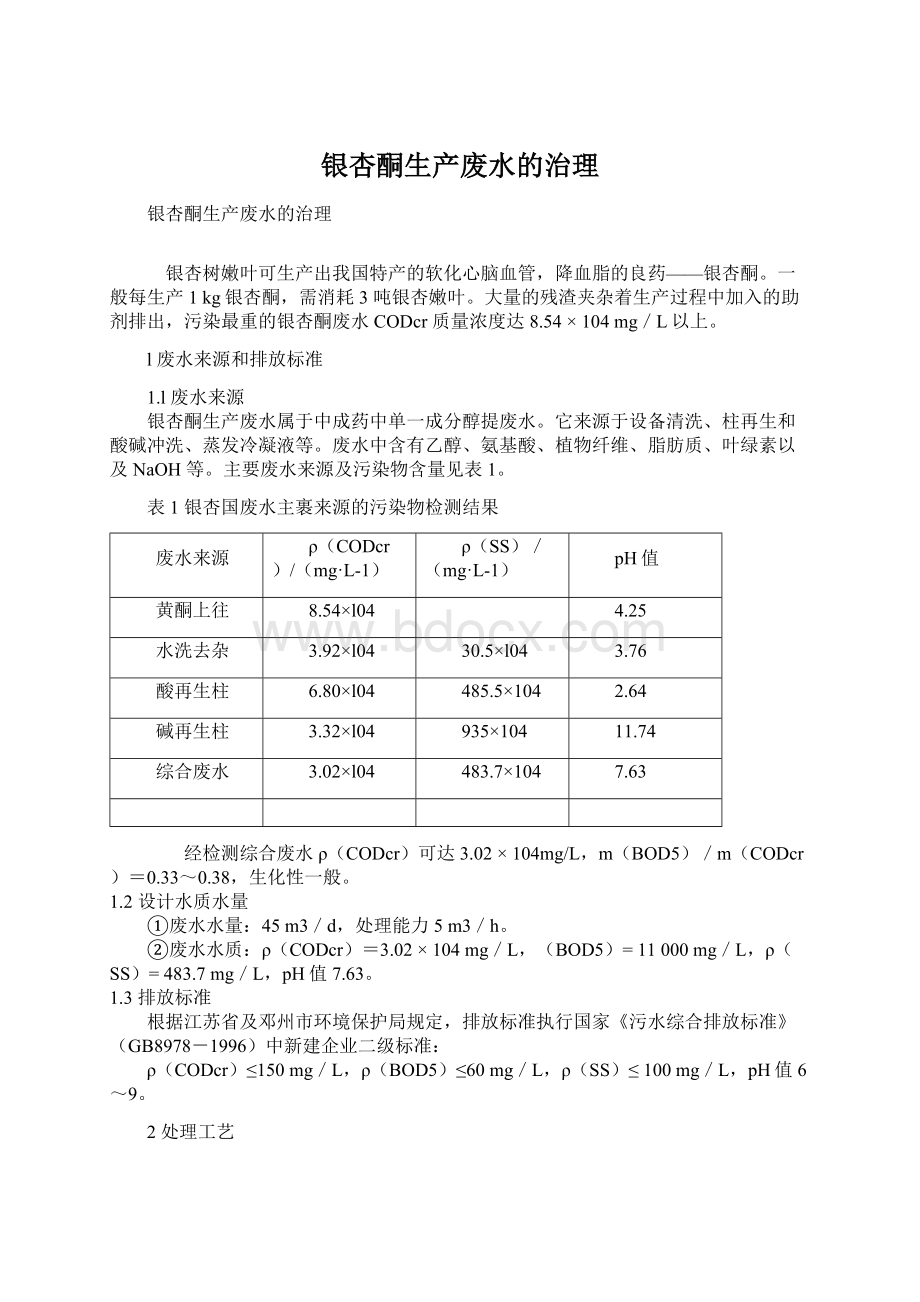
经检测综合废水ρ(CODcr)可达3.02×
104mg/L,m(BOD5)/m(CODcr)=0.33~0.38,生化性一般。
1.2设计水质水量
①废水水量:
45m3/d,处理能力5m3/h。
②废水水质:
ρ(CODcr)=3.02×
104mg/L,(BOD5)=11000mg/L,ρ(SS)=483.7mg/L,pH值7.63。
1.3排放标准
根据江苏省及邓州市环境保护局规定,排放标准执行国家《污水综合排放标准》(GB8978-1996)中新建企业二级标准:
ρ(CODcr)≤150mg/L,ρ(BOD5)≤60mg/L,ρ(SS)≤100mg/L,pH值6~9。
2处理工艺
银杏酮生产废水中含有银杏叶的植物纤维和脂肪质。
生物稳定性强,不易生物降解;
同时由于是全厂综合废水含有锅炉房的酸性排污水。
因此采用pH值调节,并结合加药混凝沉池工艺,首先去除废水中的植物纤维和脂肪质,兼具化学水解效果,使UASB进水浓度减少一半以上,CODcr质量浓度可降低到11114mg/L以下。
废水中溶解性成分主要是乙醇、氨基酸、叶绿素等,易于生化分解。
因此选用目前制药行业高浓度废水普遍使用的UASB艺;
并在UASB池的中上部放置2m高的组合填料,构成厌氧复合床。
厌氧出水采用推流式延迟接触氧化池,作为达标出水的末端处理工艺。
银杏酮废水处理工艺流程见图1。
3主要设备和构(建)筑物
主要设备见表2,主要构建(筑)物见表3。
表2主要设备
序号
设备名称
型号、规格
特性参数
数量
配套电机功率/kw
备注
1
格栅
长500mm×
宽400mm
1台
2
污水泵
32ZW10—20
流量10m3/h扬程20m
3台
2.2
3
泥浆泵
l—1B3″(b)
流量10m3/h扬程60m
7.5
4
罗茨风机
SSR—80
风量3.36m3/min风压53.9kPa
2台
5.5
5
絮凝反应器
φ1600mm×
3150mm
0.37
减速机L-D0反应30min
6
板框压滤机
BMS20—630/25
过滤面积20m2
7
气液分离器
φ600mm×
600mm
8
酸贮槽
φ800mm×
l200mm
9
组合填料
φl50mm×
100mm
200m3
表3
主要构(建)筑物
构(建)筑物名称
规格
有效容积/m3
停留时间/h
其它工艺参数
调节池
5100mm×
5100mm×
4650mm
50
24
中间水池
UASB池
φ7910mm×
7280mm
200
40
容积负荷(以BOD计)2.5kg/(m3·
d)组合填料80m3
厌氧出水池
初沉池
2500mm×
2500mm×
5500mm
30
表面负荷1.6m3/(m2·
h)
生物选择池
2250mm×
28
2.5
接触氧化池
6000mm×
5000mm×
4500mm
4500mm
142.5
12
填料负荷(以BOD计)012kd/(m3·
d),填料120m3,水气比1:
二沉池
5100mm
22
表面负荷l6m3/(m2·
物化处理间
6740mm×
6520mm×
5800mm
45m2
4系统启动、运行
4.1系统启动
由于银杏酮生产属于生物制药,废水浓度高,但水量小;
同时药厂位于淮河流域,气候湿热,比较适合于生化调试。
因此取5t淀粉厂消化泥饼,配合水生浮游植物,与废水一同加人厌氧罐内,约10d左右即开始出现沼气。
4.2运行
虽然药厂三班生产,但其废水每班只排一次。
同时,废水浓度高。
为保证处理效果,废水处理系统没有采取全流量24h运行方式。
在实际运行中,物化絮凝采取两班12h运转;
厌氧全天连续运转,连续进水与突击进水相结合;
以保证污泥上升和减少死角,好氧生化24h风机曝气,间断进水。
5运行效果和费用
5.1运行效果
运行效果见表4。
表4运行效果
项目名称
ρ(BOD5)/(mg·
ρ(SS)/(mg·
进水
30200
11000
483.7
混凝
11114
4807
147.5
UASB
1311.4
346.1
125.5
接触氧化
127.2
43.6
85.8
出水
排放标准
150
60
100
5.2技术经济指标
银杏酮废水处理技术经济指标见表5。
表5银杏国废水处理技术经济指标
指标项目
指标
设备费/万元
16.6
土建费/万元
24.2
其他费用/万元
8.5
工程总投资/万元
49.3
装机容量/kW
19.97
运行负荷/kW
12.47
占地面积/m2
469
5.3运行费用
日常运行费用包括电费、药剂费和维修费,其中电费1.83元/t,药剂费0.7元/t,维修费0.4元/t,总计为2.93元/t。
6系统优化建议
①由于综合废水是酸碱废水的混合物,为保证系统稳定运行,减少药剂消耗,建议增加设置州自动检测系统,并与加药联锁。
②污泥中包括化学污泥、厌氧污泥和好氧污泥,从保护员工健康和减轻工人劳动强度出发,建议将板框压滤机改为半自动厢式压滤机。
滤饼直接在锅炉中焚烧。
7经验与体会
①原设计厌氧布水系统和连续进水方式在实际运行中发现不均匀,而且污泥上升速度不能保证,厌氧污泥形态欠理想。
经过摸索,采用连续进水与突击进水相结合的方式,通过连续进水保证负荷、突击进水保证泥水充分接触、污泥回流保证污泥浓度的办法,有效地解决了问题。
②废水处理不能只考虑CODcr、BOD5等综合性指标,还要考虑如本案中的酸碱、污染物种类和成分、废水排放规律与处理设施的运行模式的协调等问题。
印染废水处理工艺进展
我国日排放印染废水量为(300~400)×
104t,是各行业中的排污大户之一。
印染废水主要由退浆废水、煮炼废水、漂白废水、丝光废水、染色废水和印花废水组成,具有以下特征:
水量大、有机污染物含量高、碱度和pH值变化大、水质变化大;
可生化性能差,废水m(BOD)/m(COD)值一般在20%左右;
色度高,有时可达4000倍以上;
印染行业中,PVA浆料和新型助剂的使用,使难生化降解的有机物在废水中的含量大大增加。
1印染废水处理工艺方案
从我国染料行业废水治理技术的现状来看,经过多年努力,已有一系列处理效果好的工艺应用到实际工程中(如表1)。
现把近几年来较成熟、处理效果相对较理想的处理工艺作一些介绍。
表1 各工艺运行情况
组合工艺
处理费用/
(元·
m-3)
处理水量
/(m3·
d-1)
工程总投资/
万元
占地面积
/
m2
工程单位造价/
m-2)
单位总处理费用/
水解酸化—UASB—SBR[1]
0.6-0.8
2000
240
1500-2500
1200
1.9
水解酸化—生物接触氧化[2]
0.45
4800
活性污泥—接触氧化[3]
0.79
700-1000
椎流式曝气增氧活性污泥[4]
0.95
1100
2.05
涡凹气浮(CAF)-A/O工艺[5]
1.93
500
715
1517.6
3.43
缺氧-好氧-压滤-
富氧生物炭处理[6]
0.7
2200
改良厌氧—生物接触氧化[7]
1.85
400
水膜除尘-水解酸化-接触氧化[8]
1.35
1000
混凝—生物膜曝气—氧化塘[9]
4000
微电解-炉渣吸[10]
0.41
148
2143
2.51
新型内电解铁屑过滤塔-生物接触氧化池[11]
749
556
混凝—水解酸化—接触氧化[12]
0.8
3840
接触氧化—电解[13]
1.45
二级生物接触氧化-砂滤-活性生物炭[14]
4000-5000
水解—混凝—复合生物池[15]
1.10
460
2500
1150
水解-接触氧化-气浮[16]
1.56
380
2400
950
水解—接触氧化—活性炭[17]
2.25
180
1500
3.75
1.1水解酸化-UASB-SBR
该工艺流程如图1,已在绵阳和成都2家印染厂应用成功,在运行过程中,用高浓度、高碱度的煮炼和丝光废水取代清水加碱的脱硫除尘用水,达到以废治废的效果;
采用调节池和酸化池共建,既保证了调节池容量的足够大,解决了印染废水多变化的难题,又节约占地和投资;
由SBR排出的剩余污泥不是直接排放,而是返回了调节酸化池,在进入UASB反应池以厌氧消化后再排放,这种污泥回流处理方式可使污泥基本实现稳定,易脱水,不发臭,可直接用作肥料,处理效果见表2。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 银杏 生产 废水 治理
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 12处方点评管理规范实施细则_精品文档.doc
12处方点评管理规范实施细则_精品文档.doc
-
12核心制度竞赛题库_精品文档.doc
-
12新医疗技术准入制度_精品文档.docx
-
12月份医务科质控通报_精品文档.doc
-
12项基本公共卫生服务项目_精品文档.docx
-
12月环境卫生学监测方法考核试题_精品文档.doc
-
13双重预防体系风险评价制度及准则_精品文档.doc
-
12种不能忽视的可能的心脏病症状_精品文档.doc
-
13检验科“三基”考试试卷_精品文档.doc
-
14以预防为先导_精品文档.doc
-
12高危药品分级管理制度及目录_精品文档.doc
-
13个病种中医护理方案_精品文档.docx
-
16检验科应对突发事件应急预案_精品文档.docx
-
12急救药品管理制度_精品文档.doc
 17种抗癌药纳入国家基本医疗保险工伤保险和生育保险药品目录_精品文档.xls
17种抗癌药纳入国家基本医疗保险工伤保险和生育保险药品目录_精品文档.xls
-
14医疗器械召回程序_精品文档.wps
-
13医用耗材库房管理制度_精品文档.doc
-
136个幼儿园英语课堂游戏_精品文档.docx
-
12经络彩图_精品文档.doc
-
151颅脑损伤恢复期康复临床路径_精品文档.doc
-
14项护理核心制度_精品文档.doc
-
12检验科化学危险物品使用准则_精品文档.doc
-
15-消化内镜手术分级目录_精品文档.xls
-
13术前讨论记录本模板_精品文档.doc
-
17-下腰痛评估表JOAVAPS_精品文档.doc
-
12项基本公共卫生服务流程图_精品文档.doc
-
13中国髋膝关节置换的现状及展望_精品文档.docx
-
14种最迷惑人的癌症前兆_精品文档.docx
-
17消毒供应室医院感染管理制度_精品文档.doc
-
15附加住院津贴保险条款的费率-人保财险备-健康附号_精品文档.doc
-
19陕西省崔家沟监狱罪犯医疗防疫总站突发事件预案_精品文档.doc
-
20项护理技术操作规程及评分标准_精品文档.doc
-
七年级语文下册第二单元五从百草园到三味书屋同步练习3苏教版.docx
-
赴美准备 数学篇 会做题但是不会表述的同学们.docx
-
学年广东省实验中学高一下学期期末考试生物试题答案+解析.docx
-
XX新区综合农贸市场工程建设项目可行性研究报告.docx
-
高炉高温作业区突发性事故预案汇总.docx
-
高中英语人教版 选修7Unit 4 阶段质量检测 A卷 学业水平达标.docx
-
医疗器械个人工作总结.docx
-
工作自我鉴定151.docx
-
中考英语复习专题一 词形变化和词性转换题专题.docx
-
终稿372202工作面防灭火及瓦斯防治方案及安全技术措施.docx
-
安全生产奖罚管理制度.docx
-
毕业设计高功率固体激光器及其关键技术研究.docx
-
帽伞项目可行性研究报告.docx
-
雅思机经A类.docx
-
柴油机试题库.docx
-
不定根发生机制.docx
-
部编版语文九年级下册统编语文九下第二单元名师原创基础卷.docx
-
材料与装饰材料分析.docx
-
成都小升初入学考试题.docx
