 高分子成型加工复习资料完整版教学教材Word下载.docx
高分子成型加工复习资料完整版教学教材Word下载.docx
- 文档编号:14148951
- 上传时间:2022-10-19
- 格式:DOCX
- 页数:16
- 大小:151.88KB
高分子成型加工复习资料完整版教学教材Word下载.docx
《高分子成型加工复习资料完整版教学教材Word下载.docx》由会员分享,可在线阅读,更多相关《高分子成型加工复习资料完整版教学教材Word下载.docx(16页珍藏版)》请在冰豆网上搜索。
冷却后形变永久保存。
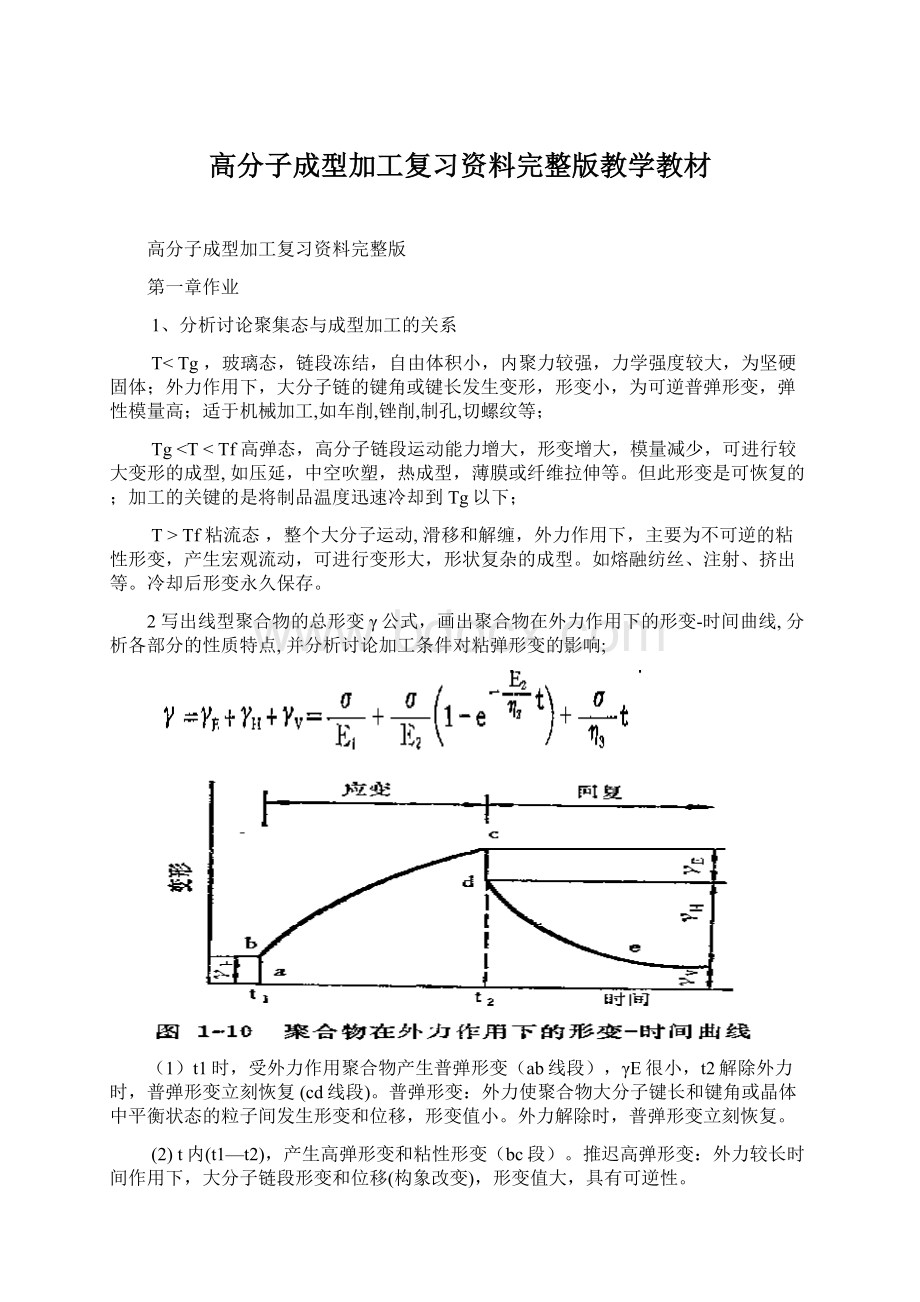
2写出线型聚合物的总形变γ公式,画出聚合物在外力作用下的形变-时间曲线,分析各部分的性质特点,并分析讨论加工条件对粘弹形变的影响;
(1)t1时,受外力作用聚合物产生普弹形变(ab线段),γE很小,t2解除外力时,普弹形变立刻恢复(cd线段)。
普弹形变:
外力使聚合物大分子键长和键角或晶体中平衡状态的粒子间发生形变和位移,形变值小。
外力解除时,普弹形变立刻恢复。
(2)t内(t1—t2),产生高弹形变和粘性形变(bc段)。
推迟高弹形变:
外力较长时间作用下,大分子链段形变和位移(构象改变),形变值大,具有可逆性。
粘性形变:
在外力作用下,沿受力方向大分子链之间的解缠和相对滑移,宏观流动,形变值大,不可逆性。
t2解除外力后,一定时间后,γH完全恢复(de段),γV作为永久形变存留于聚合物中。
Tf(Tm)时,T升高,η2和η3降低,γH和γV增加,γV增大更多,以粘性形变为主。
外力作用下,产生不可逆粘性形变,制品获得形状和尺寸稳定性。
粘性流动中也存在弹性效应,,出现离模膨胀或破裂,使制品形状尺寸改变,并产生内应力。
T在Tg~Tf(Tm)时,呈高弹态,弹性成分大,粘性成分小,有效形变减少。
通过增大外力、延长外力作用时间,高弹态下,大分子间产生解缠和滑移,产生不可逆塑性形变。
可通过调节应力、应力作用时间、温度,控制高弹形变和塑性形变。
第一章思考题:
1、聚合物主要有哪几种聚集态形式?
玻璃态(结晶态)、高弹态和粘流态
2、线性无定形聚合物当加工温度T处于Tb<
T<
Tg,Tg<
T<
Tf,Tf<
Td时,分别适合进行何种形式的加工?
聚合物加工的最低温度?
Tg玻璃态——适应机械加工;
聚合物使用的最低(下限)温度为脆化温度Tb
Tf高弹态,非晶聚合物Tg<
Tf温度区间,靠近Tf一侧,粘性大,可进行真空、压力、压延和弯曲成型等;
高弹形变有时间依赖性,加工中有可逆形变,加工的关键的是将制品温度迅速冷却到Tg以下;
结晶或部分结晶聚合物在Tg~Tm,施加外力>
材料的屈服强度,可进行薄膜或纤维拉伸;
聚合物加工的最低温度:
玻璃化温度Tg
T>
Tf(Tm)粘流态(熔体,液态)比Tf略高的温度,为类橡胶流动行为,可进行压延、挤出和吹塑成型。
可进行熔融纺丝、注射、挤出、吹塑和贴合等加工
3、应变软化;
应力硬化;
塑性形变及其实质。
应变软化:
材料在拉伸时发热,温度升高,以致形变明显加速,并出现形变的细颈现象。
应力硬化:
随着取向度的提高,分子间作用力增大,引起聚合物粘度升高,表现出“硬化”倾向,形变也趋于稳定而不再发展。
塑性变形:
材料在外力作用下产生不可逆的变形。
实质:
大分子链的解缠和滑移
4、成纤聚合物的温度特性,热稳定性,结晶性能,分子量及其分布,纤维成型过程,主要纺丝成型方法。
(看看教材250页)
成纤聚合物的加工温度高于玻璃化温度;
纺丝过程在粘流态进行;
成纤聚合物大多具有结晶性能;
成纤聚合物的分子量一般为20,000—100,000分子分布较窄,不应含有过多低或高分子级分;
纤维成型过程:
包括液体纺丝及液体细流的冷却固化过程;
合成纤维纺丝的主要方法:
熔法、湿法、干法
5、解释Tb是塑料使用的下限温度;
随温度升高,屈服强度和断裂强度均下降,两曲线在Tb相交。
Tb时,断裂强度低于屈服强度,曲服前材料已断裂;
材料因脆性而失去使用价值;
温度在Tb~Tg,较大外力作用下,非晶高聚物产生强迫高弹形变,强迫高弹性是塑料具有韧性的原因。
6、根据线性聚合物塑性拉伸的应力-应变曲线,可获得哪些性能参数?
弹性模量,屈服强度(应力),定伸强度,抗张强度(应力),断裂伸长率,断裂能
7、分析聚合物在贮存或使用过程中,制品变形和收缩的原因,提出使制品形状稳定的方法。
原因:
1)成型时熔体的骤冷,使大分子堆积松散(自由体积大);
2)贮存或使用中,大分子或链段重排运动,后结晶等,使堆积变紧密,密度增加,体积收缩。
随冷却速度增大,体积收缩程度增大。
3)骤冷对制件质量不利,降低制品尺寸和形状的稳定性,严重变形或收缩不匀形成的内应力,使制品开裂。
同时降低制品的综合性能
改进方法:
在(Tg~Tf)对制品热处理,可缩短松弛时间,加速结晶,使制品形状较快稳定。
如PC,PS,PA,PVC等。
第二章作业:
1、高分子主要成型加工方法的剪切速率范围?
并分析假塑性流体切力变稀的原因。
切力变稀的原因:
A聚合物熔体:
剪切速率增大,大分子从网络结构中解缠和滑移,熔体结构明显改变,高弹形变减小,分子间范德华力减弱,流动阻力减小,熔体粘度降低。
B聚合物溶液或分散体:
溶剂渗入到大分子线团或粒子内部,使大分子溶剂化,形成稳定体系。
剪切速率(剪应力)增大,低分子溶剂从稳定体系中被挤出分离出来,导致原有体系破坏。
无规线团或粒子的尺寸缩小,线团和粒子之间分布更多的溶液,整个体系的流动阻力大大减小,聚合物溶液的表观粘度降低。
2、分析讨论温度对聚合物粘度的影响,并举例说明粘度对剪切速率和温度的敏感性在成型加工中的应用
温度增高,链段活动能力增强,分子间距离增大,分子间作用力减小,粘度下降。
粘流温度以上(T>
Tg+100℃),熔体自由体积足够大,熔体粘度主要取决于链段跃迁流动的能力。
Tg~Tg+100℃,自由体积小,链段跃迁不仅与链段本身能力有关,也与能否容纳链段的自由体积的大小有关。
在炼胶、压延、压出、注射成型中,提高剪切速率和温度,使高聚物粘度降低,改善加工流动性。
外力解除或流动停止时(材料或半成品停放),或降低温度,粘度变得很大,半成品有良好的挺性,不易变形。
对于PS、PC、PMMA、CA等分子链刚硬的聚合物,粘度对温度敏感。
PS、PE、PP、PVC等的粘度对剪切速率敏感,加工中,主要通过改变温度或剪切速率,正确选择工艺方法,调节流动性。
加工制品应选择粘度对剪切速率不敏感区,确定合理的加工剪切速率范围。
3、分析讨论聚合物分子量及其分布--剪切速率--粘度的关系,并举例说明其在成型加工中的应用。
(1)熔体零切粘度与重均分子量的关系:
1<α<1.8,分子链较短,无(少)缠结点,大分子较易相对滑移,粘度低,牛顿液体;
α=3.4~3.5,分子链缠结,熔体粘度随分子量急速上升;
分子量愈高,随剪切速率(剪应力)增加,粘度降低愈多,出现非牛顿流动的临界剪切速率降低,非牛顿行为(假塑性)更明显。
分子量分布宽,粘度迅速下降,表现更多假塑性;
分子量分布窄,宽剪切速率范围,表现更多牛顿性。
过高分子量,粘度过高,加工困难;
为降低粘度,提高温度会受到热稳定性限制。
可保证产品性能的基础上,选用分子量较低的聚合物,使成型加工易于进行。
也可加入低分子物质(溶剂或增塑剂),或降低分子量以减小粘度,改善加工流动性能。
第二章思考题
1、说明粘度对剪切速率和温度的敏感性在成型加工中的应用。
(1)在炼胶、压延、压出和注射成型中,提高剪切速率和温度,聚合物粘度降低,可改善加工流动性。
(2)外力解除或流动停止时(材料或半成品停放),降低温度,粘度变得很大,使半成品有良好的挺性,不易变形。
(3)可根据不同原材料,正确选择加工工艺(剪切速率和温度)(4)加工制品时,合理的加工剪切速率范围应选择在粘度对剪切速率不敏感区域(400秒-1~600秒-1以上)。
PS、PE、PP和PVC粘度对剪切速率敏感,通过提高剪切速率降粘,可改善加工流动性。
PS、PC、PMMA、CA、PET、PA的粘度对温度敏感,提高加工温度降粘,可改善加工流动性。
POM、PC、PET和PA粘度对剪切速率不敏感
2、说明压力对粘度的影响机理,解释为何单纯通过增大压力提高熔体流量不恰当,如何改善加工工艺?
聚集态存在自由体积压缩率(△V/V,%)增大压力,自由体积减小,大分子间距离缩小,链段活动范围减小,分子间作用力增加,粘度增大。
但单纯通过增大压力提高熔体流量不恰当,过大压力造成功率消耗过大,设备磨损更大。
增加压力和降低温度,可获得同样的粘度变化。
加工中,应根据压力-温度等效性原理,增加熔体压力的同时,应提高温度
3、简要说明固体填充剂(以炭黑为例)、增塑剂或溶剂对聚合物粘度的影响。
通常,固体填料用量(10%~50wt%)增加,粒径减小,表面活性增高,会阻碍大分子链段的运动,使聚合物熔体粘度增大。
尤其加入活性炭黑的橡胶。
炭黑粒子细、表面含有活性基团,与高聚物的亲合性极好,可形成化学或物理结点,阻碍大分子链的运动和滑移,使粘度大幅升高。
增塑剂类小分子或溶剂,会增大分子间距离,减小分子间作用力和流动阻力,使聚合物粘度降低。
液体或增塑剂的作用:
削弱聚合物分子间力,分子间距离增大,缠结减少,使聚合物粘度降低;
随溶剂含量增加,出现非牛顿流动的临界剪切速率升高,牛顿性增强。
相容性对粘度影响:
1)增塑剂与聚合物之间相溶性好随浓度增大,增塑剂/聚合物体系的粘度上升;
聚合物粒子被溶胀,形成软外层,剪切力增大时,容易变形滑过,表现假塑性流动;
2)增塑剂与聚合物之间相溶性差剪应力作用时,粒子间相互滑移困难,膨胀性流动行为。
4、热固性聚合物加工工艺关键?
使热固性聚合物在交联之前,完成流动过程。
热固性成型设备与模具温度的控制:
注射或挤出的温度应控制为:
粘度最低,不迅速交联的温度;
模具或后处理的温度应控制为:
迅速硬化的温度。
第三章作业题
1、根据简单圆管中流动液体的受力分析,推导牛顿液体流动的剪应力、流速分布、流率和粘度表达式,画出剪应力和流速分布图。
(最好选择看书)
稳态层流流动时,液柱单元力平衡:
管轴和管壁的剪应力
牛顿液体
2、画出螺槽中压力流动和拖曳流动的速度分布,讨论机头阻力的变化对螺槽中熔体流速和流率的影响。
总流速为拖曳流动的速度和压力流动的速度的叠加;
q=压力流率Qp/拖曳流率QD,流率Q=总速度*螺槽截面积=V*S,Q=QD-Qp-QL机头开放,q=0,无机头阻力和逆流,仅有拖曳流动,Q最大;
机头阻力增大,反压和逆流增大,Q减小;
一定螺槽深度(y)正反流速相等,流速由正值向负值过渡;
机头全封闭,反压和逆流最大,Q=0
3、分析讨论出口膨化效应的机理,在挤出模具设计中如何减小出口膨胀和内应力以及确保制品尺寸的准确性
出口膨化效应的机理
(1)粘弹性液体的正应力(法向应力)
粘弹性液体流动,P11—P22>0,正应力差使液体流出管口后,在垂直于流动方向上膨胀。
正应力差愈大,膨胀愈严重。
2)大分子流动过程中的伸展取向
在收敛流动和剪切流动中,大分子沿流动方向伸展与取向,收敛流动引起大分子产生拉伸弹性应变,剪切流动引起剪切弹性应变。
高弹形变具有可逆性,应力消除后,伸展和取向的大分子恢


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 高分子 成型 加工 复习资料 完整版 教学 教材
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 Autar评分表_精品文档.docx
Autar评分表_精品文档.docx
-
ANSYS热分析指南第三四章_精品文档.docx
 ATC中文药物列表_精品文档.xlsx
ATC中文药物列表_精品文档.xlsx
-
Brunnstrom量表及Fugl-meyer评定法_精品文档.doc
-
Barthel指数评定量表原表_精品文档.doc
-
A院领导评价医疗质量改进意见的成效1_精品文档.doc
-
BTL-SL物理疗法病症表汉英对应表_精品文档.doc
-
Carroll上肢功能测试_精品文档.doc
-
BIPAP呼吸机治疗老年肺性脑病患者的观察及护理_精品文档.docx
-
BE豁免指导原则_精品文档.docx
-
CFDA医院制剂管理细则_精品文档.doc
-
B-2多功能高频手术器_精品文档.doc
-
C1-1单病种质量控制指标_精品文档.doc
-
C1医疗技术及风险管理档案_精品文档.doc
-
Braden压疮评分表_精品文档.docx
-
cener商业模式研究_精品文档.doc
-
GMP自检检查表物料_精品文档.doc
-
GNC最新保健品详细产品介绍大全_精品文档.docx
-
GSP质量风险排查与评估报告_精品文档.doc
-
GMP认证文件偏差中英文_精品文档.doc
-
GMP附录_精品文档.doc
-
GSP药品批发企业各部门度全年质量管理方针目标展开图_精品文档.docx
-
GSP认证全体员工必须掌握的知识_精品文档.doc
-
GSP认证现场检查指导原则_精品文档.doc
-
Hachinski缺血量表_精品文档.doc
-
GSP认证药品养护管理知识汇总_精品文档.doc
-
GSP认证材料申报模板_精品文档.doc
-
G试验和GM实验的区别及其临床意义_精品文档.doc
-
GSP检查员对行政人力资源部负责人现场提问_精品文档.doc
-
HGPH2-4手性药物质量控制研究技术指导原则_精品文档.doc
-
ICU中血液净化的应用指南_精品文档.docx
-
GSP现场检查操作方法批发内控安徽省_精品文档.doc
-
实用的我心中的好老师演讲稿四篇.docx
-
K12学习土力学教案.docx
-
Unit3 Im more outing than my sister.docx
-
轨枕模具作业指导书.docx
-
收银员年度工作总结范文六篇.docx
-
WLAN基本技术及组网分析.docx
-
移动智能终端在燃气企业信息化管理的应用.docx
-
河北版六年级科学上册教案全集.docx
-
水浒传人物性格分析.docx
-
八年级物理下册期末考试题.docx
-
湖南省首台套重大技术装备认定及奖励实施办法附件.docx
-
苏教版八年级英语上单词表默写.docx
-
英文演讲稿的正确格式5篇.docx
-
北京师大附中高一下期末英语.docx
-
机械加工设备试题.docx
-
调度自动化管理及电力通信管理.docx
-
有关留守儿童英文论文.docx
-
部编版五年级上册《父爱之舟》优选教学设计.docx
-
推荐语写法教学提纲.docx
