 刀具主要几何角度及选择文档格式.docx
刀具主要几何角度及选择文档格式.docx
- 文档编号:13694093
- 上传时间:2022-10-12
- 格式:DOCX
- 页数:7
- 大小:107.91KB
刀具主要几何角度及选择文档格式.docx
《刀具主要几何角度及选择文档格式.docx》由会员分享,可在线阅读,更多相关《刀具主要几何角度及选择文档格式.docx(7页珍藏版)》请在冰豆网上搜索。
1.车刀切削部分的组成
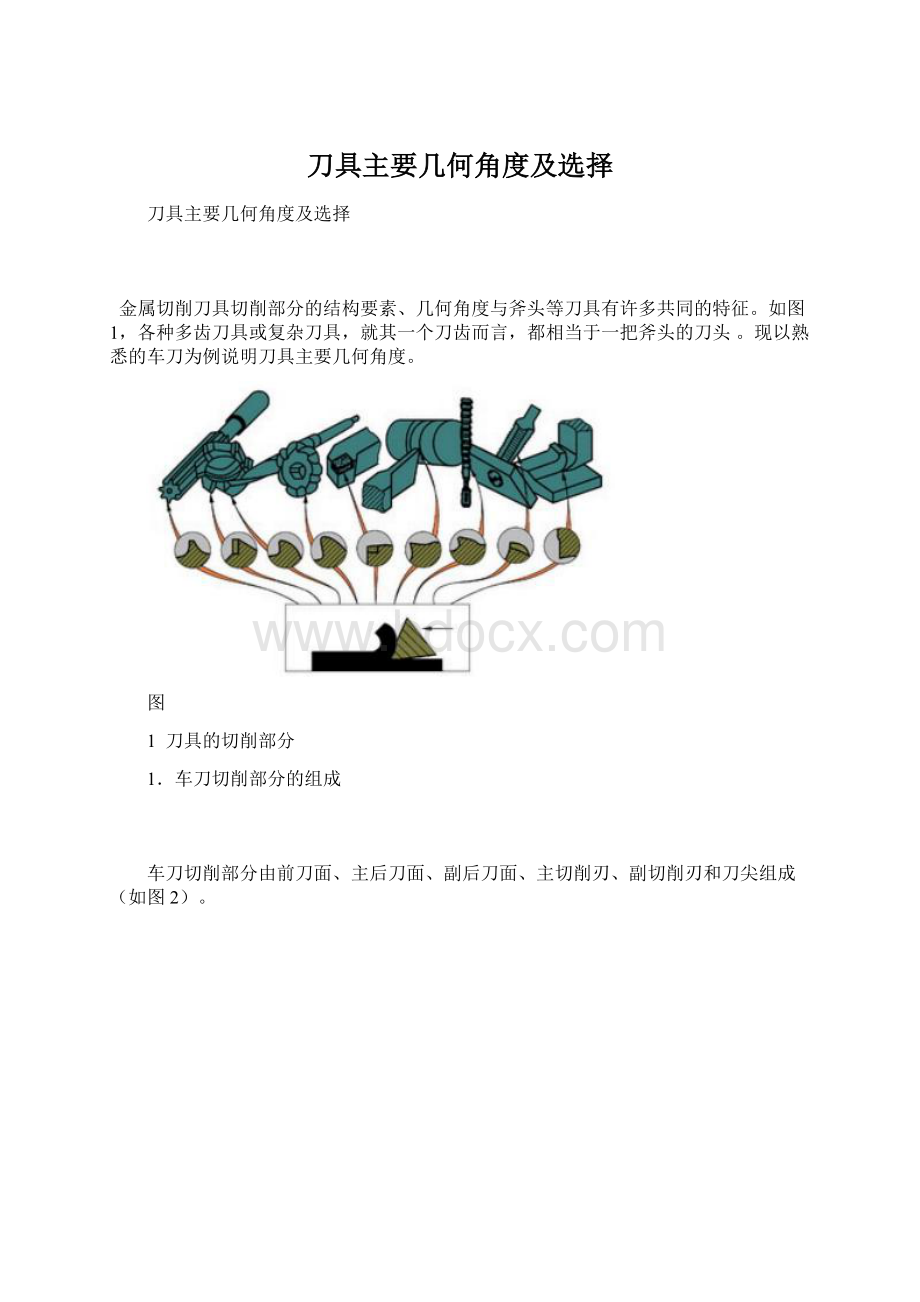
车刀切削部分由前刀面、主后刀面、副后刀面、主切削刃、副切削刃和刀尖组成(如图2)。
图2
硬质合金外园车刀
(1)前刀面
刀具上切屑流过的表面。
(2)主后刀面
刀具上与工件上的加工表面相对着并且相互作用的表面,称为主后刀面。
(3)副后刀面
刀具上与工件上的已加工表面相对着并且相互作用的表面,称为副后刀面。
(4)主切削刃
刀具上前刀面与主后刀面的交线称为主切削刃。
(5)副切削刃
刀具上前刀面与副后刀面的交线称为副切削刃。
(6)刀尖
主切削刃与副切削刃的交点称为刀尖。
刀尖实际是一小段曲线或直线,称修圆刀尖和倒角刀尖。
2.车刀切削部分的主要角度
(1)测量车刀切削角度的辅助平面
图3
测量车刀的辅助平面
为了确定和测量车刀的几何角度,需要选取三个辅助平面作为基准,这三个辅助平面是切削平面、基面和正交平面,如图3所示。
1)切削平面Ps
切削平面是切于主切削刃某一选定点并垂直于刀杆底平面的平面。
2)基面Pr
基面是过主切削刃某一选定点并平行于刀杆底面的平面。
3)正交平面P0
主剖面是垂直于切削平面又垂直于基面的平面。
可见这三个坐标平面相互垂直,构成一个空间直角坐标系。
图4车刀的主要角度
(2)车刀的主要几何及其选择
1)前角
前角
在正交平面内测量的前刀面与基面间的夹角。
前角的正负方向按图示规定表示,即刀具前刀面在基面之下时为正前角,刀具前刀面在基面之上时为负前角。
前角一般在-5°
~25°
之间选取。
前角选择的原则:
前角的大小主要解决刀头的坚固性与锋利性的矛盾。
因此首先要根据加工材料的硬度来选择前角。
加工材料的硬度高,前角取小值,反之取大值。
其次要根据加工性质来考虑前角的大小,粗加工时前角要取小值,精加工时前角应取大值。
2)后角
在正交平面内测量的主后刀面与切削平面间的夹角。
后角不能为零度或负值,一般在6°
~12°
后角选择的原则:
首先考虑加工性质。
精加工时,后角取大值,粗加工时,后角取小值。
其次考虑加工材料的硬度,加工材料硬度高,主后角取小值,以增强刀头的坚固性;
反之,后角应取小值。
3)主偏角
在基面内测量的主切削刃在基面上的投影与进给运动方向的夹角。
主偏角一般在30°
~90°
主偏角的选用原则:
首先考虑车床、夹具和刀具组成的车工工艺系统的刚性,如车工工艺系统刚性好,主偏角应取小值,这样有利于提高车刀使用寿命和改善散热条件及表面粗造度。
其次要考虑加工工件的几何形状,当加工台阶时,主偏角应取90°
,加工中间切入的工件,主偏角一般取60°
。
图5
刃倾角的符号
4)副偏角
在基面内测量的副切削刃在基面上的投影与进给运动反方向的夹角。
副偏角一般为正值。
副偏角的选择原则:
首先考虑车刀、工件和夹具有足够的刚性,才能减小副偏角;
反之,应取大值;
其次,考虑加工性质,粗加工时,副偏角可取10°
~15°
,粗加工时,副偏角可取5°
左右。
5)刃倾角λs
在切削平面内测量的主切削刃与基面间的夹角。
当主切削刃呈水平时,λs=0°
;
刀尖为主切刃上最高点时,λs>0°
刀尖为主切削刃上最低点时,λs<0°
(如图5所示)。
刃倾角一般在-10°
~5°
刃倾角的选择原则:
主要看加工性质,粗加工时,工件对车刀冲击大,λs≥0°
,精加工时,工件对车刀冲击力小,λs≤0°
,一般取λs=0°
感谢下载!
欢迎您的下载,资料仅供参考


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 刀具 主要 几何 角度 选择
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 (完整word版)信息论与编码期末考试题----学生复习用.doc
(完整word版)信息论与编码期末考试题----学生复习用.doc
-
(完整)六年级上册几何图形题.docx
-
(完整)储罐防腐施工方案.doc
-
(完整word版)公务员录用体检表.doc
-
(完整)八年级上册几何证明题专项练习.doc
-
(决策管理)投资决策委员会实施细则.doc
-
(完整)四年级上册口算、竖式计算、脱式计算.doc
-
(压轴题)初中物理八年级上册第一章《机械运动》检测(含答案解析)(2).doc
-
(完整)小学三年级心理健康教案.doc
-
(完整)初中文言文翻译技巧.doc
-
(名师整理)语文中考《骆驼祥子》名著导读优秀教案.docx
-
(完整word版)偏旁部首名称大全.doc
-
(人教PEP)五年级英语竞赛试题及答案.doc
-
(完整)山东省普通高中学生综合素质评价信息管理系统操作手册学生用户手册.doc
-
(完整word版)体育课教案模板.doc
-
(住宅楼方案)房屋建筑学课程设计说明书.doc
-
(完整word版)《分数的意义》优秀教学设计(公开课).doc
-
(完整word版)安全生产标准化实施方案.doc
-
(完整)初中生人物形象分析常用词汇.doc
-
(完整版)借用公司资质协议.doc
-
(完整word版)仙剑奇侠传三图文攻略(最详细版).doc
-
(完整word版)历年陕西省专升本英语真题(答案解析超全).doc
-
(完整)四年级四则混合运算训练题100道.doc
-
(完整word版)学校团总支部换届选举方案.doc
-
(完整word版)安全标准化绩效评定计划.doc
-
(完整)分布式光伏发电项目施工组织设计.doc
-
(完整版)埋地塑料管结构环刚度计算.doc
-
(完整版)国家农业产业强镇示范建设实施方案.doc
-
(完整版)八年级数学上几何典型试题及答案.doc
-
(完整版)六年级音乐下册人音版理论知识梳理.doc
-
(完整版)囚徒健身图文教程和计划表(完美打印版).doc
 (完整版)固定资产盘点表.xls
(完整版)固定资产盘点表.xls
-
土木工程材料复习资料doc.docx
-
精编人教版二年级数学下册暑假作业35.docx
-
精品工作总结范文骨干教师青年教师培训总结.docx
-
推荐幼儿园美术教研活动总结.docx
-
娃哈哈营销策划书的例子工作范文.docx
-
精选七年级英语下学期开学摸底考试试题.docx
-
竞选演讲稿结尾三篇.docx
-
九年级上册语文教材知识汇总.docx
-
九月季第1周方案A解析版.docx
-
完整版《傅雷家书》名著阅读笔记及解析.docx
-
开盘活动策划方案.docx
-
完整版最新高层住宅项目建筑工程施工组织设计方案.docx
-
微机课程设计直流电机.docx
-
微文化传播对大学生媒介素养的影响研究论文.docx
-
围墙施工组织设计.docx
-
励志收破烂17年如今要当律师北京保安 5000字.docx
-
炼焦厂推焦车司机岗位技术操作规程最全.docx
-
辽宁省锦州市中考语文试题参考答案及评分标准.docx
-
凌河小学二年级校本教材下 文档.docx
