 Fanuc常用系统参数Word下载.docx
Fanuc常用系统参数Word下载.docx
- 文档编号:13709148
- 上传时间:2022-10-13
- 格式:DOCX
- 页数:12
- 大小:76.04KB
Fanuc常用系统参数Word下载.docx
《Fanuc常用系统参数Word下载.docx》由会员分享,可在线阅读,更多相关《Fanuc常用系统参数Word下载.docx(12页珍藏版)》请在冰豆网上搜索。
1006/3
DIA
指定直径/半径值编程
1006/5
ZMI
回参考点方向
1007/3
RAA
回转轴的转向(与1008/1:
RAB合用)
1008/0
ROA
回转轴的循环功能
1008/1
RAB
绝对回转指令时,是否近距回转
1008/2
RRL
相对回转指令时是否规算
1260
回转轴一转的回转量
1010
CNC的控制轴数(不包括PMC轴)
1020
各轴的编程轴名
1022
基本坐标系的轴指定
1023
各轴的伺服轴号
1410
空运行速度
1420
快速移动(G00)速度
1421
快速移动倍率的低速(Fo)
1422
最高进给速度允许值(所有轴一样)
1423
最高进给速度允许值(各轴分别设)
1424
手动快速移动速度
1425
回参考点的慢速
FL
1620
快速移动G00时直线加减速时间常数
1622
切削进给时指数加减速时间常数
1624
JOG方式的指数加减速时间常数
1626
螺纹切削时的加减速时间常数
1815/1
OPT
用分离型编码器
1815/5
APC
用绝对位置编码器
1816/4,5,6
DM1--3
检测倍乘比DMR
1820
指令倍乘比CMR
1819/0
FUP
位置跟踪功能生效
1825
位置环伺服增益
1826
到位宽度
1828
运动时的允许位置误差
1829
停止时的允许位置误差
1850
参考点的栅格偏移量
1851
反向间隙补偿量
1852
快速移动时的反向间隙补偿量
1800/4
RBK
进给/快移时反向间补量分开
4.坐标系参数
1201/0
ZPR
手动回零点后自动设定工件坐标系
1250
自动设定工件坐标系的坐标值
1201/2
ZCL
手动回零点后是否取消局部坐标系
1202/3
RLC
复位时是否取消局部坐标系
1240
第一参考点的坐标值
1241
第二参考点的坐标值
1242
第三参考点的坐标值
1243
第四参考点的坐标值
5.行程限位参数
1300/0
OUT
第二行程限位的禁止区(内/外)
1320
第一行程限位的正向值
1322
第一行程限位的反向值
1323
第二行程限位的正向值
1324
第二行程限位的反向值
1325
第三行程限位的正向值
1321
第三行程限位的反向值
6.DI/DO参数
3003/0
ITL
互锁信号的生效
3003/2
ITX
各轴互锁信号的生效
3003/3
DIT
各轴各方向互锁信号的生效
作者:
wqm8181
2006-12-14
19:
51
回复此发言
--------------------------------------------------------------------------------
2
Fanuc系统参数
3004/5
OTH
超程限位信号的检测
3010
MF,SF,TF,BF滞后的时间
3011
FIN宽度
3017
RST信号的输出时间
3030
M代码位数
3031
S
代码位数
3032
T代码位数
3033
B代码位数
7.显示和编辑
3102/3
CHI
汉字显示
3104/3
PPD
自动设坐标系时相对坐标系清零
3104/4
DRL
相对位置显示是否包括刀长补偿量
3104/5
DRC
相对位置显示是否包括刀径补偿量
3104/6
绝对位置显示是否包括刀长补偿量
3104/7
DAC
绝对位置显示是否包括刀径补偿量
3105/0
DPF
显示实际进给速度
3105/
DPS
显示实际主轴速度和T代码
3106/4
OPH
显示操作履历
3106/5
SOV
显示主轴倍率值
3106/7
OHS
操作履历采样
3107/4
SOR
程序目录按程序序号显示
3107/5
DMN
显示G代码菜单
3109/1
DWT
几何/磨损补偿显示G/W
3111/0
SVS
显示伺服设定画面
3111/1
SPS
显示主轴调整画面
3111/5
OPM
显示操作监控画面
3111/6
OPS
操作监控画面显示主轴和电机的速度
3111/7
NPA
报警时转到报警画面
3112/0
SGD
波形诊断显示生效(程序图形显示无效)
3112/5
操作履历记录生效
3122
操作履历画面上的时间间隔
3203/7
MCL
MDI方式编辑的程序是否能保留
3290/0
WOF
用MDI键输入刀偏量
3290/2
MCV
用MDI键输入宏程序变量
3290/3
WZO
用MDI键输入工件零点偏移量
3290/4
IWZ
用MDI键输入工件零点偏移量(自动方式)
3290/7
KEY
程序和数据的保护键
8.编程参数
3202/0
NE8
O8000—8999程序的保护
3202/4
NE9
O9000—9999程序的保护
3401/0
DPI
小数点的含义
3401/4
MAB
MDI方式G90/G91的切换
3401/5
ABS
MDI方式用该参数切换G90/G91
9.螺距误差补偿
3620
各轴参考点的补偿号
3621
负方向的最小补偿点号
3622
正方向的最大补偿点号
3623
螺补量比率
3624
螺补间隔
10.刀具补偿
G,W分开
MDI设磨损值
3290/1
GOF
MDI设几何值
5001/0
TCL
刀长补偿A,B,C
5001/1
TLB
刀长补偿轴
5001/2
OFH
补偿号地址D,H
5001/5
TPH
G45-G48的补偿号地址D,H
5002/0
LD1
刀补值为刀号的哪位数
5002/1
LGN
几何补偿的补偿号
5002/5
LGC
几何补偿的删除
5002/7
WNP
刀尖半径补偿号的指定
5003/6
LVC/LVK
复位时删除刀偏量
5003/7
TGC
复位时删除几何补偿量(#5003/6=1)
5004/1
ORC
刀偏值半径/直径指定
5005/2
PRC
直接输入刀补值用PRC信号
5006/0
OIM
公/英制单位转换时自动转换刀补值
5013
最大的磨损补偿值
5014
最大的磨损补偿增量值
11.主轴参数
3701/1
ISI
使用串行主轴
3701/4
SS2
用第二串行主轴
3705/0
ESF
S和SF的输出
3705/1
GST
SOR信号用于换挡/定向
3705/2
SGB
换挡方法A,B
3705/4
EVS
3706/4
GTT
主轴速度挡数(T/M型)
3706/6,7
CWM/TCW
M03/M04的极性
3708/0
SAR
检查主轴速度到达信号
3708/1
SAT
螺纹切削开始检查SAR
3730
主轴模拟输出的增益调整
3731
主轴模拟输出时电压偏移的补偿
3732
定向/换挡的主轴速度
3735
主轴电机的允许最低速度
3736
3740
检查SAR的延时时间
3741
第一挡主轴最高速度
3742
第二挡主轴最高速度
3743
第三挡主轴最高速度
3744
第四挡主轴最高速度
3751
第一至第二挡的切换速度
3752
第二至第三挡的切换速度
3771
G96的最低主轴速度
3772
最高主轴速度
4019/7
主轴电机初始化
3
4133
主轴电机代码
12.其它
6510
图形显示的绘图坐标系
7110
手摇脉冲发生器的个数
7113
手脉的倍比m
7114
手脉的倍比n
13.0i系统的有关参数
8130
总控制轴数
8131/0
HPG
使用手摇脉冲发生器
8132/0
TLF
刀具寿命管理功能
8132/3
ISC
用分度工作台
8133/0
SSC
G96功能生效
8134/0
IAP
图形功能生效
二.0系统参数
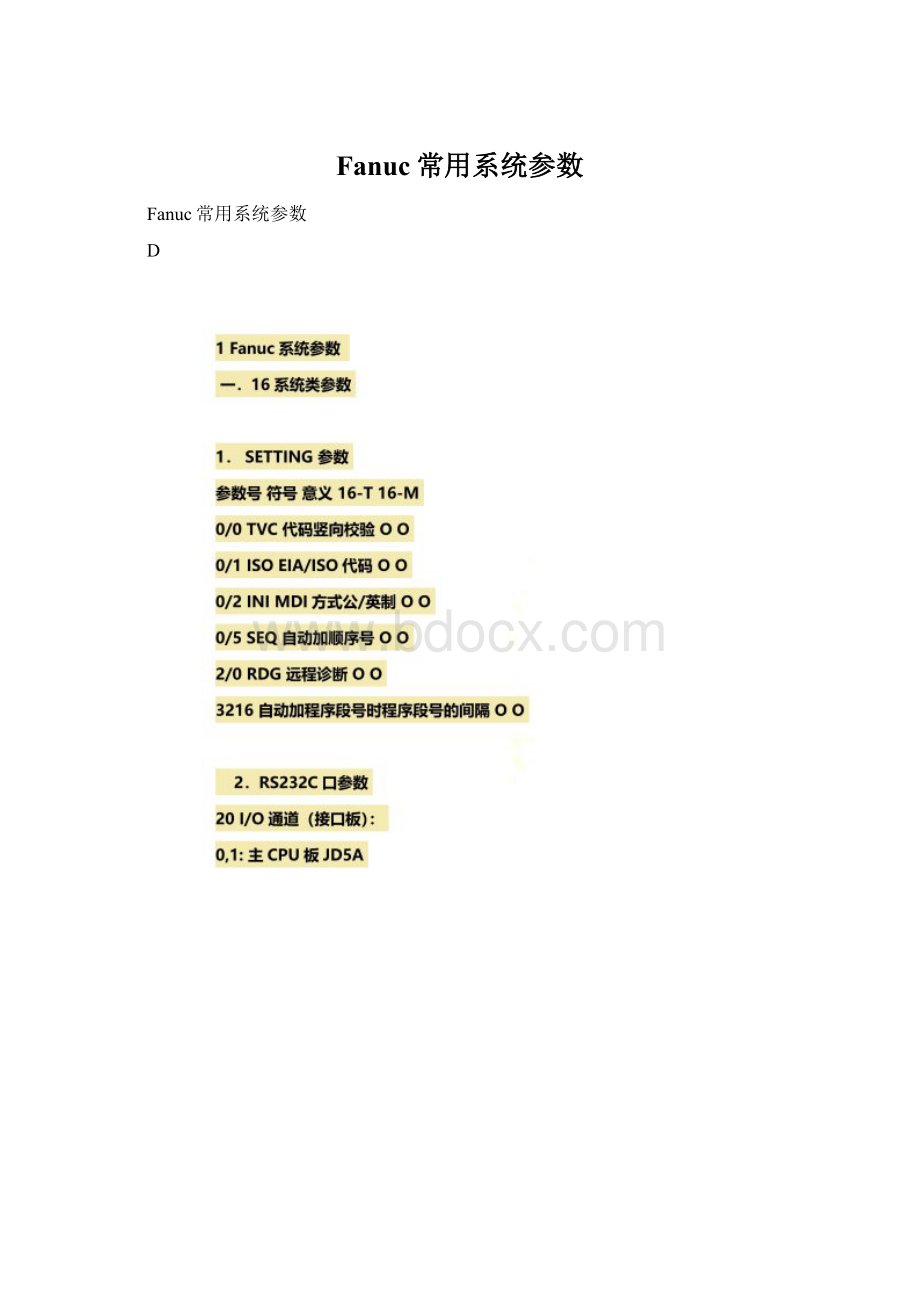
1.SETTING
参数
参数号
符号
意义
0-T
0-M
0000
PWE
参数写入
TVON
代码竖向校验
ISO
EIA/ISO代码
INCH
MDI方式公/英制
RS-232C口
SEQ
自动加顺序号
2.RS232C口参数


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- Fanuc 常用 系统 参数
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 12处方点评管理规范实施细则_精品文档.doc
12处方点评管理规范实施细则_精品文档.doc
-
12核心制度竞赛题库_精品文档.doc
-
12新医疗技术准入制度_精品文档.docx
-
12月份医务科质控通报_精品文档.doc
-
12项基本公共卫生服务项目_精品文档.docx
-
12月环境卫生学监测方法考核试题_精品文档.doc
-
13双重预防体系风险评价制度及准则_精品文档.doc
-
12种不能忽视的可能的心脏病症状_精品文档.doc
-
13检验科“三基”考试试卷_精品文档.doc
-
14以预防为先导_精品文档.doc
-
12高危药品分级管理制度及目录_精品文档.doc
-
13个病种中医护理方案_精品文档.docx
-
16检验科应对突发事件应急预案_精品文档.docx
-
12急救药品管理制度_精品文档.doc
 17种抗癌药纳入国家基本医疗保险工伤保险和生育保险药品目录_精品文档.xls
17种抗癌药纳入国家基本医疗保险工伤保险和生育保险药品目录_精品文档.xls
-
14医疗器械召回程序_精品文档.wps
-
13医用耗材库房管理制度_精品文档.doc
-
136个幼儿园英语课堂游戏_精品文档.docx
-
12经络彩图_精品文档.doc
-
151颅脑损伤恢复期康复临床路径_精品文档.doc
-
14项护理核心制度_精品文档.doc
-
12检验科化学危险物品使用准则_精品文档.doc
-
15-消化内镜手术分级目录_精品文档.xls
-
13术前讨论记录本模板_精品文档.doc
-
17-下腰痛评估表JOAVAPS_精品文档.doc
-
12项基本公共卫生服务流程图_精品文档.doc
-
13中国髋膝关节置换的现状及展望_精品文档.docx
-
14种最迷惑人的癌症前兆_精品文档.docx
-
17消毒供应室医院感染管理制度_精品文档.doc
-
15附加住院津贴保险条款的费率-人保财险备-健康附号_精品文档.doc
-
19陕西省崔家沟监狱罪犯医疗防疫总站突发事件预案_精品文档.doc
-
20项护理技术操作规程及评分标准_精品文档.doc
-
植树节的诗歌《我和杨树一起长大》doc.docx
-
最新版新希望荣昌担保项目可行性研究报告及项目策划书.docx
-
单排脚手架横杆与立杆连接方式为单扣件连墙件扣件讲课稿.docx
-
76第六节 脚手架工程施工方案.docx
-
铁路车站课程设计详细.docx
-
关于书籍的名人名言340条.docx
-
管委会办公室工作总结.docx
-
最新人教版小学六年级数学下册第三单元比例教学案导学案.docx
-
1500字厨师实习报告.docx
-
商场十一国庆节促销活动详细方案.docx
-
最新苏教版三年级下册科学教案.docx
-
中国四大电信运营商融资策略的对比分析.docx
-
项目产品市场和企业竞争力.docx
-
社会学概论.docx
-
精版赣南脐橙电子商务网络市场推广营销策划书.docx
-
湖南省常德市石门一中学年高一上学期期中化学试题.docx
-
体育科目技能大赛方案.docx
-
100 组极易混淆的音近.docx
-
供电所长专业技术总结.docx
