 压铸模设计说明书.docx
压铸模设计说明书.docx
- 文档编号:1436385
- 上传时间:2022-10-22
- 格式:DOCX
- 页数:18
- 大小:477.30KB
压铸模设计说明书.docx
《压铸模设计说明书.docx》由会员分享,可在线阅读,更多相关《压铸模设计说明书.docx(18页珍藏版)》请在冰豆网上搜索。
压铸模设计说明书
湘潭大学
毕业设计说明书
题目:
压铸件模具设计
学院:
机械工程学院
专业:
材料成型及控制工程
学号:
姓名:
指导教师:
完成日期:
2015.3.16
一.设计前准备工作
1.压铸工艺分析:
压力铸造是将液态或半液态的金属,在高压作用下,以高的速度填充压铸模的型腔,并在压力作用下快速凝固而获得铸件的一种方法。
高压力和高速度是压铸时熔融合金充填成型过程的两大特点,也是压铸与其它铸造方法最根本的区别所在。
压铸件尺寸精度和表面粗糙度较好,铸件轮廓清晰,有致密的表层,比内层有更好的机械性能,内部存在气孔和缩孔缺陷。
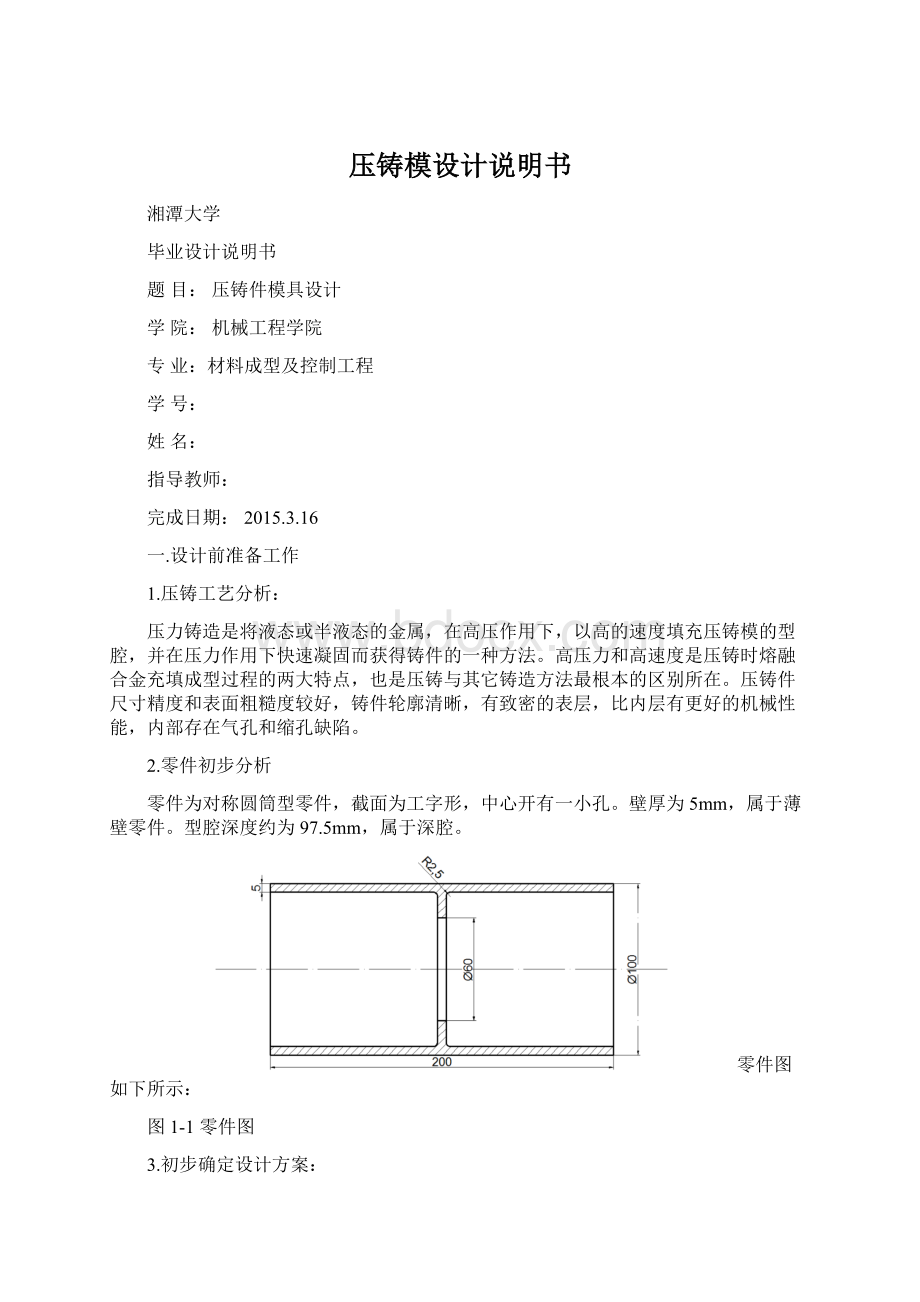
2.零件初步分析
零件为对称圆筒型零件,截面为工字形,中心开有一小孔。
壁厚为5mm,属于薄壁零件。
型腔深度约为97.5mm,属于深腔。
零件图如下所示:
图1-1零件图
3.初步确定设计方案:
1)压铸合金
此铸件的材料为YZCuZn40Pb:
此材料属于铅黄铜合金,具有加工性能较好,成本较低等优点,多用于化工、造船的零件和耐磨的零件。
2)铸件的精度设计为CT8级,采用压力铸造的方法能达到此精度。
3)确定压铸工艺及模具制造能力。
4)确定压铸模结构(包括分型面,型腔数目,浇注系统,成型零件的尺寸设计,结构零件的尺寸设计,以及采用型芯、型腔镶块节约贵重金属)。
二.压铸件工艺分析
1.压铸合金工艺分析:
1)力学性能高;
2)良好的耐蚀、耐磨性能,疲劳极限和导热性高,线膨胀系数小;
3)导电性能好,且具有抗磁性能;
4)熔点高,模具使用寿命短。
2.压铸件工艺分析:
为了从根本上防止压铸件产生缺陷,并以低成本,连续不断地生产高质量的压铸件,必须使压铸件的结构适合于压铸。
主要对铸件的壁厚、圆角、筋、出型斜度,孔,螺纹、加工余量、文字、标志、图案等进行分析。
本次铸件壁厚均匀适合压铸。
铸件的平均壁厚约为5mm,为薄壁压铸件,表面不加工,故无加工余量。
铸件本身有斜度且能减少出型时与型壁的摩擦。
铸件上无侧孔,不需设计侧抽芯结构。
该铸件内部有一个台阶,在模具设计时,拟在定模和动模各设计一个型芯。
拟采用推管推出机构。
3.分型面的选择:
1)考虑到模具起模时,铸件留在动模上;
2)尽量使模具整体结构简单;
3)考虑铸件有一定同轴度的要求;
4)同时注意使模具不至于过高。
所以铸件设计及分型面选择如下:
图2-1铸件图
如图所示,选择1为分型面。
三.浇注系统和排溢系统的设计
1.浇注系统的设计:
经过对铸件的结构分析,铸件是对称件,对浇注系统的选择可选择侧浇口,在浇注时金属液沿分型面从型腔边缘导入,然后自下而上推向进型腔,有利于金属液的充填和排气。
采用切线浇口,避免金属液正面冲击型芯,提高模具使用寿命。
对浇注系统尺寸的设计:
表3-1浇注系统尺寸
压铸件及溢流槽体积:
V=206677
内浇口横截面积:
=473
取内浇口厚度:
T=3mm
则内浇口宽度:
L==158mm
2.溢流排气系统的设计:
铸件采用侧浇口切线形式,故采用分型面排气方式,无需另开设排气槽;溢流槽需在试模后确定是否开设,若需要,则开设于金属液充填最后封闭位置,以储存前端冷污金属。
溢流槽尺寸的设计如图所示:
图3-1溢流槽
浇注系统及溢流排气系统的结构如下图所示:
图3-2浇注系统及溢流排气系统设计图
四.压铸机的选择
压铸机是压铸生产最基本的要素之一。
金属压铸模是通过压铸机的运行而实现压铸成型的。
1.压铸机的种类和特点
压铸机的种类和型号很多。
一般说来,根据压铸机压室的温度状态,可分为热压室压铸机和冷压室压铸机。
冷压室压铸机又根据其结构形式分为立式压铸机,全立式压铸机和卧式压铸机。
目前,热压室压铸机通常仅适用于压铸铅、锌等低熔点合金,国外正在研究铝、镁等较高熔点合金的压铸技术。
1)立式冷压室压铸机的特点:
a)适宜于压射可设置或必须设置中心浇口的压铸件。
b)金属液注入直立的压室中,操作比较方便,占地面积少。
c)在操作时,只有在浇注余量切断后,方可开模,生产效率较低。
d)金属液进入型腔时,经过90°角的转折,压力损失较大。
2)全立式冷压室压铸机的特点:
a)压射冲头与直浇道方向相同,金属液进入型腔的流程短,压力损失和热量损失较小。
b)压射冲头垂直方向运行,运动平稳。
c)模具水平放置,活动型芯和嵌件安放方便、稳定、可靠。
d)占地面积少。
e)压铸件推出后需用手工取出,生产效率较低,不容易实现自动化操作。
3)卧式冷压室压铸机的特点:
a)压室与压射冲头均为水平放置,金属液注入型腔时,浇道转折少,其压力损失小,有利于发挥增压机构的作用。
b)模具安装方便,卧式压铸机一般设有中心和偏心多个浇注位置,或在偏心和中心间设置可任意调节位置的扁孔。
c)便于操作,便于调整,压铸效率较高,是目前广泛应用的压铸设备。
d)压室内表面容易氧化。
e)金属液在压室内暴露在大气的表面积较大,压射时容易将空气、氧化物质及其它杂质带入型腔,引起压铸缺陷。
综合考虑铸件的形状及特点,选用卧式冷压室压铸机。
2.选定压射比压
表4-1压射比压(增压)推荐值(MPa)
压铸件种类
锌合金
铝合金
镁合金
铜合金
一般件
13~20
30~50
30~50
40~50
承载件
20~30
50~80
50~80
50~80
耐气密性件或大平面薄壁件
25~40
80~120
80~100
60~100
电镀件
20~30
选定压射比压p=70Mpa。
3.确定型腔数目及布置形式
根据铸件图样及产量等要求,确定该模具的型腔数为一模一腔。
4.确定模具分型面上铸件的总投影面积
ΣA=A铸+A浇+A余+A溢=6850mm2(式4.1)
A铸——铸件在分型面上的投影面积;
A浇——浇道内浇口在分型面上的投影面积;
A余——余料在分型面上的投影面积;
A溢——溢流槽在分型面上的投影面积;因试模前暂时不开设溢流槽,故在计算时忽略。
5.计算锁模力:
锁模力是表示压铸机最基本参数,其作用是克服压铸充填时的胀型力,使模具分型面不致张开,故设计压铸模时,首先确定胀型力的大小来选择压铸机,当压铸机的锁模力大于胀行力,则可认为该压铸机可以使用。
(式4.2)
-压铸机应有的锁模力(N)
-胀型力(N)
-安全系数(一般取1.25)
-主胀型力,与分型面上金属的投影面积有关的胀型力(N)
-由侧面胀型力引起的沿锁模力方向上的分力(N),本模具不含侧型芯,故=0
F主=Ap(式4.3)
P-比压(MPa)
A-压铸件、浇口和溢流槽三部分金属在分型面上的总投影面积(mm2)
计算可得,F胀=479.5kN,F锁≥599.375kN;
故初步选定压铸机为J116型卧式冷室压铸机,压铸机主要参数见下表
表4-2J116型卧式冷室压铸机主要参数
名称
数值
名称
数值
锁模力(吨)
63
压室最大容量(铝)(公斤)
0.6
开模力(吨)
7
铸件最大投影面积(厘米2)
95
压射力(吨)
5~9
工作循环次数(次/小时)
150~180
压射回程力(吨)
2~5
管路工作压力(公斤/厘米2)
100
模板最大间距(毫米)
570
电动机功率(千瓦)
11
合模行程(毫米)
320
贮压罐容积(升)
100
模具尺寸(毫米)
360*450
贮压罐高度(毫米)
2430
压射偏心距(毫米)
60
压铸机外形尺寸(毫米)
3430*1200*1360
压室直径Ф(毫米)
30
40
45
压铸机重量(吨)
3
压射比压(公斤/厘米2)
565~1270
五.压铸模的结构设计
1.成型零件设计
1)成型零件结构设计
采用镶拼式结构,优点在于:
a)采用整体镶块简化加工工艺,提高模具制造质量,易满足成型部位的精度要求;
b)合理使用热作模具钢,降低成本;
c)易损件有利于更换和修理;
d)压铸件的局部结构改变时,不致使整套模具报废;
e)可按铸件的几何形状在镶块上构成复杂的分型面,而在套板上仍为平直分型面;
2)成型零件尺寸设计
a)确定收缩率
表5-1计算收缩率
由表5-1确定铸件收缩率为:
受阻收缩率:
0.6%;混合收缩率:
0.8%;自由收缩率:
1.0%。
b)计算模具成型尺寸
(式5.2)
型腔尺寸计算公式:
(式5.1)
(式5.3)
(式5.4)
型芯尺寸计算公式:
D′、H′—型腔尺寸或型腔深度尺寸(mm);
D、H—压铸件外形的最大极限尺寸(mm);
d′、h′—型芯尺寸或型芯高度尺寸(mm);
d、h—压铸件内形的最小极限尺寸(mm);
φ—压铸件计算收缩率(%);
△—压铸件公称尺寸的偏差(mm);
△′—成型部分公称尺寸的制造偏差(mm),因为CT8级精度与IT14级精度相似,故取△’=△/4;
0.7△—尺寸补偿和磨损系数计算值(mm);
取受分型面影响的误差补偿值为0.05,受影响时应减去此补偿值。
表5-2GB/T6414公差CT8级标准表:
基本尺寸(mm)
公差带(mm)
公差(mm)
>
≤
—
10
1
±0.5
10
16
1.1
±0.55
16
25
1.2
±0.6
25
40
1.3
±0.65
40
63
1.4
±0.70
63
100
1.6
±0.80
100
160
1.8
±0.90
160
250
2
±1.0
250
400
2.2
±1.1
400
630
2.6
±1.3
型芯及型腔尺寸的计算结果如下表所示
表5-3型芯尺寸
单位(mm)
零件的原始尺寸
收缩率
计算尺寸及偏差
制造尺寸及偏差
备注
Ф90
0.6%
Ф60
0.6%
97.5
1.0%
受分型面影响
5
1.0%
受分型面影响
97.5
1.0%
表5-4型腔的尺寸
单位(mm)
零件的原始尺寸
收缩率
型腔的尺寸
制造尺寸
备注
Ф100
0.6%
97.5
1.0%
受分型面影响
102.5
0.8%
受分型面影响
2.结构零件设计
1)动、定模套板的设计
(式5.5)
采用圆形结构,因为是通孔型腔,采用公式
计算,其中:
h——套板边框厚度(cm)
D——镶块外径(cm)
p——压射比压(105Pa)
〔σ〕——套板材料抗拉强度,材料采用45号钢,〔σ〕取900*105Pa
具体尺寸如下图所示:
图5-1定模套板
图5-2动模套板
2)动模支承板的设计
(式5.6)
厚度计算公式:
其中:
h—动模支撑板厚度(cm);
L—垫块间距(cm);
B—动模支撑板长度(cm);
〔σ弯〕—材料抗拉强度(105Pa),材料采用45号钢,〔σ弯〕=1000*105Pa;
F—动模支撑板所受总压力(10N)。
具体尺寸如下图所示
图5-3动模支承板
3)导向零件设计
a)导柱设计
(式5.7)
导柱直径d:
模具设计为四根导柱时,有经验计算公式
其中:
图5-4导


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 压铸 设计 说明书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《巴黎圣母院》3000字读书心得范文.docx
《巴黎圣母院》3000字读书心得范文.docx
-
《看上去很美》电影观后感5篇.docx
-
《房屋建筑学》复习题没答案.docx
-
《春》仿写作文8篇.docx
-
《关于提高农村学生小学语文中年段课外阅读能力的策略研究以古城小学为例》开题报告附课题项目申报表.docx
-
《海底两万里》读书笔记1000字精选多篇.docx
-
《三国演义》读后感1500字.docx
-
15教学4汉语教师资格等级考试.docx
-
《儿童如何学数学》读书笔记精选多篇.docx
-
《教育规划纲要》解读.docx
-
《房屋租赁合同》适用乙方模板1.docx
-
《你我他》教案.docx
-
《经济生活》练习题.docx
-
《侨联章程》.docx
-
《俗世奇人》高中读后感800字.docx
-
9A文信息安全复习题.docx
-
《选择希望人生》教案.docx
-
《创业基础》学习笔记与学习心得.docx
-
《杨氏之子》公开课教案.docx
-
13不符合项整改报告.docx
-
《节约用水珍惜水资源》综合实践活动案例.docx
-
56张从太空看地球的摄影照片.docx
-
《强制性产品认证管理办法》.docx
-
《廉颇蔺相如列传》4.docx
-
201X年安全标语大全word范文模板 17页.docx
-
《地学建模》作业.docx
-
22万亩油茶种植基地及吨年精制茶油生产线项目可行性研究报告书.docx
-
《谈生命》说课稿1.docx
-
《数字化城管系统建设导则》范文word版 12页.docx
-
72高考英语专题复习练习短文改错72.docx
-
《安全生产技术》真题 答案.docx
-
《现代通信网》阶段作业全解读.docx
-
学英语四级词汇表新大纲免费下载.docx
-
学年萧山区初中科学中考命题比赛双向细目表.docx
-
智能社区人员区域定位系统.docx
-
黄山导游词作文50字.docx
-
化工从业人员岗位应知应会知识.docx
-
合同模板最新上海市房屋租赁合同.docx
-
整数和数的整除.docx
-
FDA工业指南用无菌工艺生产的无菌药品.docx
-
小学教师年度个人工作述职报告.docx
-
高考语文情景默写习题汇编.docx
-
饭得着这么美吗.docx
-
保安员聘用合同.docx
-
必修二政治知识点总结.docx
-
广东国民经济和社会发展统计公报.docx
-
二建考试市政实务真题及答案解析.docx
-
安徽大学论文开题报告书模板.docx
-
学士学位论文从《李娃传》与《聊斋志异霍女》看封建文人的女性理想.docx
-
公务员法考试题库及答案.docx
-
药店工作心得体会范文精选.docx
