 塑料材质知识全套整合Word文档格式.docx
塑料材质知识全套整合Word文档格式.docx
- 文档编号:13911259
- 上传时间:2022-10-15
- 格式:DOCX
- 页数:18
- 大小:23.94KB
塑料材质知识全套整合Word文档格式.docx
《塑料材质知识全套整合Word文档格式.docx》由会员分享,可在线阅读,更多相关《塑料材质知识全套整合Word文档格式.docx(18页珍藏版)》请在冰豆网上搜索。
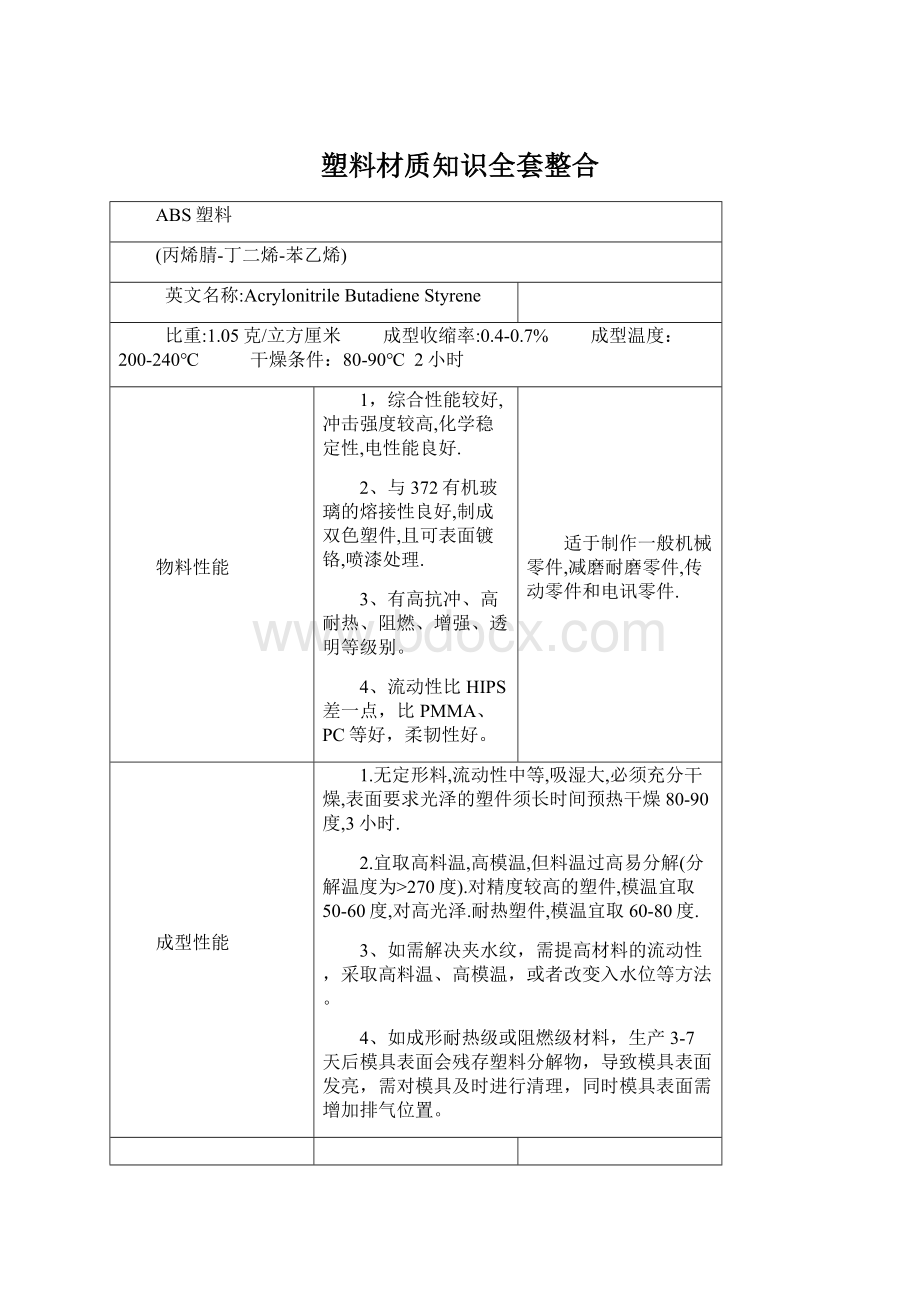
物料性能
1,综合性能较好,冲击强度较高,化学稳定性,电性能良好.
2、与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理.
3、有高抗冲、高耐热、阻燃、增强、透明等级别。
4、流动性比HIPS差一点,比PMMA、PC等好,柔韧性好。
适于制作一般机械零件,减磨耐磨零件,传动零件和电讯零件.
成型性能
1.无定形料,流动性中等,吸湿大,必须充分干燥,表面要求光泽的塑件须长时间预热干燥80-90度,3小时.
2.宜取高料温,高模温,但料温过高易分解(分解温度为>
270度).对精度较高的塑件,模温宜取50-60度,对高光泽.耐热塑件,模温宜取60-80度.
3、如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法。
4、如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,需对模具及时进行清理,同时模具表面需增加排气位置。
PS塑料
(聚苯乙烯)
Polystyrene
0.6-0.8%
170-250℃
---
电绝缘性(尤其高频绝缘性)优良,无色透明,透光率仅次于有机玻璃,着色性耐水性,化学稳定性良好,.强度一般,但质脆,易产生应力脆裂,不耐苯.汽油等有机溶剂.
适于制作绝缘透明件.装饰件及化学仪器.光学仪器等零件.
1.无定形料,吸湿小,不须充分干燥,不易分解,但热膨胀系数大,易产生内应力.流动性较好,可用螺杆或柱塞式注射机成型.
2.宜用高料温,高模温,低注射压力,延长注射时间有利于降低内应力,防止缩孔.变形.
3.可用各种形式浇口,浇口与塑件圆弧连接,以免去处浇口时损坏塑件.脱模斜度大,顶出均匀.塑件壁厚均匀,最好不带镶件,如有镶件应预热.
PMMA塑料(有机玻璃)
(聚甲基丙烯酸甲脂)
PolymethylMethacrylate
1.18克/立方厘米
0.5-0.7%
160-230℃
70-90℃
4小时
透明性极好,强度较高,有一定的耐热耐寒性,耐腐蚀,绝缘性良好,综合性能超过聚苯乙烯,但质脆,易熔于有机溶剂,如作透光材料,其表面硬度稍低,容易擦花.
适于制作透明绝缘零件和强度一般的零件.
1.无定形料,吸湿大,需干燥,不易分解,流动性中等,易发生填充不良,粘模,收缩,熔接痕等.
2.宜高压注射,在不出现缺陷的条件下取高料温,高模温,以增加流动性,降低内应力,改善透明性及强度.模具浇注系统表面应光洁,脱模斜度大,顶出均匀.同时设排气口,以防出现起泡.
POM塑料
(聚甲醛)
英文名称:
Polyoxymethylene(Polyformaldehyde)
比重:
1.41-1.43克/立方厘米
1.2-3.0%
170-200℃
综合性能较好,强度、刚度高,减磨耐磨性好,吸水小,尺寸稳定性好,但热稳定性差,易燃烧,在大气中暴晒易老化。
适于制作减磨耐磨零件,传动零件,以及化工,仪表等零件
1.结晶料,熔融范围窄,熔融和凝固快,料温稍低于熔融温度即发生结晶。
流动性中等。
吸湿小,可不经干燥处理。
2.摩擦系数低,弹性好,塑件表面易产生皱纹花样的表面缺陷。
3.极易分解,分解温度为240度。
分解时有刺激性和腐蚀性气体发生。
故模具钢材宜选用耐腐蚀性的材料制作。
PP塑料
(聚丙烯)
Polypropylene
0.9-0.91克/立方厘米
1.0-2.5%
160-220℃
密度小,强度刚度,硬度耐热性均优于低压聚乙烯,可在100度左右使用.具有良好的电性能和高频绝缘性不受湿度影响,但低温时变脆,不耐模易老化.
适于制作一般机械零件,耐腐蚀零件和绝缘零件
1.结晶料,吸湿性小,易发生融体破裂,长期与热金属接触易分解.
2.流动性好,但收缩范围及收缩值大,易发生缩孔.凹痕,变形.
3.冷却速度快,浇注系统及冷却系统应缓慢散热,并注意控制成型温度.料温低方向方向性明显.低温高压时尤其明显,模具温度低于50度时,塑件不光滑,易产生熔接不良,留痕,90度以上易发生翘曲变形
4.塑料壁厚须均匀,避免缺胶,尖角,以防应力集中.
PE塑料
(聚乙烯)
Polyethylene
0.94-0.96克/立方厘米
1.5-3.6%
140-220℃
耐腐蚀性,电绝缘性(尤其高频绝缘性)优良,可以氯化,辐照改性,可用玻璃纤维增强.低压聚乙烯的熔点,刚性,硬度和强度较高,吸水性小,有良好的电性能和耐辐射性;
高压聚乙烯的柔软性,伸长率,冲击强度和渗透性较好;
超高分子量聚乙烯冲击强度高,耐疲劳,耐磨.
低压聚乙烯适于制作耐腐蚀零件和绝缘零件;
高压聚乙烯适于制作薄膜等;
超高分子量聚乙烯适于制作减震,耐磨及传动零件.
1.结晶料,吸湿小,不须充分干燥,流动性极好流动性对压力敏感,成型时宜用高压注射,料温均匀,填充速度快,保压充分.不宜用直接浇口,以防收缩不均,内应力增大.注意选择浇口位置,防止产生缩孔和变形.
2.收缩范围和收缩值大,方向性明显,易变形翘曲.冷却速度宜慢,模具设冷料穴,并有冷却系统.
3.加热时间不宜过长,否则会发生分解,灼伤.
4.软质塑件有较浅的侧凹槽时,可强行脱模.
5.可能发生融体破裂,不宜与有机溶剂接触,以防开裂.
聚氯乙烯PVC
Poly(VinylChloride)
1.38克/立方厘米
0.6-1.5%
160-190℃
力学性能,电性能优良,耐酸碱力极强,化学稳定性好,但软化点低.
适于制作薄板,电线电缆绝缘层,密封件等.
1.无定形料,吸湿小,流动性差.为了提高流动性,防止发生气泡,塑料可预先干燥.模具浇注系统宜粗短,浇口截面宜大,不得有死角.模具须冷却,表面镀铬.
2.极易分解,在200度温度下与钢.铜接触更易分解,分解时逸出腐蚀.刺激性气体.成型温度范围小.
3.采用螺杆式注射机喷嘴时,孔径宜大,以防死角滞料.好不带镶件,如有镶件应预热.
PA塑料(尼龙)
(聚酰胺)
Polyamide
PA6-1.14克/立方厘米
PA66-1.15克/立方厘米
PA1010-1.05克/立方厘米
PA6-0.8-2.5%
PA66-1.5-2.2%
220-300℃
100-110℃
12小时
坚韧,耐磨,耐油,耐水,抗酶菌,但吸水大.
尼龙6弹性好,冲击强度高,吸水较大
尼龙66性能优于尼龙6,强度高,耐磨性好
尼龙610与尼龙66相似,但吸水小,刚度低
尼龙1010半透明,吸水小,耐寒性较好
适于制作一般机械零件,减磨耐磨零件,传动零件,以及化工,电器,仪表等零件
1.结晶料,熔点较高熔融温度范围窄,热稳定性差,料温超过300度、滞留时间超过30min即分解。
较易吸湿,需干燥,含水量不得超过0.3%.
2.流动性好,易溢料。
宜用自锁时喷嘴,并应加热。
3.成型收缩范围及收缩率大,方向性明显,易发生缩孔、变形等。
4.模温按塑件壁厚在20-90度范围内选取,注射压力按注射机类型、料温、塑件形状尺寸、模具浇注系统选定,成型周期按塑件壁厚选定。
树脂粘度小时,注射、冷却时间应取长,并用白油作脱模剂。
5.模具浇注系统的形式和尺寸,增大流道和浇口尺寸可减少缩水。
PC塑料
(聚碳酸脂)
Polycarbonate
1.18-1.20克/立方厘米
0.5-0.8%
230-320℃
110-120℃
8小时
冲击强度高,尺寸稳定性好,无色透明,着色性好,电绝缘性、耐腐蚀性、耐磨性好,但自润滑性差,有应力开裂倾向,高温易水解,与其它树脂相溶性差。
适于制作仪表小零件、绝缘透明件和耐冲击零件
1.无定形料,热稳定性好,成型温度范围宽,流动性差。
吸湿小,但对水敏感,须经干燥处理。
成型收缩率小,易发生熔融开裂和应力集中,故应严格控制成型条件,塑件须经退火处理。
2.熔融温度高,粘度高,大于200g的塑件,宜用加热式的延伸喷嘴。
3.冷却速度快,模具浇注系统以粗、短为原则,宜设冷料井,浇口宜取大,模具宜加热。
4.料温过低会造成缺料,塑件无光泽,料温过高易溢边,塑件起泡。
模温低时收缩率、伸长率、抗冲击强度高,抗弯、抗压、抗张强度低。
模温超过120度时塑件冷却慢,易变形粘模
PPO塑料(MPPO)
(聚苯醚)
poly(phenyleneoxide)
1.07克/立方厘米
0.3-0.8%
260-290℃
130℃
1、为白色颗粒。
综合性能良好,可在120度蒸汽中使用,电绝缘性好,吸水小,但有应力开裂倾向。
改性聚苯醚可消除应力开裂。
2、有突出的电绝缘性和耐水性优异,尺寸稳定性好。
其介电性能居塑料的首位。
3、MPPO为PPO与HIPS共混制得的改性材料,目前市面上的材料均为此种材料。
4、有较高的耐热性,玻璃化温度211度,熔点268度,加热至330度有分解倾向,PPO的含量越高其耐热性越好,热变形温度可达190度。
5、阻燃性良好,具有自息性,与HIPS混合后具有中等可燃性。
质轻,无毒可用于食品和药物行业。
耐光性差,长时间在阳光下使用会变色。
6、可以与ABS,HDPE,PPS,PA,HIPS、玻璃纤维等进行共混改性处理。
1、适于制作耐热件、绝缘件、减磨耐磨件、传动件、医疗及电子零件。
2、可作较高温度下使用的齿轮、风叶、阀等零件,可代替不锈钢使用。
3、可制作螺丝、紧固件及连接件。
4、电机、转子、机壳、变压器的电器零件。
1.非结晶料,吸湿小。
2.流动性差,为类似牛顿流体,粘度对温度比较敏感,制品厚度一般在0.8毫米以上。
极易分解,分解时产生腐蚀气体。
宜严格控制成型温度,模具应加热,浇注系统对料流阻力应小。
3、聚苯醚的吸水率很低0.06%左右,但微量的水分会导致产品表面出现银丝等不光滑现象,最好是作干燥处理,温度不可高出150度,否则颜色会变化。
4、聚苯醚的成型温度为280-330度,改性聚苯醚的成型温度为260


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 塑料 材质 知识 全套 整合
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 国企会计岗位笔试试题及答案解析(分享).docx
国企会计岗位笔试试题及答案解析(分享).docx
-
代办营业执照合同协议书范本模板1.docx
-
工业机械手的PLC控制.doc
-
房屋砖混结构技术标.doc
-
消防工程监理评估报告.doc
-
[精品]杨树生产及存在问题与对策.docx
-
风险管理与金融机构课后附加题参考答案(中文版).doc
-
2021年全国安全知识竞赛经典题库及答案(共260题).docx
-
建筑工程合作协议书、建筑股东合作协议书.doc
-
高中班主任教育叙事3篇.docx
-
嵌入式软件系统期末大作业.docx
-
学校心理危机事件预警及处置预案.docx
-
一年级下册数学竞赛试题精选-.doc
-
二年级音乐学科期末试卷(人教版).doc
-
平顶山学院2021年招聘辅导员试题及答案.docx
-
小学数学应用意识与应用能力的培养课题总结报告.docx
-
企业宣传片初步报价方案.docx
-
市政道路工程设计合同.doc
-
竞赛筹备方案.docx
-
两位数加减两位数不进位不退位教学设计.docx
-
高中学生因病请假制度.docx
-
某某竹木垃圾粉碎加工厂竹木秸杆废弃物粉碎加工综合利用项目建议书.docx
 行政事业单位内部审计流程图(按照新内部审计准则).xls
行政事业单位内部审计流程图(按照新内部审计准则).xls
-
三年级下册道德与法治期末测试卷附答案(完整版).docx
-
疫情期间日常消毒记录表EXCEL模板(完整版).docx
-
商业银行个人信贷操作风险防控要点及案例解析.docx
-
优秀团员、团干评选方案.docx
-
基于PLC的 双门通道控制系统设计.docx
-
《弘扬真善美》教学设计.doc
-
五年级分数计算题.docx
-
西南大学0163答案.docx
-
医院义诊制度.docx
-
机修工工作总结八篇.docx
-
海岛篝火晚会主持词.docx
-
基于单片机的病房呼叫系统设计.docx
-
急救护理常规及抢救流程.docx
-
寒假儿童关爱把爱带回家活动总结5篇.docx
-
行测资料分析练习题及答案专题.docx
-
几何公差测量试题库标注题答案.docx
-
吉他基础教程入门知识.docx
-
哈尔滨住房公积金管理办法.docx
-
计算机维护实习报告八篇.docx
-
好食用菌产业概况.docx
-
纪伯伦经典语录大全.docx
-
函数学图象的性质初中数学第六册教案九年级数学教案.docx
-
河北省廊坊市学年高一下学期期末考试生物试.docx
-
祭十二郎文文言知识点.docx
-
行政主管个人年度工作总结范文三篇.docx
-
季七年级英语下册 Unit 3 How do you get to school学案2无答案新版人教新目标版.docx
-
加油站施工方案word参考模板.docx
-
精选综合实践活动方案集合六篇.docx
