 轴齿轮的机械加工工艺及工装设计工序卡Word格式.docx
轴齿轮的机械加工工艺及工装设计工序卡Word格式.docx
- 文档编号:13254200
- 上传时间:2022-10-08
- 格式:DOCX
- 页数:24
- 大小:489.02KB
轴齿轮的机械加工工艺及工装设计工序卡Word格式.docx
《轴齿轮的机械加工工艺及工装设计工序卡Word格式.docx》由会员分享,可在线阅读,更多相关《轴齿轮的机械加工工艺及工装设计工序卡Word格式.docx(24页珍藏版)》请在冰豆网上搜索。
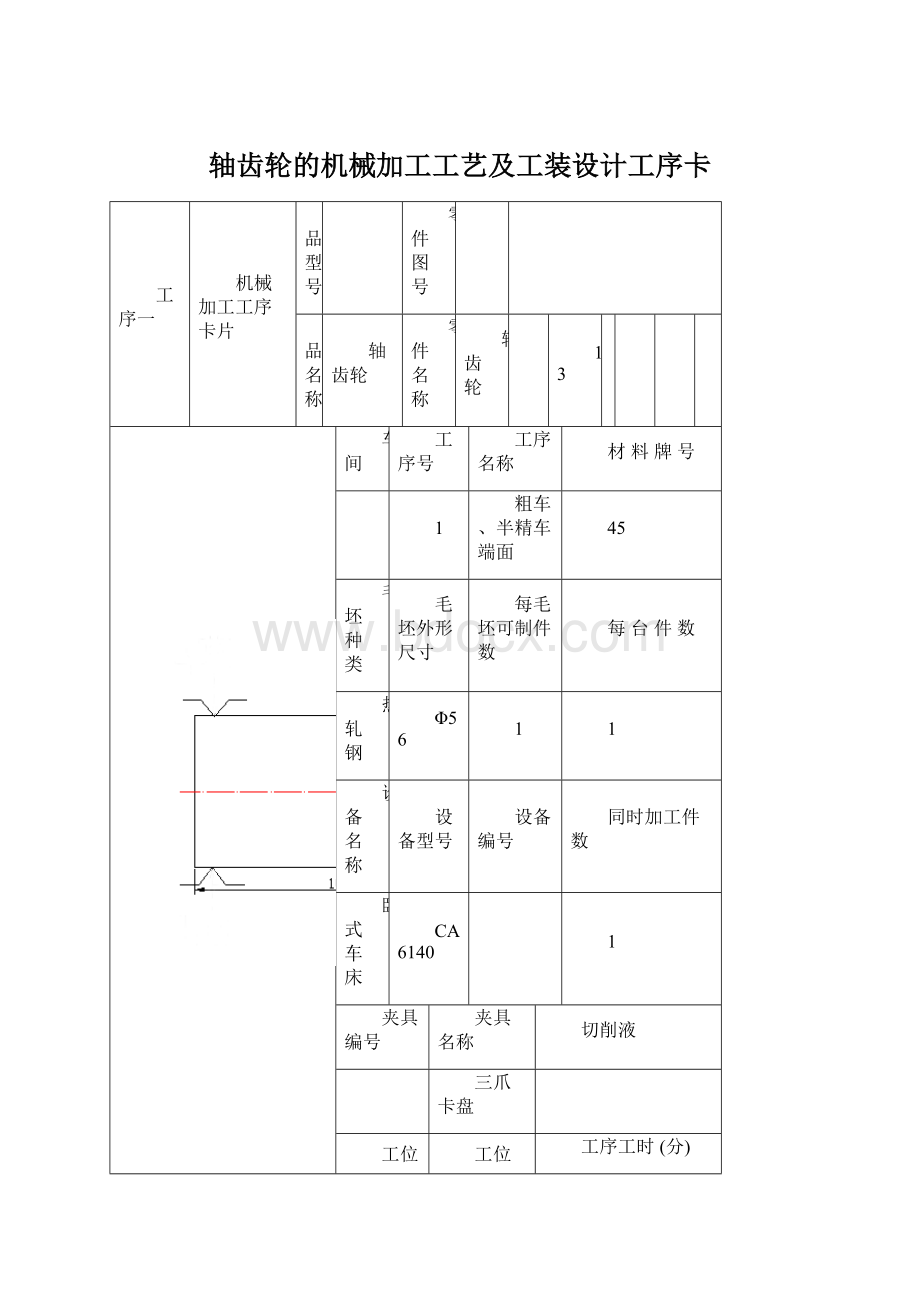
车间
工序号
工序名称
材料牌号
粗车、半精车端面
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
热轧钢
Φ56
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
粗车端面
三爪卡盘、硬质合金可转位车刀
451.3
79.4
0.6
2
5.6s
半精车端面
501.0
88.1
4.8s
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
工序二
车外圆至Φ52.5mm
Φ56mm
粗车外圆至Φ53.2mm,长度大约为65mm
501.1
83.7
1.4
13s
半精车外圆至Φ52.7mm
656.3
108.6
0.25
10.8s
3
精车外圆至52.5mmh8
804.4
132.6
0.5
0.1
9.7s
工序三
车外圆Φ46、Φ44mmh7
粗车外圆至Φ46mm,长度为49mm
653.6
94.4
0.3
3.25
15s
粗车外圆Φ45mm
736.7
104.1
2.8.s
半精车外圆Φ44.2mm
776
107.7
0.4
2.6s
4
精车外圆Φ44mmh7
959.8
2.4s
工序四
车外圆Φ40
粗车外圆Φ42mm
641.5
84.6
半精车外圆Φ40mm
764.3
96
5.9s
工序五
5
切断
三爪卡盘、切断刀
649.1
107
0.15
16.2s
标记
处数
更改文件号
签字
日期
工序六
6
车端面


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 齿轮 机械 加工 工艺 工装 设计 工序
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《稻草人》精彩读书笔记精选多篇.docx
《稻草人》精彩读书笔记精选多篇.docx
-
《鸿门宴》原文及注解doc资料.docx
-
《张石匠拜师》教学设计.docx
-
1万亩滴灌鲜食葡萄建设项目可行性研究报告.docx
-
《长方体和正方体整理与复习课》说课稿.docx
-
7A文铁路隧道工程施工承包合同中英文.docx
-
《纪念刘和珍君》学案1.docx
-
《我们之间》读后感范文6篇.docx
-
BRW200315型乳化液泵组随机图册.docx
-
STM32实现万年历.docx
-
《保险学》考试复习资料要点.docx
-
《讲究卫生预防疾病》国旗下讲话.docx
-
《三国演义》读书笔记摘抄赏析好词好句读后感悟范文.docx
-
《路基路面工程》每章练习题.docx
-
《谛听教育的春天》读书笔记.docx
-
17春学期清考《市政学》在线作业1.docx
-
201X商品房现房买卖合同范本word范文 10页.docx
-
《欧姆定律》课件.docx
-
04上海虹口区高三历史二模课案.docx
-
7A版南大考研真题整理版.docx
-
《蝙蝠和雷达》教学设计.docx
-
2450m3高炉及225000kva矿热炉项目节能论证评估报告.docx
-
《商业银行管理学》课后习题答案.docx
-
《论语十二章》练习答案.docx
-
3年高考2年模拟1年原创系列小说阅读教案.docx
-
《小学数学生活化的研究》开题报告.docx
-
9A文汽车换挡机构设计指南.docx
-
《柴油机》课程教学设计.docx
-
《股票作手回忆录》读后感精选多篇.docx
-
《新闻纵横》生存类民生新闻的分析报告.docx
-
《科学探索者》丛书参考答案天文学.docx
-
《网络聊天那点事》5人年会晚会搞笑小品剧本台词.docx
-
县委书记在县委全体扩大会议上的讲话.docx
-
机修车间管理制度汇编.docx
-
化学 高无机综合推断的专项 培优练习题及详细答案.docx
-
家用定时供电插座的设计与制作概要.docx
-
某工商局创建文明单位工作年终总结.docx
-
制度汇编化工厂职业病危害防治责任制度.docx
-
冷却器拆除施工方案.docx
-
继续教育公需人工智能与健康试题及答案.docx
-
中考复习易错题整理 一波与光现象汇总.docx
-
HYML小电流说明书.docx
-
浙江省杭州市届高三高考模拟卷语文试题4附答案.docx
-
必读宁波高手内部资料全部.docx
-
重庆大渡口区公园滑坡与边坡治理方案设计.docx
-
家乡的中秋节作文800字600字500字.docx
-
采购业务绩效评价小结.docx
-
自然界的水知识点汇总.docx
-
安全生产执法程序规定.docx
-
火车站实习心得.docx
-
简单英文歌曲.docx
