 钢结构加工工艺流程及技术措施Word下载.docx
钢结构加工工艺流程及技术措施Word下载.docx
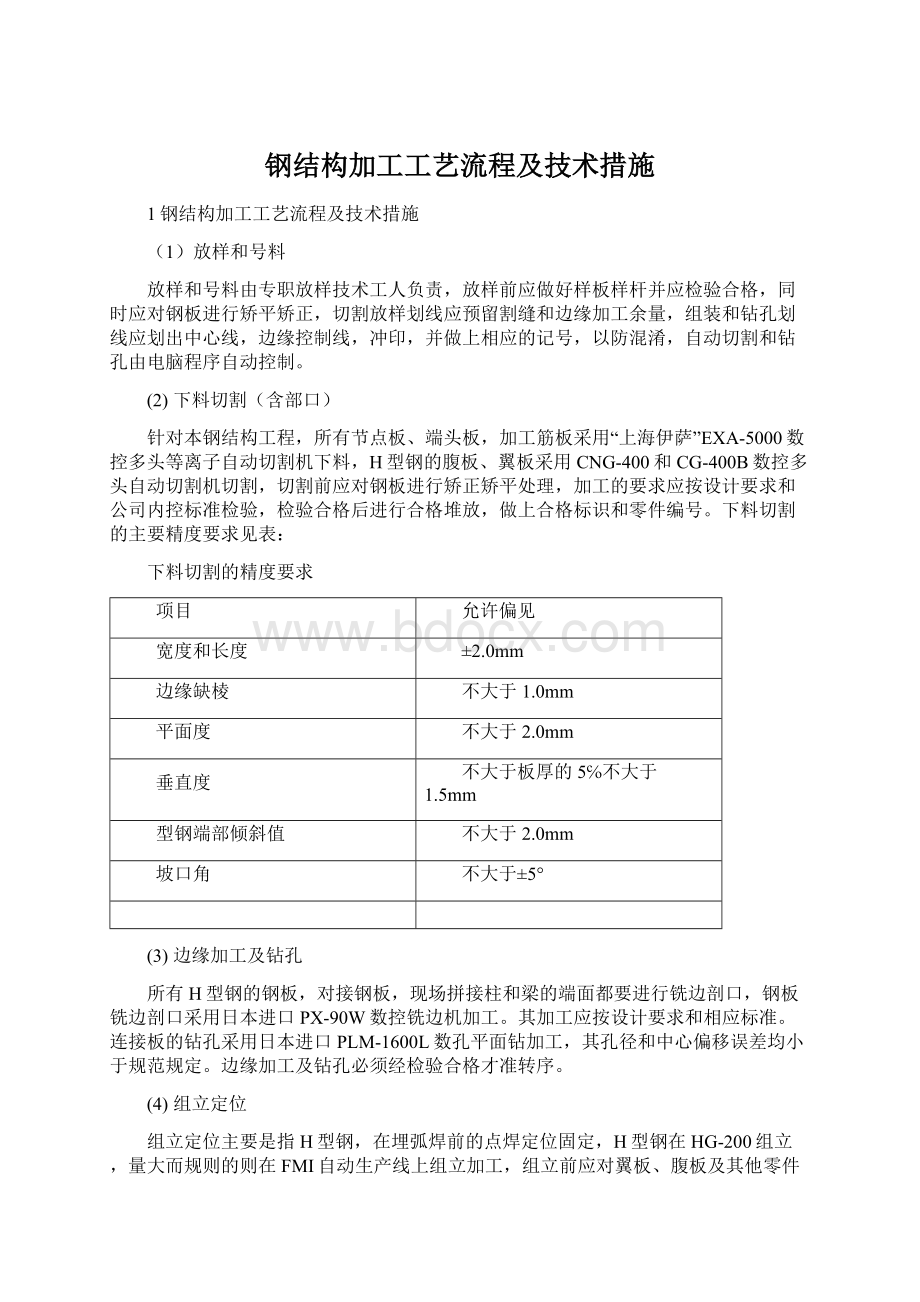
- 文档编号:14368169
- 上传时间:2022-10-22
- 格式:DOCX
- 页数:13
- 大小:52.29KB
钢结构加工工艺流程及技术措施Word下载.docx
《钢结构加工工艺流程及技术措施Word下载.docx》由会员分享,可在线阅读,更多相关《钢结构加工工艺流程及技术措施Word下载.docx(13页珍藏版)》请在冰豆网上搜索。
H型钢组立精度要求
允许偏差
高度
2mm
腹板中心偏移
<2mm
端头平齐
1-2mm
顶紧面间隙
<0.5mm
(5)埋弧焊
H型钢埋弧焊将根据高度不同分别采用MZG-2×
1000门式自动焊机。
XMH-1000悬壁焊接机床焊接,量大而规则的则在美国FMI公司进口的自动生产线上的焊接,埋弧焊时必须根据钢板的厚度和品种按工艺文件采用相应的焊丝、电流、电压以及焊接速度,同时必须注意焊剂质量,特别是焊剂干燥度,焊接后应进行必要的热处理,超声波探伤、检验和矫正,基本质量要求满足设计和标准规定。
经检验、探伤合格后转序。
焊接型钢质量要求
允许高度
载面高度
3mm
翼板对腹板的垂直度
不大于2mm
腹板局部平面度
不大于3mm
扭曲度
不大于5mm
焊缝质量
根据设计要求
焊缝高度
(6)矫正
焊后应根据不同的构件构造进行必要的热处理,以消除过大的应力,H型钢根据不同板厚在日本进口HR-6080F矫正机和JZ-40矫正机上进行矫正。
(7)组装电焊(手工焊)
H型钢、端头板、加筋板、连接节点都要进行组装电焊,组装时应在专用模台胎架上进行正式电焊。
焊接后对应力过于集中的位置用热处理以消除过大的应力。
手工焊采用林肯CO2气保焊机焊接,公司焊接人员均按规定考核持证上岗,所有电焊(包括埋弧焊、气保焊、电弧焊)的焊缝均须打上焊工的钢印号码,焊接后由检验人员进行外观检验和超声波探伤检验,合格后标上合格标识。
构件的焊接加工质量要求见表。
梁、柱组装焊接质量要求
高度(长度)
柱
梁
弯曲矢高
5mm
扭曲
不大于8mm
截面几何尺寸
柱脚板平面度
/
端头板倾斜
磨擦面平面度
1.5mm
加筋板、定位板位移
(8)锁口、三维钻和端头加工
锁口在组装电焊前进行,H型钢锁口采用日本进口的HQB-1255NL数控锁口机床上加工,H型钢钻孔在日本进口DEF1050数控三维钻床上钻孔,端头加工则在PX-90W数控铣边剖口机上加工,部分复杂节点则采用自制动力头铣削加工,再手工打磨方法进行端头加工和剖口。
(9)制孔
钢结构的零件钻孔除FMI自动线钻孔采用PCM数控平面钻孔机床进行钻孔,部件、构件采用三维钻床或移动式钻床加划线和模板进行钻孔,为了确保钻孔精度和质量,采用模钻的均须有放样工放样划线出基准轴线和孔中心,采用数控钻的其首次加工品均应有检验员首检合格后才准批量钻孔,零件、部件、构件钻孔后均需经检验员检验合格后做上合格标识才准转序。
制孔的精度要求具H14的精度,孔距控制精度要求见表。
制孔主要项目精度要求
同一组内任意二孔间距
相邻二组端孔间距
3.0mm
孔中心偏移
1mm
柱底面到柱端与两连接的最上一个安装孔的距离
10mm
连接同一构件的任意二组安装孔距离
梁二端最外侧安装孔距离
墙支撑构件二组安装孔距离
(10)H型梁的制作
①H型梁的制作流程图
②下料时对于板制H型钢梁材料长度放余量30mm,对于弧形的H型梁,除腹板按直线下料外,其上下面板在下料时均应按曲线切割下料。
③基准的选择:
高度方向:
对于钢梁的上表面
长度方向:
中心线
宽度方向:
④主体的加工
梁翼腹板下料时长度方向加放30mm的焊接收缩余量,下料后,按要求定出翼腹板长度方向中心线和在翼板上定出腹板装配线。
翼板与腹板焊接处焊缝30mm范围内砂轮打磨去氧化皮,去除油油污和水。
根据上面定出的基准线,在经检验合格的胎架上或H型钢拼装机上进行翼腹板H型钢拼装,拼装时应注意不得在焊缝区域外引弧。
将拼装件吊往自动焊进行四条纵缝焊接。
焊接次序和参数见焊接要领。
焊接矫正后,待装。
⑤加劲板、连接板加工
加劲板连接板按图示尺寸切割下料,部分加劲板和连接板划线钻孔。
⑥加劲板等的组装
以翼板长度中心线为基准,观察梁的上拱侧为上表面,
每挡劲板加放0.3mm焊接收缩余量后组装加劲板。
焊接矫正,半自动切割定长度。
钻端孔,开现场焊坡口(注意方向),按放衬垫板。
(11)预拼装
当构件加工到满足预拼装条件时即可在公司专用拼装场地上进行预拼装,拼装支承胎架采用可拆可调式活动架,采用桁吊吊装,用经纬仪、水准仪、钢卷尺和角度模板测量。
预拼装的验收应有工程主任工程师,监理工程师等参加,以确保工程质量和现场的顺利吊装。
(12)抛丸除锈及涂装
本工程所有构件及其他零件部件将采用美国8X1300RK型抛丸除锈机进行表面处理,除锈等级应达到Sa2级,抛丸后4小时内进行底漆喷涂防锈。
详述见“涂装处理工艺”。
3.3.2屋面系统加工工艺流程及技术措施
(一)檩条
檩条加工有檩条成型机一次加工完成,成型后的檩条必须进行端部磨平整理,在厂内檩条的主要检验内容有:
长度:
2,高度不大于±
1,弯曲:
不大于1/1000具不大于3,外观不允许有肉眼可见的损伤。
檩条加工后采用钢结构捆轧包装。
(二)压型钢板的生产
压型板由板材压型机一次投料加工完成,在加工前应先调试好设备,首件加工后必须作全面检查,检查的主要内容有:
(1)表面是否有污垢:
损伤、变形、划痕、翅角、破损等缺陷。
(2)检查所需彩板的标签与要求是否符合
(3)符合要求的彩板,用叉车装到开卷机上,并开卷加工成型,彩钢卷的开卷宽度误差不大于3mm。
(4)将开卷开始部分不符标准的彩板手工去除。
(5)将符合标准的彩板拖入成型机,并缓慢开动机器,成型。
使彩板在成型轨道内缓慢成型至切割机处。
(6)切除“头子板”,输入所需板的长度及数量。
(7)检查生产的第一块板的成型质量及长度尺寸。
(8)成型后的压型钢板必须符合《建筑用压型钢板》(GB/T12755-91)标准,允许偏差见下表:
检验方法
板长
0-10mm
钢卷尺
板宽
8mm
钢尺
波高
样板
镰刀弯
不大于20mm
钢尺、建筑用线
(9)将符合要求的板材产品,50张为一个包装件用塑料薄包装好,每个包装件,并用打包带打包。
(10)堆放:
堆放场地应平整,应用垫木使板离地20cm左右,垫
木应平整且间距不得大于2m.
3.4选用的加工机具
3.4.1厂内加工主要机械设备
序号
设备名称
型号规格
数量
国别产地
制造年份
额定功率KW
备注
1
数控平面钻床
PLM-1600L
日本
99
8
2
数控三维钻床
DNF1050
24
3
数控锁口机床
HQB-1255NL
18
数控卧式带锯床
ST-6090
7
4
H型钢门式自动焊机
MZG-2×
1000
无锡
98
80
5
H型钢矫正机
HR-6080F
42
6
H型钢组立机
HG-200
180
建筑压型板机
T261
天津
95
36
HV-125
绍兴
96
9
大台面剪板机
Q11Y-12×
8000
湖北
40
10
宽幅折弯机
WMZ400×
800
55
11
H型钢结构自动生产线
FMI
美国
00
100
12
数控钢板铣边机
PX-90W
44
13
悬壁焊接机床
XMH-1000
14
半自动埋弧焊机
MZ-1-1000
上海
99~00
20
15
DC-1000
美国林肯
16
半自动CO2气保焊机
DC-400I
17
YD-500KR
松下
硅整流弧电焊机
ZXG-300
浙江
94~01
19
数控、水下等离子、火焰钢板切割机
EXA-5000
上海伊萨
数控钢板切割机
CNG-1000
21
数控多头切割机
GS/ZII-6000
01
22
门式埋弧焊机
BOX
23
端面铣
XDH-1212
华联
三辊卷板机
W11-50×
320
泰安
160
25
小车式半自动切割机
CG1-30
96~00
26
碳弧气刨机
YD-630
松下焊机
98~01
27
美国抛丸除锈机
8X130RK
28
钢管抛丸除锈机
ZO62
青岛
96~99
29
美国油漆涂装机
S395
30
空压站
20立方
150
31
普通车床
C620B-1
广西—机
5.5
32
C630
山东沂机
98~99


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 钢结构 加工 工艺流程 技术措施
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 (完整word版)信息论与编码期末考试题----学生复习用.doc
(完整word版)信息论与编码期末考试题----学生复习用.doc
-
(完整)六年级上册几何图形题.docx
-
(完整)储罐防腐施工方案.doc
-
(完整word版)公务员录用体检表.doc
-
(完整)八年级上册几何证明题专项练习.doc
-
(决策管理)投资决策委员会实施细则.doc
-
(完整)四年级上册口算、竖式计算、脱式计算.doc
-
(压轴题)初中物理八年级上册第一章《机械运动》检测(含答案解析)(2).doc
-
(完整)小学三年级心理健康教案.doc
-
(完整)初中文言文翻译技巧.doc
-
(名师整理)语文中考《骆驼祥子》名著导读优秀教案.docx
-
(完整word版)偏旁部首名称大全.doc
-
(人教PEP)五年级英语竞赛试题及答案.doc
-
(完整)山东省普通高中学生综合素质评价信息管理系统操作手册学生用户手册.doc
-
(完整word版)体育课教案模板.doc
-
(住宅楼方案)房屋建筑学课程设计说明书.doc
-
(完整word版)《分数的意义》优秀教学设计(公开课).doc
-
(完整word版)安全生产标准化实施方案.doc
-
(完整)初中生人物形象分析常用词汇.doc
-
(完整版)借用公司资质协议.doc
-
(完整word版)仙剑奇侠传三图文攻略(最详细版).doc
-
(完整word版)历年陕西省专升本英语真题(答案解析超全).doc
-
(完整)四年级四则混合运算训练题100道.doc
-
(完整word版)学校团总支部换届选举方案.doc
-
(完整word版)安全标准化绩效评定计划.doc
-
(完整)分布式光伏发电项目施工组织设计.doc
-
(完整版)埋地塑料管结构环刚度计算.doc
-
(完整版)国家农业产业强镇示范建设实施方案.doc
-
(完整版)八年级数学上几何典型试题及答案.doc
-
(完整版)六年级音乐下册人音版理论知识梳理.doc
-
(完整版)囚徒健身图文教程和计划表(完美打印版).doc
 (完整版)固定资产盘点表.xls
(完整版)固定资产盘点表.xls
-
幼儿园教育五大领域发展目中班.docx
-
项脊轩志 学案苏教版 必修.docx
-
完整版布袋除尘器技术协议.docx
-
中小学教师的职业道德规范.docx
-
完整版生物高考总复习 第14讲 基因的分离定律.docx
-
项目经理聘用合同12篇.docx
-
完整的商业项目营销执行方案.docx
-
项目卸料平台设计方案.docx
-
消防安全责任书.docx
-
与爱同行作文.docx
-
语文S版语文小学四年级下册教案11.docx
-
中医诊断学题库.docx
-
销售辞职信范文通用15篇.docx
-
网络收集版新高考浙江英语高考真题文档版含答案.docx
-
重大危险源安全管理制度.docx
-
网站工作计划.docx
-
小白兔和小灰兔教学设计.docx
-
危险化学品事故应急处置简明手册.docx
-
株洲市规划建设总承包管理管理办法0813.docx
