 发那科参数大全Word文档下载推荐.docx
发那科参数大全Word文档下载推荐.docx
- 文档编号:14231163
- 上传时间:2022-10-20
- 格式:DOCX
- 页数:24
- 大小:31.38KB
发那科参数大全Word文档下载推荐.docx
《发那科参数大全Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《发那科参数大全Word文档下载推荐.docx(24页珍藏版)》请在冰豆网上搜索。
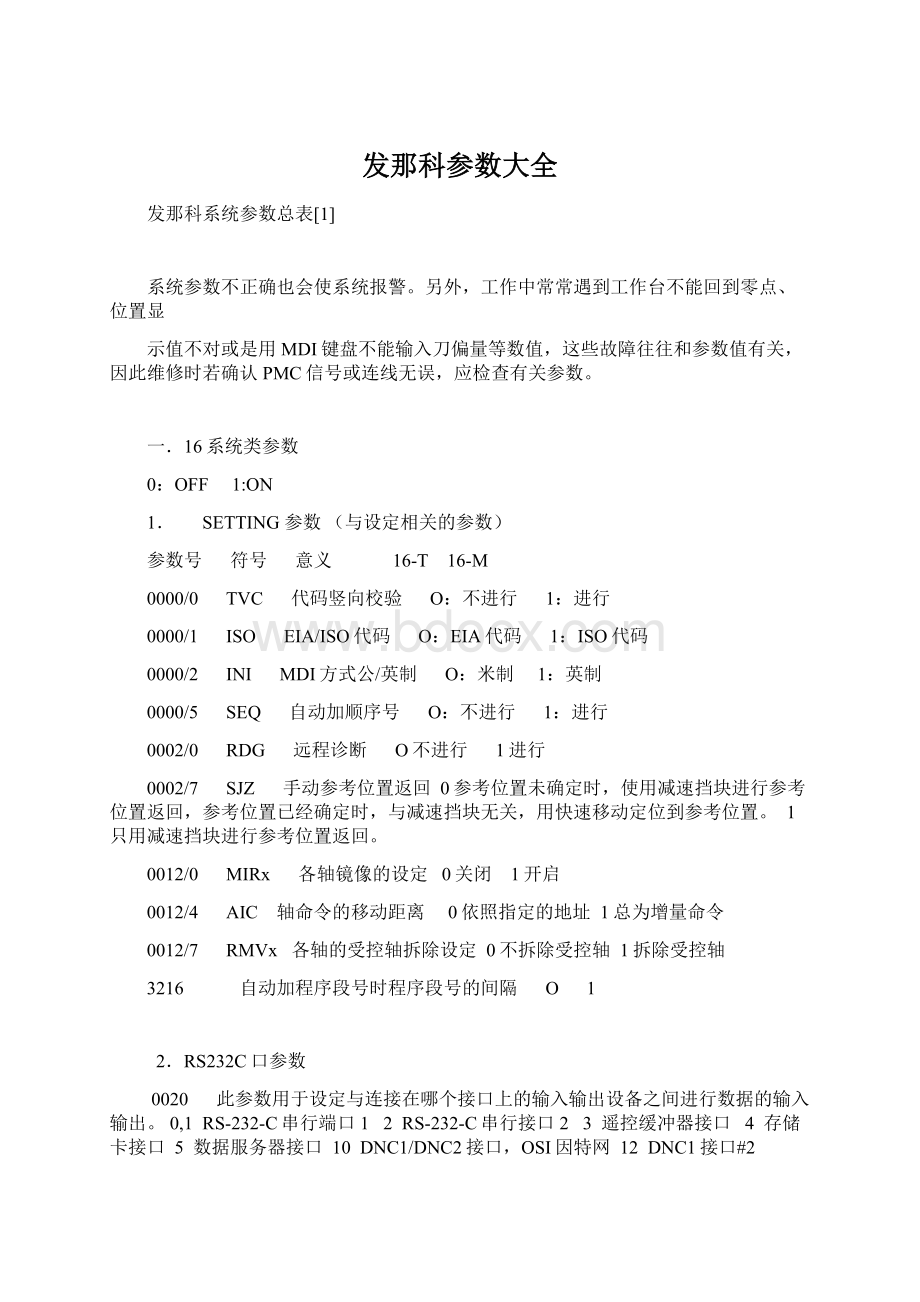
0000/5
SEQ
自动加顺序号
0002/0
RDG
远程诊断
O不进行
1进行
0002/7
SJZ
手动参考位置返回
0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。
1只用减速挡块进行参考位置返回。
0012/0
MIRx
各轴镜像的设定
0关闭
1开启
0012/4
AIC
轴命令的移动距离
0依照指定的地址
1总为增量命令
0012/7
RMVx
各轴的受控轴拆除设定
0不拆除受控轴
1拆除受控轴
3216
自动加程序段号时程序段号的间隔
O
1
2.RS232C口参数
0020
此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。
0,1
RS-232-C串行端口1
2
RS-232-C串行接口2
3
遥控缓冲器接口
4
存储卡接口
5
数据服务器接口
10
DNC1/DNC2接口,OSI因特网
12
DNC1接口#2
0021
前台输入设备的设定
0022
后台输入设备的设定
0023
后台输出设备的设定(前台与后台同时使用不同的输入输出设备时,作为后台的设备可设定的数值只有0-3。
如果使用了正在使用的输入输出设备,将发生报警P/S233或BP/S233,同时,注意设定值0和1表示相同的输入输出设备。
)
100/3
NCR
程序段结束的输出码
100/5
ND3
DNC运行时:
读一段/读至缓冲器满
3.与存储卡接口相关的参数
0300/0
PCM
NC端接口
电脑端接口
4.与FACTOLINK相关的参数(与面板操作相关的参数)
0801/0
SB2
停止位的个数
一位
2位
0810/0
BGS
对FACTOLINK报警任务通信,没有显示FACTOLINK屏幕时
不启动
启动
0810/1
FAS
FACTOLINK使用了ANSWER、ANSWEEx命令后,在回答栏是否进行回答编号“Z01”的显示。
0进行
1不进行
0810/2
FCL
时钟是否进行反向显示
0不进行反向显示
0810/3
FYR
时钟显示方式
0:
2位显示
4位显示
0810/4
FTM
时刻显示格式
“WedNov1200:
00:
00”形式1:
“97/11/1200:
00”
0810/5
FMN
FACTOLINK屏幕为
0彩色显示
1黑白显示
5.与轴控制/设定单位相关的参数
1001/0
INM
公/英制丝杠
公制
英制
(设定此参数后需要关机重启)
1002/0
JAX
慢速移动、手动快速移动及手动参考位置返回的同时受控轴数为
一轴
3轴
1002/2
SFD
是否使用参考位置位移功能
不使用
使用
1002/3
AZR
未回参考点时是否报警
使用与手动参考位置返回同样的减速挡块,进行参考位置返回。
发生P/S报警(No:
090)。
注释:
使用无挡块参考位置设定功能(见参数DLZNO:
1002/1)时,参考位置确定前的G28命令将发出P/S报警(NO:
090)而与AZR的设定无关。
1004
ISC
ISA
设定最小设定单位、最小移动单位。
IPR
设定单位为IS-B或IS-C,且以米制输入时,各轴的最小设定单位是否为最小移动单位的10倍。
设定单位为IS-A,或英制或小数点输入时,都不能是最小移动单位的10倍。
1005/0
ZRN
未回参考点状态下,通过自动操作运行程序且伴有移动指令时
报警(P/S报警No.224)
不报警
DLZ
另无挡块参考位置设定功能
无效
有效
EDP
各轴正方向的外部减速信号
只对快速移动有效
对快速移动和切削进刀有效
EDM
各轴负方向的外部减速信号
1006/0,1
ROT,ROS
设定回转轴和线性轴
1(设定此参数后需要关机重启)
1006/3
DIA
指定直径/半径值编程
半径编程
直径编程
1006/5
ZMI
回参考点方向
正方向
负方向
1007/3
RAA
回转轴的转向(与1008/1:
RAB合用)
O
1008/0
ROA
回转轴的循环功能
O无效
O(设定此参数后需要关机重启)
1008/1
RAB
绝对回转指令时,是否近距回转
O为近方向1:
依照命令值的符号
6.坐标系参数
1201/0
ZPR
手动回零点后是否自动设定工件坐标系
不进行1:
1201/2
ZCL
手动回零点后是否取消局部坐标系
不取消
取消
1201/3
FPC
在当前位置显示屏幕上通过软键操作设定可变参考位置后
不预设相对位置显示(相对位置显示不变化)
相对位置显示预设为零。
1201/5
AWK
变更工件原点补偿值的数值后
执行程序后变更1:
立即变更
1201/7
WZR
程序结束后是否返回G54坐标系
不返回
返回G54
1202/3
RLC
复位时是否取消局部坐标系
1取消
1202/4
G52
局部坐标系设定是否考虑刀具半径补偿矢量
不考虑1:
考虑
1220
外部工件原点补偿值,是所有工件坐标系共同的补偿值
1221
工件坐标系1(G54)的工件原点补偿值
1222
工件坐标系2(G55)的工件原点补偿值
1223
工件坐标系3(G56)的工件原点补偿值
1224
工件坐标系4(G57)的工件原点补偿值
1225
工件坐标系5(G58)的工件原点补偿值
1226
工件坐标系6(G59)的工件原点补偿值
1240
第一参考位置机床坐标系下的坐标值
1241
第二参考位置机床坐标系下的坐标值
1242
第三参考位置机床坐标系下的坐标值
1243
第四参考位置机床坐标系下的坐标值
1250
自动设定工件坐标系的坐标值
7.行程限位参数
1300/0
OUT二个行程限位的禁止区域(NO.1322、NO.1323)
以内为禁止区域1:
以外为禁止区域
1320
每个轴行程检查1的正方向边界的坐标值
1321
每个轴行程检查1的负方向边界的坐标值
1322
每个轴行程检查2的正方向边界的坐标值
1323
每个轴行程检查2的负方向边界的坐标值
1324
每个轴行程检查3的正方向边界的坐标值
1325
每个轴行程检查3的负方向边界的坐标值
1326
每个轴行程检查1的正方向的坐标值
1327
每个轴行程检查1的负方向的坐标值
8.与进刀速度相关的参数
1401/0
RPD
接通电源后未回参考点前,令手动快速移动
无效(变为慢速移动)1:
1401/1
LRP
定位(G00)0:
非线性插补型定位(每个轴单独按快速移动移动。
)1:
线性插补型定位(刀具路径为直线。
1401/2
JZR
是否用慢速移动速度进行手动参考点返回
1401/4
RF0
快速移动时,切削进刀速度超控0%时
不停止
停止
1401/6
RDR
空运行快速移动
0无效
1有效
1402/4
JRV
每分钟进刀
每转进刀(请用参数NO.1423设定进刀速度)
1403/0
MIF
每分钟进刀时F的最小单位
1mm/min
0.001mm/min
1410
空运行速度
1411
切削进刀速度
1420
每个轴的快速移动(G00)速度
1421
快速移动倍率的低速(Fo)
1422
最高进给速度允许值(所有轴一样)
1423
每个轴的慢速进给允许值(各轴分别设)
1424
每个轴的手动快速移动速度
1425
回参考点的慢速FL
1430-1431-1432
每个轴的最大切削速度
9.与加速/减速控制相关的参数
1620
快速移动G00时直线加减速时间常数
1622
切削进给时指数加减速时间常数
1624


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 参数 大全
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 12处方点评管理规范实施细则_精品文档.doc
12处方点评管理规范实施细则_精品文档.doc
-
12核心制度竞赛题库_精品文档.doc
-
12新医疗技术准入制度_精品文档.docx
-
12月份医务科质控通报_精品文档.doc
-
12项基本公共卫生服务项目_精品文档.docx
-
12月环境卫生学监测方法考核试题_精品文档.doc
-
13双重预防体系风险评价制度及准则_精品文档.doc
-
12种不能忽视的可能的心脏病症状_精品文档.doc
-
13检验科“三基”考试试卷_精品文档.doc
-
14以预防为先导_精品文档.doc
-
12高危药品分级管理制度及目录_精品文档.doc
-
13个病种中医护理方案_精品文档.docx
-
16检验科应对突发事件应急预案_精品文档.docx
-
12急救药品管理制度_精品文档.doc
 17种抗癌药纳入国家基本医疗保险工伤保险和生育保险药品目录_精品文档.xls
17种抗癌药纳入国家基本医疗保险工伤保险和生育保险药品目录_精品文档.xls
-
14医疗器械召回程序_精品文档.wps
-
13医用耗材库房管理制度_精品文档.doc
-
136个幼儿园英语课堂游戏_精品文档.docx
-
12经络彩图_精品文档.doc
-
151颅脑损伤恢复期康复临床路径_精品文档.doc
-
14项护理核心制度_精品文档.doc
-
12检验科化学危险物品使用准则_精品文档.doc
-
15-消化内镜手术分级目录_精品文档.xls
-
13术前讨论记录本模板_精品文档.doc
-
17-下腰痛评估表JOAVAPS_精品文档.doc
-
12项基本公共卫生服务流程图_精品文档.doc
-
13中国髋膝关节置换的现状及展望_精品文档.docx
-
14种最迷惑人的癌症前兆_精品文档.docx
-
17消毒供应室医院感染管理制度_精品文档.doc
-
15附加住院津贴保险条款的费率-人保财险备-健康附号_精品文档.doc
-
19陕西省崔家沟监狱罪犯医疗防疫总站突发事件预案_精品文档.doc
-
20项护理技术操作规程及评分标准_精品文档.doc
-
上半年濮阳市清丰县乡镇卫生院护士岗位招聘考试.docx
-
上半年河北省石家庄市藁城区事业单位《公共基础知识》试题及答案.docx
-
四川省成都市金牛区招聘劳动保障协理员试题及答案解析.docx
-
通山县住房城乡建设部信息中心招聘《计算机专业知识》试题汇编.docx
-
盘锦市妇婴医院《医学基础知识》招聘试题及答案.docx
-
四川省成都市崇州市上半年事业单位《综合基础知识及综合应用能力》.docx
-
辽宁省沈阳市法库县交通银行招聘考试《银行专业基础知识》试题及答案.docx
-
齐齐哈尔大学教师招聘考试试题及答案.docx
-
齐齐哈尔市财贸职工医院上半年(卫生类)人员招聘试题及解析.docx
-
柳河县移动公司专业岗位《计算机基础知识》试题汇编.docx
-
下半年山东省聊城市东昌府区气象部门《专业基础知识》试题.docx
-
上半年青海省海东市平安县事业单位《综合基础知识》试题.docx
-
上半年湖南省怀化市沅陵县事业单位《职业能力倾向测验》试题及答案.docx
-
青海省海北藏族自治州刚察县三支一扶考试招录试题及答案解析.docx
-
青岛职业技术学院下半年招聘考试《公共基础知识》试题及答案.docx
-
临桂区事业单位招聘考试《会计与审计类》真题库及答案.docx
-
上半年陕西省安康市宁陕县事业单位《综合基础知识》试题.docx
-
泸县上半年事业单位计算机岗位专业知识试题.docx
-
霞浦县农业银行招聘考试《银行专业基础知识》试题汇编.docx
