 连接座机械加工工艺标准工序卡片Word格式.docx
连接座机械加工工艺标准工序卡片Word格式.docx
- 文档编号:13224880
- 上传时间:2022-10-08
- 格式:DOCX
- 页数:22
- 大小:121.84KB
连接座机械加工工艺标准工序卡片Word格式.docx
《连接座机械加工工艺标准工序卡片Word格式.docx》由会员分享,可在线阅读,更多相关《连接座机械加工工艺标准工序卡片Word格式.docx(22页珍藏版)》请在冰豆网上搜索。
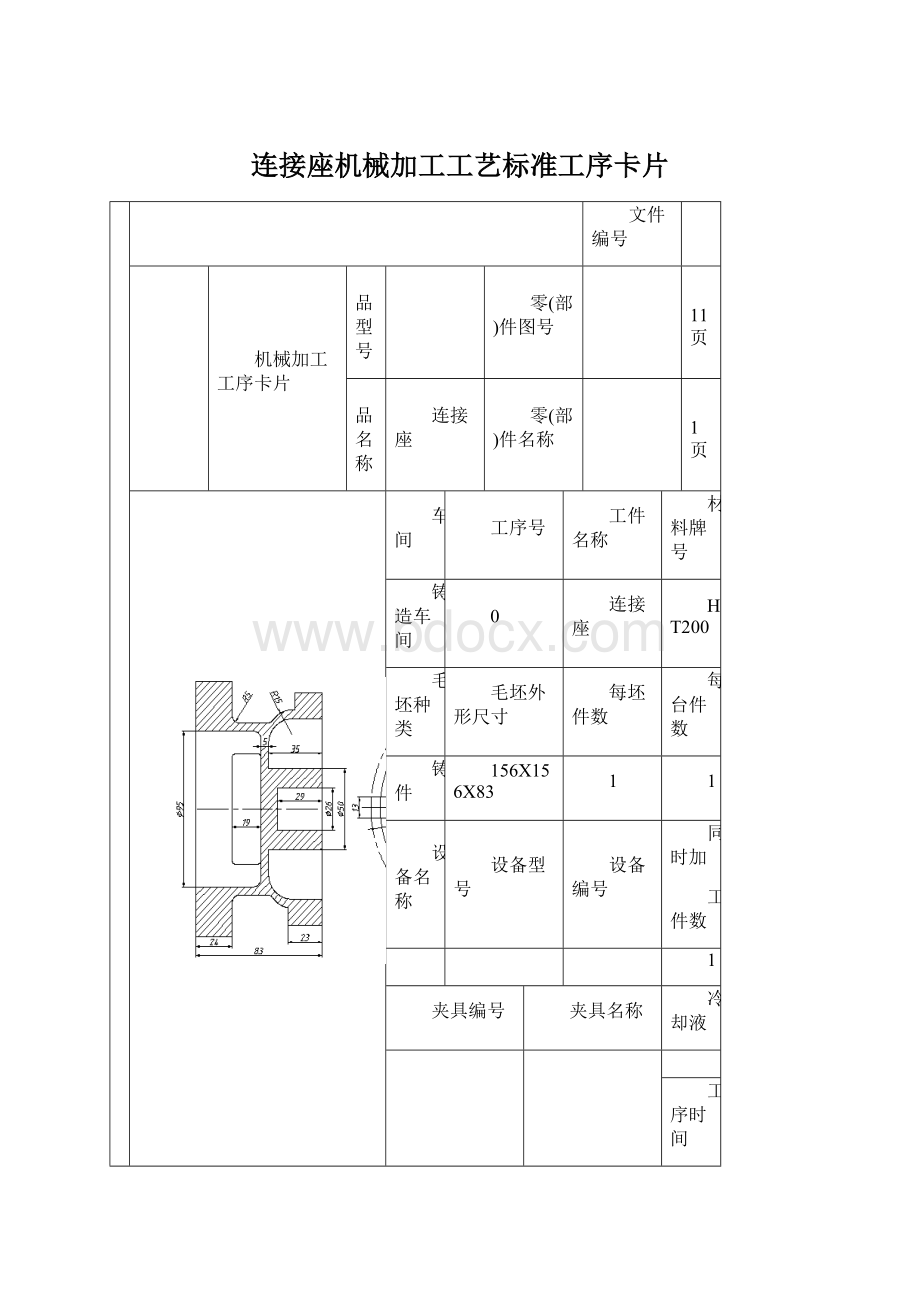
材料牌号
铸造车间
HT200
毛坯种类
毛坯外形尺寸
每坯件数
每台件数
铸件
156X156X83
1
设备名称
设备型号
设备编号
同时加
工件数
夹具编号
夹具名称
冷却液
工序时间
准终
单件
工步号
工步内容
工艺装备
主轴转速/
(r/min)
切削速度(m/min)
进给量
(mm/r)
进给深度(mm)
走刀次数
工时定额
描图
机动
辅助
铸造毛坯保证各尺寸
游标卡尺
描校
2
清砂
底图号
装订号
编制
审核
会签
标记
处数
更改
文件号
签字
日期
第2页
热处理车间
5
切削速度(m/mim)
时效处理,硬度要求达到HBS1187-220
5.28
第3页
机加工车间
10
车床
CA6140
三爪自定心卡盘
63
基本
粗车右端面至78
90度偏刀、Φ16钻头、盲孔车刀、
660
110
0.45
0.9
11
粗车外圆Φ115深5
143
3
钻通孔Φ16
1000
45
0.48
3.5
4
粗镗内孔Φ34深29
510
55
0.3
19
粗车小凸台断面至20
第4页
15
冷却润滑液
粗车右端面至71
90度偏刀,
盲孔偏刀,游标卡尺
粗车外圆Φ118深9
9
粗车内孔Φ98深6.8
7.3
39
第5页
20
113
半精车端面保证长70
YT590度偏刀,
YT5镗刀,游标卡尺,内径百分尺
21
半精车外圆Φ111.4×
半精镗内孔Φ39.6×
27
36
半精镗内孔Φ32×
28
51
30
半精镗内孔Φ17.5
26
6
半精车小凸台端面深16
7
第6页
机加工
25
半精车右端面至69
半精车外圆Φ115.4长9
半精镗内孔Φ99.6长7


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 连接 座机 加工 工艺 标准 工序 卡片
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《稻草人》精彩读书笔记精选多篇.docx
《稻草人》精彩读书笔记精选多篇.docx
-
《鸿门宴》原文及注解doc资料.docx
-
《张石匠拜师》教学设计.docx
-
1万亩滴灌鲜食葡萄建设项目可行性研究报告.docx
-
《长方体和正方体整理与复习课》说课稿.docx
-
7A文铁路隧道工程施工承包合同中英文.docx
-
《纪念刘和珍君》学案1.docx
-
《我们之间》读后感范文6篇.docx
-
BRW200315型乳化液泵组随机图册.docx
-
STM32实现万年历.docx
-
《保险学》考试复习资料要点.docx
-
《讲究卫生预防疾病》国旗下讲话.docx
-
《三国演义》读书笔记摘抄赏析好词好句读后感悟范文.docx
-
《路基路面工程》每章练习题.docx
-
《谛听教育的春天》读书笔记.docx
-
17春学期清考《市政学》在线作业1.docx
-
201X商品房现房买卖合同范本word范文 10页.docx
-
《欧姆定律》课件.docx
-
04上海虹口区高三历史二模课案.docx
-
7A版南大考研真题整理版.docx
-
《蝙蝠和雷达》教学设计.docx
-
2450m3高炉及225000kva矿热炉项目节能论证评估报告.docx
-
《商业银行管理学》课后习题答案.docx
-
《论语十二章》练习答案.docx
-
3年高考2年模拟1年原创系列小说阅读教案.docx
-
《小学数学生活化的研究》开题报告.docx
-
9A文汽车换挡机构设计指南.docx
-
《柴油机》课程教学设计.docx
-
《股票作手回忆录》读后感精选多篇.docx
-
《新闻纵横》生存类民生新闻的分析报告.docx
-
《科学探索者》丛书参考答案天文学.docx
-
《网络聊天那点事》5人年会晚会搞笑小品剧本台词.docx
 2018初中化学图像专题复习.pptx
2018初中化学图像专题复习.pptx
-
3.4表示物质组成的化学式郑用1.pptx
-
4.3.2发生在肺内的气体交换.ppt
-
4-4化学式与化合价.ppt
-
2.3.1生物体的结构层次(2).ppt
-
3.4《绿色植物是生物圈中有机物的制造者》课件.ppt
-
初中书法知识.ppt
-
初中体育武术《五步拳》.ppt
-
初中基本功培训手册解读思想品德学科.ppt
-
初中体育短距离跑技术简介课件.ppt
-
初中化学实验基本操作复习.ppt
-
初中女生心理健康讲座.ppt
-
初中信息技术Flash的遮罩动画教学课件.ppt
-
初中信息技术计算机组成知识ppt课件.ppt
-
初中化学课件离子共存除杂质.ppt
-
初中女生青春期教育.ppt
-
初中家长会教师发言PPT课件.ppt
-
3.2乐音的三个特征.ppt
-
3.3元素课件.ppt
