 压力钢管制作安装教材Word文档格式.docx
压力钢管制作安装教材Word文档格式.docx
- 文档编号:13649316
- 上传时间:2022-10-12
- 格式:DOCX
- 页数:26
- 大小:185.08KB
压力钢管制作安装教材Word文档格式.docx
《压力钢管制作安装教材Word文档格式.docx》由会员分享,可在线阅读,更多相关《压力钢管制作安装教材Word文档格式.docx(26页珍藏版)》请在冰豆网上搜索。
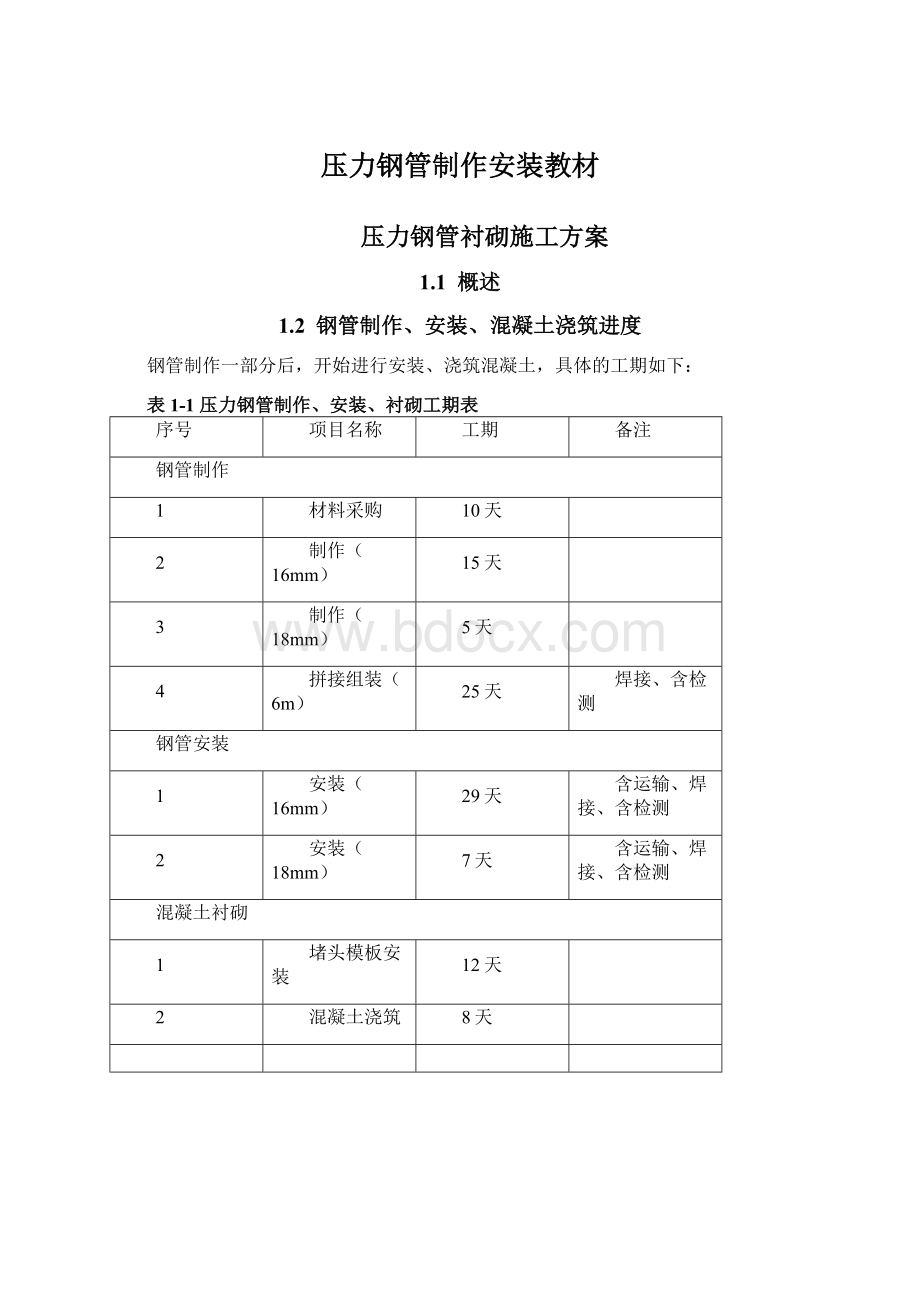
29天
含运输、焊接、含检测
安装(18mm)
7天
混凝土衬砌
堵头模板安装
12天
混凝土浇筑
8天
1.3制作、安装、衬砌设备及人员配置
1.3.1.1施工设备配置
根据八大石水库工程压力钢管制作、安装、衬砌施工进度安排所要求达到的制作、安装、衬砌强度及本工程施工特点,我施工单位将主要配备以下设备,分别见表1-2、表1-3、表1-4。
表1-1制作设备配置表
设备名称
型号规格
主要技术性能
数量
一、起重运输设备
汽车吊
25T
二、防腐设备
喷砂机
PMR
空压机
250L
高压无气喷涂机
GBQ6C
三、机加工、锻压设备
油压机
350吨
三辊卷扳机
30×
3000mm
最大卷板厚度30mm,宽度3000mm
四、切割、焊接、加热设备
半自动切割机
CG1-30
逆变焊机
ZX7-400
8
空气等离子切割机
LGK8—100
10
碳弧气刨装置
ZX7-630
5
埋弧焊焊机
MZS1-1000
6
焊条保温柜
7
焊条烘烤箱
FN202-4
红外线加热器
10kw
若干
五、检测仪器
水准仪
DSZ32
精度1.5mm
全站仪
GPT—3002LNG
超声波探伤仪
CTS-26
表1-2表1-3安装设备配置表
共用
载重汽车
20T
卷扬机
5T
移动小台车
40T
二、切割、焊接、加热设备
可手工焊
三、检测仪器
表1-3表1-4衬砌设备配置表
一、混凝土拌合、运输设备
混凝土拌和机
1m3
1
装载机
徐工50
潜水泵
7.5KW
砼罐车
10m3
输送泵
HBT60C
二、模板加工、安装、混凝土振捣设备
万能木工圆锯
MJ224
木工平面刨
MB503
附着式振动器
软轴振动棒
φ30
木模板
900mm×
12mm×
1800mm
2m3
扣件
(配套架子管)
50个
木方
70cm×
4m
100根
架子管
Φ50mm,δ3.5mm
0.5T
9
角铁
∠10×
10T
1.3.1.2制造、安装、衬砌人员安排
根据压力钢管制造、安装施工进度安排所要求达到的制造、安装强度,结合以往施工经验及达到的强度,以及本工程施工特点,配备的制造、安装人员见表1-5。
表1-1制造安装人员配置表
工种名称
数量
备注
管理人员
技术人员、质量人员
含探伤人员
安全人员
未含兼职安全员
冷作工
电焊工
防腐作业人员
起重工
台车工
汽车司机
11
电工
12
辅助人员
含仓管、保卫人员等
13
混凝土工
14
模板工
合计
48
2.钢管制作、安装、衬砌方案
2.1钢管制作、安装通用技术要求
2.1.1引用标准
(1)GB699—1999《优质碳素结构钢》;
(2)GB700---2006《碳素结构钢》;
(3)GB985—1988《气焊、电弧焊及气体保护焊焊缝坡口的基本型式与尺寸》;
(4)GB986—1988《埋弧焊焊缝坡口的基本型式与尺寸》;
(5)GB3323--2005《金属熔化焊焊接接头射线照相》;
(6)GB5313--1985《厚度方向性能钢板》;
(7)GB6654--1996《压力容器用钢板》;
(8)GB8923--1988《涂装前钢材表面锈蚀等级和除锈等级》;
(9)GBll345--1989《钢焊缝手工超声波探伤方法和探伤结果分级》;
(10)GBl9189--2003《压力容器用调质高强钢》;
(11)GB/T709--2006《热轧钢板和钢带的尺寸、外形、重量及允许偏差》;
(12)GB/Tl591--2008《低合金高强度结构钢》;
(13)GB/T2970---2004《厚钢板超声波检验方法》;
(14)GB/T9445--2005《无损检测人员资格鉴定与认证》;
(15)DL5017--2007《水电水利工程压力钢管制造安装及验收规范》;
(16)DL/T679--1999《焊工技术考核规程》;
(17)DL/T5358--2006《水电水利工程金属结构设备防腐蚀技术规程》;
(18)DL/T5372—2007《水电水利工程金属结构与机电设备安装安全技术规程》;
(19)JB/T6061--2007《焊缝磁粉检验方法和缺陷痕迹的分级》;
(20)JB厂r6062--2007《焊缝渗透检验方法和缺陷痕迹的分级》;
(21)JB/T4730.3—2005《承压设备无损检测》;
(22)DL/T5144-2001《水工混凝土施工规范》;
(23)DL/T5110-2000《水利水电工程模板施工规范》;
(24)DL/T5169-2002《水工混凝土钢筋施工规范》;
(25)DL/T5173-2003《水利水电工程施工测量规范》。
2.1.2材料和外购连接件
采购的所有材料应符合施工图纸要求及现行国家标准,并附有生产厂质量证明书、说明书等技术文件。
向监理人提交生产厂的技术文件,并接受监理人的检查。
(1)钢材
l)每批钢材入库验收时,对没有产品合格证件,或标号不清,或对材质有疑问的钢材,进行复验,复验合格后才可使用。
2)所有钢板均到厂后进行抽样检验。
每批钢板抽样数量为2%,且不少于2张(调质钢、厚度大于60mm的钢板及沿厚度方向受拉的钢板应每张检验)。
若监理人认为有必要时,有权随机抽样,增加附加检验量。
发现有不合格者,再加倍抽检,如此类推。
同一牌号、同一炉罐号、同一板厚、同一热处理制度的钢板可列为一批。
钢板抽样检验项目包括表面检查、化学成分(抽检1~2炉)检查、力学性能(韧性和强度)检查等,并按JB/T4730.3一2005要求作超声波探伤检查,合格标准为高强度钢I~II级、低合金钢Ⅱ~III级、碳素钢Ⅲ~IV级。
检验成果应提交监理人。
3)沿厚度方向受拉的钢板(例如用于岔管加劲肋的钢板),按要求作厚度方向(Z向)拉伸试验(测定抗拉强度、屈服点、伸长率和断面收缩率)及硫含量检侧,试验和检测成果应提交监理人。
4)钢板应按钢种、厚度分类堆放,垫离地面,户外堆放时应架设防雨棚,防止腐蚀、污染和变形。
(2)焊接材料
1)采用的焊接材料品种与母材和焊接方法相适应,并根据工艺试验成果选定。
2)按监理人指示,对焊接材料进行抽样检验,并将检验成果提交监理人。
3)焊接材料在存放和运输过程中,应密封防潮。
存放的库房内通风良好,室温不应低于5°
C,相对湿度不应高于70%,并定时记录室温和相对湿度。
(3)外购连接件
1)外购连接件的品种、规格应符合施工图纸规定。
2)承包人若对外购连接件的品种、规格进行更改时,应向监理人提交书面申请并提交相应的生产厂技术文件。
(4)涂装材料
1)涂料。
①涂料的化学性能、黏结强度和耐久性等应满足施工图纸的要求。
②每批到货的涂料说明书内容应包括涂料特性、配比、使用设备、干硬时间、再涂时间、养护、运输和保管办法等。
③涂料选择应符合施工图纸和DL/T5358一2006第6.2节的规定。
④所有涂料必须用生产厂的原封容器。
涂料必须存放在通风条件良好的专用储室内,并采用严格的防火措施。
2.2钢管制作
2.2.1钢管制作总体方案
钢管根据设计图纸及相关标准进行分节制作。
先进行管节及加强环等附件的下料,然后进行管节的压头、卷板,吊运到组对平台上进行拼接组装(三个单节为一组进行组装),然后进行纵缝的焊接,焊后进行纵缝变形的校正,拼内支撑、加劲肋,最后进行调整单节验收。
2.2.2钢管制作主要工艺流程
根据压力钢管设计图纸及制作总体方案,其制作的工艺流程如图2-1
图2-1压力钢管制作工艺流程图
2.2.3钢管制作关键工序说明
2.2.3.1前期准备
(1)技术准备
为了保证制造工作的顺利进行,技术及制造人员充分熟悉图纸、合同有关内容,校核好图纸尺寸,并根据制造图纸、规范要求和压力钢管制造要求编制材料采购计划。
并制定合理的制造工艺流程,绘制工艺图纸,考虑好钢管下料、拼接组装、焊接、组装等工序,为后续工序的顺利完成作好准备。
(2)材料进厂检验与保管
每批钢材入库验收时,向监理人提交产品质量证明书,并接受监理人的检查,没有产品合格证件的钢材不得使用。
钢板表面不允许有裂纹、气泡、结疤、折叠和夹渣等缺陷,钢板不得有分层。
并按招标文件的要求进行抽样检验,检测结果报送监理人。
钢板按钢种、厚度分类推放,垫离地面;
户外堆放时,应架设防雨棚,防止腐蚀、污染和变形。
2.2.3.2平板、划线、切割
1)平板
钢板在使用前,检查有无急弯、卷角、扭曲等变形,假如变形会影响划线、下料、加工出现较大偏差,则对钢板进行平板矫正。
2)划线
钢板划线严格按下料工艺图要求进行,划线前应核对材质及材料规格与下料工艺图及配料图要求的是否一致。
钢板划线采用数控喷粉法和手工划线两种,所有划线只许划在钢管管壁内侧,应注意压延方向与瓦块卷板方向一致。
划线在专用划线平台上(平台经常修整平齐,确保划线准确)进行,划线按如下要求:
①划线应满足极限偏差应符合表2-1的规定的要求:
表2-1钢板划线的极限偏差
项目
极限偏差
宽度和长度
±
对角线相对差
对应边相对差
矢高(曲线部分)


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 压力 钢管 制作 安装 教材
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 国企会计岗位笔试试题及答案解析(分享).docx
国企会计岗位笔试试题及答案解析(分享).docx
-
代办营业执照合同协议书范本模板1.docx
-
工业机械手的PLC控制.doc
-
房屋砖混结构技术标.doc
-
消防工程监理评估报告.doc
-
[精品]杨树生产及存在问题与对策.docx
-
风险管理与金融机构课后附加题参考答案(中文版).doc
-
2021年全国安全知识竞赛经典题库及答案(共260题).docx
-
建筑工程合作协议书、建筑股东合作协议书.doc
-
高中班主任教育叙事3篇.docx
-
嵌入式软件系统期末大作业.docx
-
学校心理危机事件预警及处置预案.docx
-
一年级下册数学竞赛试题精选-.doc
-
二年级音乐学科期末试卷(人教版).doc
-
平顶山学院2021年招聘辅导员试题及答案.docx
-
小学数学应用意识与应用能力的培养课题总结报告.docx
-
企业宣传片初步报价方案.docx
-
市政道路工程设计合同.doc
-
竞赛筹备方案.docx
-
两位数加减两位数不进位不退位教学设计.docx
-
高中学生因病请假制度.docx
-
某某竹木垃圾粉碎加工厂竹木秸杆废弃物粉碎加工综合利用项目建议书.docx
 行政事业单位内部审计流程图(按照新内部审计准则).xls
行政事业单位内部审计流程图(按照新内部审计准则).xls
-
三年级下册道德与法治期末测试卷附答案(完整版).docx
-
疫情期间日常消毒记录表EXCEL模板(完整版).docx
-
商业银行个人信贷操作风险防控要点及案例解析.docx
-
优秀团员、团干评选方案.docx
-
基于PLC的 双门通道控制系统设计.docx
-
《弘扬真善美》教学设计.doc
-
五年级分数计算题.docx
-
西南大学0163答案.docx
-
医院义诊制度.docx
-
中国石油大学单片机基本知识及应用第一次作业任务Word文档下载推荐.docx
-
武则天墓导游词Word下载.docx
-
退换货电池管理规定文档格式.doc
-
第91011单元DOCWord格式.docx
-
运营管理之丰田案例分析文档格式.docx
-
工商局财务管理工作总结最新范文Word下载.docx
-
酒店全面预算管理Word格式.doc
-
单片机期末试题张毅刚版Word文档格式.docx
-
老人康乐小组工作活动计划书Word文件下载.docx
-
最新学生安全事故防范与自救能力培养研究结题报告Word下载.docx
-
工作学习报告Word文档下载推荐.docx
-
500辆出租车投资运营项目可行性研究报告文档格式.docx
-
中考物理第一部分夯实基础过教材专项复习突破3力学作图Word文件下载.docx
-
酒店前厅主管竞选稿Word格式.doc
-
下半年省注册税务师《财务与会计》考试试题Word格式文档下载.docx
-
中考理综诊断考试试题及答案理化生Word下载.docx
-
两学一做研讨材料Word文档下载推荐.docx
-
运营管理的专业高度(原创)Word文件下载.docx
-
遵循“三位一体逻辑”才能做好绩效管理Word文件下载.docx
