 减速箱体工艺过程卡与工序卡1.doc
减速箱体工艺过程卡与工序卡1.doc
- 文档编号:135977
- 上传时间:2022-10-04
- 格式:DOC
- 页数:9
- 大小:504.50KB
减速箱体工艺过程卡与工序卡1.doc
《减速箱体工艺过程卡与工序卡1.doc》由会员分享,可在线阅读,更多相关《减速箱体工艺过程卡与工序卡1.doc(9页珍藏版)》请在冰豆网上搜索。
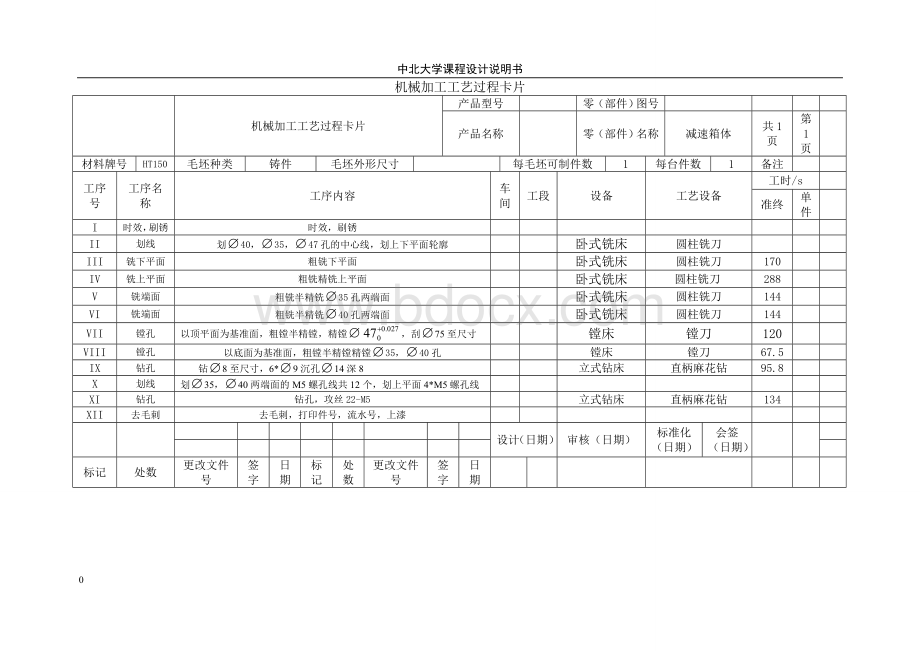
中北大学课程设计说明书
机械加工工艺过程卡片
机械加工工艺过程卡片
产品型号
零(部件)图号
产品名称
零(部件)名称
减速箱体
共1页
第
1
页
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺设备
工时/s
准终
单件
I
时效,刷锈
时效,刷锈
II
划线
划40,35,47孔的中心线,划上下平面轮廓
卧式铣床
圆柱铣刀
III
铣下平面
粗铣下平面
卧式铣床
圆柱铣刀
170
IV
铣上平面
粗铣精铣上平面
卧式铣床
圆柱铣刀
288
V
铣端面
粗铣半精铣35孔两端面
卧式铣床
圆柱铣刀
144
VI
铣端面
粗铣半精铣40孔两端面
卧式铣床
圆柱铣刀
144
VII
镗孔
以顶平面为基准面,粗镗半精镗,精镗,刮75至尺寸
镗床
镗刀
120
VIII
镗孔
以底面为基准面,粗镗半精镗精镗35,40孔
镗床
镗刀
67.5
IX
钻孔
钻8至尺寸,6*9沉孔14深8
立式钻床
直柄麻花钻
95.8
X
划线
划35,40两端面的M5螺孔线共12个,划上平面4*M5螺孔线
XI
钻孔
钻孔,攻丝22-M5
立式钻床
直柄麻花钻
134
XII
去毛刺
去毛刺,打印件号,流水号,上漆
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片1
机械加工工序卡片
产品型号
零(部件)图号
产品名称
零(部件)名称
减速箱体
共8页
第1页
车间
工序号
工序名
材料牌号
III
铣下平面
HT150
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工
卧式铣床
X60
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣下平面
圆柱铣刀
9.33
1.4
0.2
181
1
126
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片2
机械加工工序卡片
产品型号
零(部件)图号
产品名称
零(部件)名称
减速箱体
共8页
第2页
·
车间
工序号
工序名
材料牌号
IV
铣上平面
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
1
1
设备名称
设备型号
设备编号
同时加工
卧式铣床
X60
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣上平面
圆柱铣刀
9.33
1.6
0.15
118
1
72
2
半精铣上平面
圆柱铣刀
13.33
1.7
0.1
118
1
72
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片3
机械加工工序卡片
产品型号
零(部件)图号
产品名称
零(部件)名称
减速箱体
共8页
第3页
车间
工序号
工序名
材料牌号
V
铣端面
HT150
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工
卧式铣床
X60
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣35孔两端面
圆柱铣刀
9.33
0.16
0.15
118
1
72
2
半精铣35孔两端面
圆柱铣刀
13.33
0.17
0.1
118
1
72
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片4
机械加工工序卡片
产品型号
零(部件)图号
产品名称
零(部件)名称
减速箱体
共8页
第4页
车间
工序号
工序名
材料牌号
VI
铣端面
HT150
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工
卧式铣床
X60
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣40孔两端面
圆柱铣刀
9.33
0.16
0.16
131
1
72
2
半精铣40孔两端面
圆柱铣刀
13.33
0.17
0.1
131
1
72
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片5
机械加工工序卡片
产品型号
零(部件)图号
产品名称
零(部件)名称
减速箱体
共8页
第5页
车间
工序号
工序名
材料牌号
VII
镗孔
HT150
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工
镗床
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
粗镗,刮75至尺寸
镗刀
10
0.45
0.2
48
1
48
2
半精镗,刮75至尺寸
镗刀
10
0.54
0.06
48
1
48
3
精镗
镗刀
16.7
0.375
0.06
48
1
24
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片6
机械加工工序卡片
产品型号
零(部件)图号
产品名称
零(部件)名称
减速箱体
共8页
第6页
车间
工序号
工序名
材料牌号
VIII
镗孔
HT150
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工
镗床
T611
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
以底面为基准面,粗镗35,40孔
镗刀
4.17
0.93
0.5
40
1
22.5
2
以底面为基准面,半精镗35,40孔
镗刀
5.25
1
0.5
40
1
22.5
3
以底面为基准面,精镗35,40孔
镗刀
16.7
0.1
0.06
40
1
22.5
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片7
机械加工工序卡片
产品型号
零(部件)图号
产品名称
零(部件)名称
减速箱体
共8页
第7页
车间
工序号
工序名
材料牌号
IX
钻孔
HT150
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工
钻床
Z535
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 减速 箱体 工艺 过程 工序
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 第二章-传统相机的性能与种类.ppt
第二章-传统相机的性能与种类.ppt
 三级健康管理师题库(附答案).docx
三级健康管理师题库(附答案).docx
-
房屋租赁合同范本(有法律效益).docx
-
合作协议书中(英文)版.docx
-
人音版小学三年级上册音乐教案.docx
-
餐饮店合股投资协议书.docx
-
城市综合管廊特点及设计要点解析.docx
-
机械助理工程师个人工作总结.docx
-
建设单位会议管理办法.docx
-
国有企业在“一带一路”中的发展路径.docx
-
幼儿园与家长签订的安全责任书.docx
-
2018年助理值班员职业技能竞赛专业知识考试试题及答案.docx
-
初中物理学科的核心素养.docx
-
军训结束教官讲话稿范本.docx
-
人教版新起点五年级英语上册全册教案.docx
-
唱歌跑调怎样办,唱歌超难听怎样办.docx
-
某拟提拔干部近三年工作总结.docx
-
最美教师事迹材料.docx
-
广播电视概论第一章绪论.pptx
-
质量管理体系考试试题及答案2.docx
-
《串联和并联》练习题.pptx
-
高端装备制造项目可行性研究报告.docx
-
新教师入职培训心得体会(9篇).docx
-
最新部编版三年级上册语文第8课《卖火柴的小女孩》教案第3单元教学设计.docx
-
2019年初级保育员理论知识考试真题及答案.docx
 专业分包合同风险控制要点一览表 - 副本.rtf
专业分包合同风险控制要点一览表 - 副本.rtf
-
2019年最新主题教育围绕“四个对照”“四个找一找”在专题民主(组织)生活会个人对照检视检查研讨材料.docx
-
2018年度公司培训计划方案.docx
-
企业债券发行法律服务意向书---律所整理.docx
-
2019年事业单位法律知识考题及答案解析.docx
-
2019-2020学年人教版(新起点)英语五年级上册全册教案.docx
-
轨道焊接方案.docx
-
常用口语.docx
-
精选转正工作总结七篇.docx
-
精员工辞职报告15篇.docx
-
竞聘主管演讲稿范文.docx
-
英语六级翻译.docx
-
技术人员年终述职报告范文5篇.docx
-
竞选卫生委员的发言稿(精选3篇).docx
-
营销计划模板7篇整合汇编.docx
-
九年级班主任教学教育工作计划教学工作计划.docx
-
初一第一学月总结.docx
-
应聘高校教师面试试讲注意事项.docx
-
用友u8121安装操作手册.docx
-
优秀青年教师述职报告范文五篇.docx
-
家长写给幼儿园老师的感谢信范文.docx
-
假如给我三天光明读书心得体会5篇.docx
-
有限空间事故案例分析及防范措施示范文本.docx
-
简单的辞职报告怎么写_最新个人辞职报告.docx
-
幼儿园保育员培训心得1.docx
-
建材销售个人工作总结范文.docx
