 高炉车间卷扬上料岗位职责文档格式.docx
高炉车间卷扬上料岗位职责文档格式.docx
- 文档编号:14315122
- 上传时间:2022-10-22
- 格式:DOCX
- 页数:8
- 大小:20.50KB
高炉车间卷扬上料岗位职责文档格式.docx
《高炉车间卷扬上料岗位职责文档格式.docx》由会员分享,可在线阅读,更多相关《高炉车间卷扬上料岗位职责文档格式.docx(8页珍藏版)》请在冰豆网上搜索。
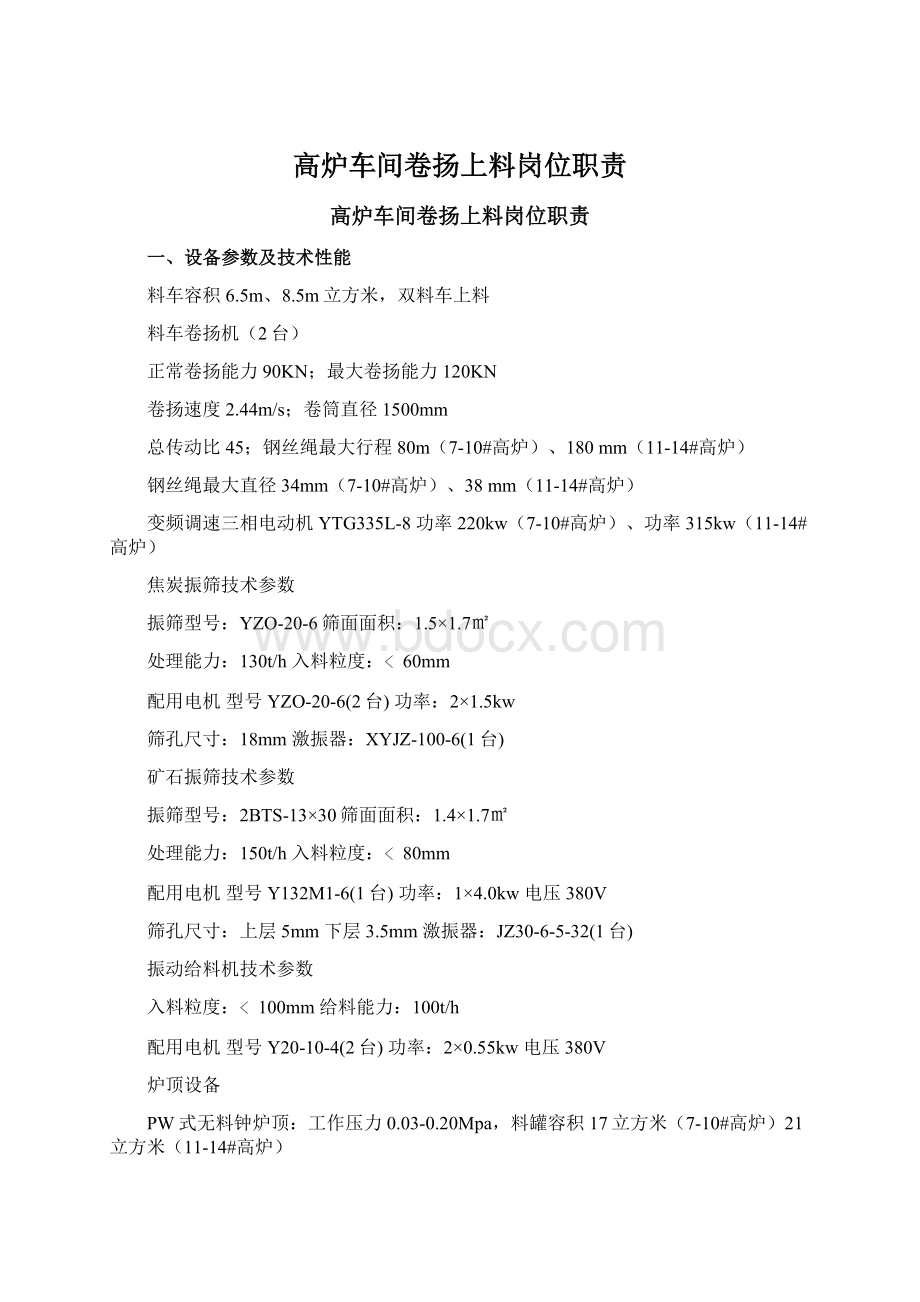
﹤60mm
配用电机型号YZO-20-6(2台)功率:
2×
1.5kw
筛孔尺寸:
18mm激振器:
XYJZ-100-6(1台)
矿石振筛技术参数
2BTS-13×
30筛面面积:
1.4×
150t/h入料粒度:
﹤80mm
配用电机型号Y132M1-6(1台)功率:
1×
4.0kw电压380V
上层5mm下层3.5mm激振器:
JZ30-6-5-32(1台)
振动给料机技术参数
入料粒度:
﹤100mm给料能力:
100t/h
配用电机型号Y20-10-4(2台)功率:
0.55kw电压380V
炉顶设备
PW式无料钟炉顶:
工作压力0.03-0.20Mpa,料罐容积17立方米(7-10#高炉)21立方米(11-14#高炉)
二、准备:
认真检查交接班记录,核对料单是否正确,检查各机电设备、皮带运转情况,搞好现场室内卫生,发现设备隐患要及时处理并汇报有关人员。
三、工作:
1、核对料单
1.1检查记录,并对照微机料单和电子秤的显示进行核对,防止出现误差。
1.2同值班室核对料单,并查看所称料的体积。
1.3认真填写料单,防止出现误差。
1.4料批由一个焦批和一个矿批组成,最大车次4车,自动时根据料单内容进行提前备料。
1.5设定值是根据值班工长变料要求的具体情况计算后填入,焦炭称量设定值为干焦值,焦炭的水分值为人工设定,备料的补偿值均由计算机自动完成。
1.6各种料的补偿均按称斗进行补偿,原则是上一称斗的称量误差由下一称斗进行补偿,焦炭进行误差补偿同时进行水分补正,当出现误差较大时,要有几批连续补偿。
2、备料
2.1矿斗称量控制,排料指令发出,矿斗闸门开好,料排出,当料空且闸门关好,称量零位校正无异常,烧结矿振筛开始运转,并称量,称量达到设定值95%(可调,是停机后提前量),称量结束,达到105%发出报警信号。
2.2备料,根据预先选定的装料程序,矿中间斗空且闸门关好,矿石皮带起动开始排料。
2.3矿中间斗称量控制与杂矿称量控制相似。
2.4焦炭称量控制,焦炭称量控制与矿中间斗称量相类似。
2.5碎矿皮带机与矿振筛连锁,任一矿振筛启动,提前2秒启动碎矿皮带,振筛停,碎矿皮带延时一段时间停止转动,启动时先启动2#碎矿皮带,然后启动1#碎矿皮带,停止时先停1#再停2#。
3、装料
3.1料车到达料坑底部,发出料车到位信号,称斗闸门开启,斗空且闸门关好后发出允许料车上行信号,在斜桥分歧轨道分歧点设有料车检查点,每批料中矿石或焦炭的第一车料在检查点检查上密封阀是否关好,若未准备好,料车停止,待条件满足后方能完成上料过程。
3.2装料时监视装料情况,监测输入重量值,一旦达到控制值(若大于控制值则发生上限报警)则发出停机和料满信号,当停止备料,待称量值稳定时进行满值计算,放料时监视放料情况,料空时发料空信号,稳定满值计算,入炉量计算和称量补偿计算。
3.3发生卡料,需停车处理时,切掉料车零压,将称量斗的开关调到手动位置,打开闸门进行处理,同时通知值班工长。
3.4俩人以上进入料坑观察卡料情况,用铁锨或棍子将料处理下。
处理卡料时不准用手直接伸入称斗内,防止闸门关伤人。
等卡料处理好后,方可关闭闸门,通知卷扬走车,称量斗控制恢复自动。
3.5在处理小斗积料时,选用铁锨或钎子将料投下,如需进行称斗处理,一定通知值班人员,切断动力电源,并挂牌后,方可进入称斗并系好安全带,通知值班人员开启皮带,打开闸门,用锨或镐把称斗内的积料处理干净,人出来后合上动力电源,通知值班人员方可备料。
4、自控部门一般故障检查
4.1自动是否有输出。
4.2是否有选信号。
4.3微机控制是否打到自动位置。
4.4称量斗是否有料空信号。
4.5振筛自动不振,检查碎矿皮带是否启动。
5、其它故障情况检查
5.1碎矿皮带不启动.
5.1.1微机控制是否打到自动位置.
5.1.2自动是否有输出.
5.1.3程序是否备矿.
5.1.4机旁操作箱事故开关是否复位.
5.2.称量斗闸门不开.
5.2.1程序是否有输出.
5.2.2称量斗是否料满.
5.2.3相应成品带是否开启
5.2.4机旁操作箱事故开关是否复位.
5.3中间闸门不开.
5.3.1程序是否有输出.
5.3.2中间斗是否料满.
5.3.3相应料车极限停车是否来.
5.3.4机旁操作箱是否复位.
6、手动操作
在正常情况下槽下设备为自动操作,当遇特殊情况改为手动操作。
6.1手动操作过程中,各设备间有连锁功能,主要有:
振筛(给料机)与闸门连锁,闸门与成品带连锁,闸门与料车连锁。
6.2在使用时,先将微机中控制开关打到手动位置,然后按各设备间的连锁进行操作,逐以解锁,完成操作。
6.3定好所使用称量斗电子秤的称量值(提前量)。
6.4按装料制度进行,不得随意更改。
6.5从自动转为手动附加焦时,与卷扬联系好,恢复自动程序后,先检查程序运行情况,严防手动改自动造成程序混乱而上错料。
6.6在完全手动操作时要随时向卷扬操作人员通知料车和料罐内装料情况,保证布料的正确性。
7、机旁操作
机旁操作是检修、设备维修、试车时的一种操作方式,设备运行过程中,若允许脱离设备间连锁,可采用机旁操作方式备料,装料,在机旁操作时必须注意防止溢料,跑料事故的发生。
8、设备的调节和卫生
8.1调皮带。
8.1.1先观察皮带跑偏情况,如挡料皮子掉下应先与值班人员联系好,停下皮带并切掉事故开关,卸下皮子下面托滚,把挡料皮子拖进皮带里面,再用钎子从中间托辊上面将皮带托起再把托辊放上。
8.1.2和值班人员联系,将所调皮带打到机旁,开启皮带。
8.1.3先用调节托辊进行自动调节。
8.1.4如机尾跑偏,要调机尾的丝杠,皮带向右偏时,紧右边松左边,如向左偏,紧左边松右边。
8.1.5调好后,观察正常后停下。
8.1.6通知值班人员皮带已调好。
8.2更换托辊
8.2.1更换托辊,要先与值班人员联系好,将皮带停下,并切掉事故开关。
8.2.2用铁钎把皮带托起,用手或锤子将托辊卸下。
8.2.3将新的托辊装上。
8.2.4通知值班人员开启皮带,观察所换托辊是否正常,如果正常,通知值班人员可以使用,反之,需查找原因进行处理。
8.2.5更换下的旧托辊处理回收。
8.2.6严禁带料停皮带.
8.3换挡料皮子
8.3.1通知值班人员将皮带停下,并切掉事故开关。
8.3.2用扳手将坏皮子夹板螺丝卸下,然后卸下坏的皮子。
8.3.3用夹板在新皮子上量下各孔之间的距离,将皮子裁下。
8.3.4用皮带空心铳进行铳眼.
8.3.5然后将新皮子装上.
8.3.6通知值班人员开启皮带,观察皮带是否跑偏,正常后通知值班人员方可使用。
8.3.7更换下的料皮处理回收.
8.4检修时,必须和有关部门联系好,切断有关电源,并挂上“安全”牌,检修完毕后,检查确实一切正常后,方可进行工作。
8.5设备巡检和卫生清扫
8.5.1皮带自动运行时,不准跨跃或靠近。
8.5.2到液压站,必须严禁烟火,注意脚下防止油滑摔倒伤人.
8.5.3液压系统阀件,管道及其它设备发生泄漏时,严禁人正对泄漏点,站在该点的侧面防止油喷伤人。
更换液压系统阀件,管道及其它设备,必须卸荷为零,方可进行工作,液压站渗出地油及时回收,溅到地面或设备上的油污用纱布擦净后,纱布回收,发现液压泄漏点及时与维修联系处理。
8.5.4到料坑清扫卫生或洒水时,必须戴好所有劳保护品,应两人以上同时下到料坑,并同值班人员联系好,确定联系方法,确保安全。
8.5.5料坑或皮带走廊打扫卫生时,先洒少许水,防止烟尘过大。
9、卷扬上料系统常见故障处理程序
9.1炉顶料罐放不下料:
1、处理方法:
首先检查各阀门信号是否正确;
如果下密、料流阀开关均正常,注意罐内压力是否同炉顶压力相近;
如果罐压小于顶压,要重新向罐内充压,一均充不上,则可打开二均一起充压;
如果仍充不上压,要及时上炉顶上密、放散阀是否正常,此时要关闭下密和料流阀,重新开关上密和放散阀,然后再重新均压;
如果确认是上密关不到位,则按上密关不到位处理;
如果各阀均正常,则可能是料罐蓬料,按料罐蓬料来处理。
9.2料罐蓬料:
1、处理方法:
如确认料罐为蓬料,首先关闭上密阀,柱塞阀,打开下密阀、料流阀打开发散阀进行反吹,并多次开关料流阀,同时岗位工及时上炉顶用大锤等工具敲打罐壁,如料还放不下,要及时通知值班室减风或改常压处理。
2、原因:
原料方面块比较大;
有异物卡住料流阀或中心喉管;
或者是上错料(拉多料)。
3、预防措施:
在各振筛前加篦子,在受料斗上面加篦子,预防大块及异物进入高炉;
加强设备点检,确保设备和衬板的正常使用。
9.3上密开关不到位
上密开关不到位,马上由自动改为手动来回开关几次;
如果仍显示关不上,岗位工立即上炉顶确认实际阀位是否到位;
如果实际阀位到位,则可给假信号,优先保证高炉上料,然后通知电修处理;
如果实际阀位不到位,检查炉顶液压站油位及压力是否正常,捅电磁阀试验后上炉顶检查油缸拉杆是否脱丝限位是否正常;
然后再检查上密处是否有料或异物卡住,如果卡料或其他东西应立即通知工长并组织人员迅速处理,避免亏料。
压力不正常,电磁阀不得失电,阀芯卡住,机械方面出问题。
加强对设备的日常点检工作,定期更换维护设备,各筛子加护网篦子防止大块异物进入炉内。
9.4炉顶料罐装重料
如果料罐装重料则可能导致上密关不上,高炉不能放料;
如果确认是装重料,则应立即停止拉料;
先将料流阀打开将料放下一部分(料流阀和下密之间有一定的容积)如果上密关上了,就可进行正常放料;
如果仍关不上,则可打开均压和上密进行反吹,将料往外吹一部分,再关上密放料;
如果仍关不上,立即通知工长改常压手动放料;
信号失灵;
岗位工误操作或人工操作错误;
料罐放不下料或料罐蓬料。
提高岗位工的操作技能;
加强各种电气设备的点检。
9.5上密打不开
如果上密打不开或开不到位,首先应检查放散、均压、料流等阀信号是否正常;
如果信号正常,则应检查料罐内是否有压力;
如果有压力可手动开关几次放散阀,将料罐内压力泄掉,再开上密进行装料;
如果放散打不开,则按放散开不到位处理;
如果罐内压力正常,岗位工立即上炉顶检查并进行捅阀试验;
同时通知工长及相关维检人员进行处理。
信号不正常;
极限开关故障;
电磁阀不得失电,阀芯卡住;
机械方面出问题。
加强对设备的检查;
定期对上密阀体、阀座进行清理和检查;
定期对设备进行润滑和维护。
9.6放散打不开
如果放散显示打不开或开不到位,首先检查罐内压力是否正常,如果正常,则可改手动开上密正常装料;
如果确认放散打不开,立即上炉顶进行捅阀试验;
检查油缸拉杆是否脱丝,限位开关是否脱落并及时联系维检人员处理。
压力不正常;
加强对设备的日常点检工作,定期更换设备。
9.7放散关不到位
如


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 高炉 车间 卷扬 岗位职责
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 转基因粮食的危害资料摘编Word下载.docx
转基因粮食的危害资料摘编Word下载.docx
-
高中英语词组大全Word文档下载推荐.docx
-
卫计局年工作总结及新年工作计划Word格式.docx
-
贵州省煤矿安全管理人员安全资格证A考试概况Word格式.docx
-
系统集成项目招标文件Word文件下载.docx
-
消防设计技术审查的要点Word文档格式.docx
-
第三章 习题课 带电粒子在磁场或复合场中的运动Word格式.docx
-
湖南岳阳中考英语模拟卷含答案Word文档格式.docx
-
电子商务考试题总汇打印版打印打印Word下载.docx
-
选调生考试备考言语理解与表达真题Word文档格式.docx
-
高考物理实验题专练 专练15Word文档格式.docx
-
加装奥迪A4L蓝牙电话功能Word文档下载推荐.docx
-
学年下学期好教育高三月考仿真卷A卷 语文 学生版后附详解Word文档下载推荐.docx
-
净化生产车间工程一般施工技术施工方案Word文档格式.docx
-
内蒙古呼和浩特市第六中学学年高一政治下学期期末考试试题Word下载.docx
-
证券行业客户经理电话营销技巧与实例Word文档下载推荐.docx
-
叶芝 苇间风文档格式.docx
-
最新中美贸易摩擦的原因及解决对策1论文Word文件下载.docx
-
意义的近义词Word格式文档下载.docx
-
上海市中考英语试题S.docx
-
专题12观点论证类设问.docx
-
附加安心重疾条款.docx
-
设计变更管理办法修改意见稿FINAL汇编.docx
-
毕业赠言毕业致词精选多篇.docx
-
银行新员工代表发言稿精选多篇.docx
-
北京市朝阳区届高三第一学期期末语文试题Word版含答案.docx
-
HL线切割使用说明书模板.docx
-
车工实训周记.docx
-
USBHID键盘扫描码.docx
-
Apmpoqu4调研报告.docx
-
最熟悉的陌生人作文八篇.docx
-
被动语态综合讲解.docx
-
污水处理高级工训练试题.docx
-
物流信息采集与传输设备物流装备及自动化大作业.docx
-
系统解剖学习题集答案116次.docx
-
优化方案版高考化学大一轮复习 第二讲 分子结构与性质讲义选修3.docx
-
业务副院长述职地报告材料.docx
-
中学春季学校工作计划.docx
-
中小学校长职级申报表.docx
-
助理月工作总结模板4篇.docx
-
综合布线线缆及静电防护.docx
-
最新总经理助理上半年工作总结模板工作总结文档五篇.docx
-
人教新版小学英语六年级下册期末复习.docx
-
医务科实习工作总结.docx
-
终稿优种獭兔科技示范基地建设项目可行性研究报告.docx
-
新人教版七年级下册英语各单元知识点复习.docx
-
仪器设备履历书.docx
-
完整word版江西省三校生高考计算机应用试题及答案.docx
-
怎样写述廉报告多篇范文.docx
-
幼儿园中班英语优秀教案多篇.docx
-
译林牛津版初中九年级英语上册单词表.docx
