 4Cr13游标卡尺的热处理工艺Word文档格式.docx
4Cr13游标卡尺的热处理工艺Word文档格式.docx
- 文档编号:13218104
- 上传时间:2022-10-08
- 格式:DOCX
- 页数:21
- 大小:1.63MB
4Cr13游标卡尺的热处理工艺Word文档格式.docx
《4Cr13游标卡尺的热处理工艺Word文档格式.docx》由会员分享,可在线阅读,更多相关《4Cr13游标卡尺的热处理工艺Word文档格式.docx(21页珍藏版)》请在冰豆网上搜索。
加工后组织性能稳定,以保证游标卡尺在使用过程中的稳定性要求。
切削加工性能较好,易于达到尺寸配合精度。
综合游标卡尺的性能要求以及各种型号钢材的评比结果要求,4Cr13钢和GCr15钢是较好的选择,但是从价格及加工成本上来讲,4Cr13钢是更好的选择。
所以最终选定4Cr13钢作为游标卡尺的主尺和游标、量爪及框架的制造材料。
三、热处理工艺选择
1.预备热处理的选择
对于4Cr13钢制的游标卡尺的尺身而言,预备热处理可采用退火、正火、等温球化退火、高温回火等热处理工艺。
然而,如果采用等温球化退火工艺作为游标卡尺的尺身预备热处理工艺,可得到球化体组织,能够得到钢的最佳塑性和最低硬度,能够很大程度上改善切削加工性能,同时为最终热处理做最好的组织准备;
如果原毛坯中有网状碳化物,还要先进行正火以消除网状碳化物,然后再进行球化退火。
所以通过采用等温球化退火工艺作为游标卡尺的主尺预备热处理工艺较为合适。
2.最终热处理的确定
最终热处理可以采用淬火+低温回火。
淬火可以提高工件的硬度和耐磨性,然而,淬火完成之后还必须要有回火与之配合。
那么低温回火时,马氏体发生分解,从而析出碳化物而变成为回火马氏体,消除了部分的淬火应力;
还能够愈合在淬火时产生的微裂纹;
也可以在较小程度下降低加工件的硬度,明显地提高钢的韧性。
这就满足了游标卡尺对高硬度、高耐磨性以及适当的韧性的要求。
3.研究意义
游标卡尺在生产和科研中发挥着重要作用,有一定的市场需求。
为了满足现代社会发展的需要,我们要选择合理的制造材料,同时也要选择最合适的热处理工艺,最大限度的提高游标卡尺的使用性能。
故此,研究和优化游标卡尺的选材与热处理工艺的意义,就是能够大幅降低生产成本获得更好的使用性能,为加工生产提供最可靠的保障。
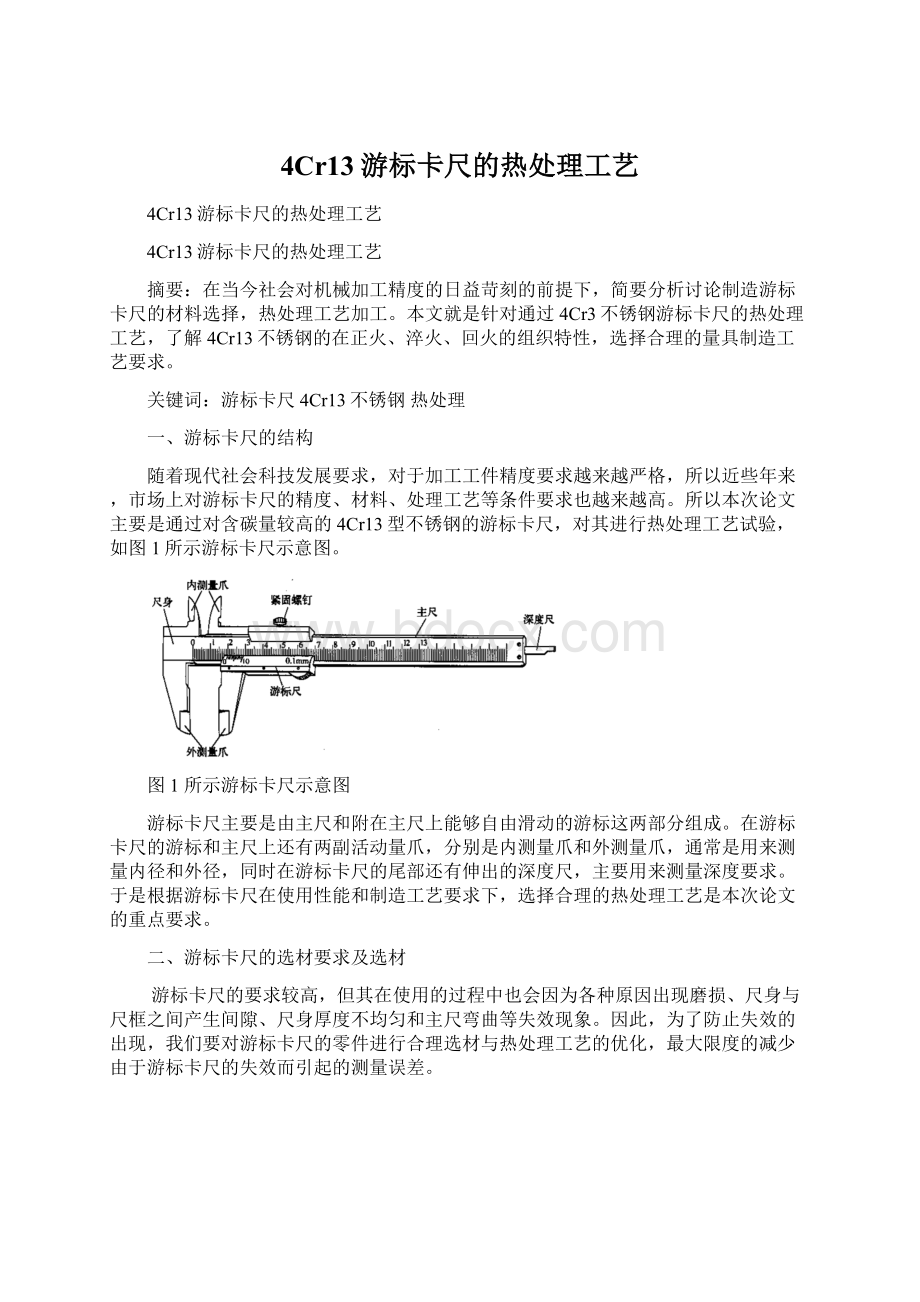
四、热处理工艺制定
1.4Cr13钢的成分和性能
在设计工艺前,有必要先对4Cr13钢的成分和性能进行讨论,然后再根据其成分和性能设计工艺。
高碳铬工具钢4Cr13是世界上生产量最主要的工具钢,占世界工具钢生产总量的65%以上。
4Cr13钢是一种合金含量较少,具有良好性能,应用最广泛的高碳铬工具钢。
以至于现在我们所用的车刀、铣刀、铰刀等很多刀具,量具都使用4Cr13钢。
4Cr13钢经过淬火加回火后具有较高的硬度、均匀的组织、良好的耐磨性、高的接触疲劳性能。
(1)4Cr13的化学成分及其特点
碳C:
0.36~0.45
铬Cr:
12.00~14.00
硅Si:
≤0.60
锰Mn:
≤0.80
镍Ni:
允许含有≤0.60
从4Cr13不锈钢的化学成分中我们不难看出以下特点:
4Cr13钢含碳量很高,属于过共析钢。
大量的碳将会有一部分存在于马氏体基体中,以强化马氏体;
另一部分碳形成足够数量的碳化物以获得较高的耐磨性和硬度;
但是碳含量过高也会增加碳化物分布的不均匀性,容易生成网状碳化物而降低该钢的性能。
Cr元素的含量较高,其作用主要是提高钢的淬透性和钢的耐腐蚀性能。
钢中部分铬形成的合金渗碳体在淬火加热时溶解较慢,可减少过热倾向,经过热处理后可以细化晶粒;
使碳化物能以细小质点均匀分布于钢基体组织中,既可提高钢的回火稳定性,又可提高钢的硬度,进而提高钢的耐磨性和接触疲劳强度。
加入硅、锰、镍等元素能够进一步提高该钢的淬透性。
(2)4Cr13钢的力学性能
硬度:
退火≤201HB,压痕直径3.9~4.3mm,淬火≥50HV
(3)热处理工艺要求:
热处理规范:
退火750~800℃缓冷或约750℃快冷;
淬火1050~1100℃油冷;
回火200~300℃快冷。
金相组织:
组织特征为马氏体型。
该钢抗氧化性好,可在600~650℃长期使用。
如表1所示4Cr13不锈钢的热处理工艺
表14Cr13钢的热处理
项目
退火
淬火
回火
加热温度/℃
800~900
950~1050
400~600
冷却
炉冷
油冷
空冷
五、加工工艺流程制定
零件加工工艺流程
1.设备的选择
选用适当的热处理设备依据是热处理工艺的类型,产品零件的特性,即零件形状、尺寸、质量和材料,产品技术要求和精度,产品生产量和劳动量,所用能源、气氛及淬火介质的物质条件。
(1)热处理炉型选择
在工业生产上,为了降低生产成本,通常采用盐浴炉进行加热,工件在浴炉中加热与液体介质相接触,靠对流换热。
但是依靠盐浴炉加热时对加工件表面清理工作量较大,于是为了快速加热,同时使变形较小,可以采用电阻炉进行加热。
与盐浴炉相比,电阻炉具有装料多,适合于各种型号零件的加热,同时不需要消耗盐、碱等介质,减少了污染环境,还不需要对零件表面进行清理;
零件能够随着电阻炉的冷却而冷却,正好能够满足预备热处理必须要随炉冷却这一阶段。
于是本论文中采用井式电阻炉进行加热。
由4Cr13钢的热处理温度我们能够知道,预备热处理和最终热处理的加热温度均低于950℃,所以可以采用RJ-65-9型号的中温井式电阻炉,如图2所示的中温井式电阻炉。
图2的中温井式电阻炉
中温井式电阻炉RJ-65-9技术规格:
额定功率:
65KW;
额定电压:
380V;
额定温度:
950℃;
炉膛尺寸(mm):
Φ600×
1600;
外形尺寸(mm):
1800×
1760×
3180;
最大一次装载量:
700Kg;
加热区:
2;
相数:
3;
重量:
4000Kg。
(2)其它设备及要求
磨床设备
为了保证加工工件的表面质量,对游标卡尺的主尺进行磨削加工处理,本文中主要使用卧轴矩台平面磨床,如图3所示卧轴矩台平面磨床M7130。
图3卧轴矩台平面磨床M7130
检测设备
工件加工完成之后要对工件的硬度要求进行测量,本论文主要是利用维氏硬度计检测4Cr13钢的游标卡尺的主尺部分,如图4所示维氏硬度计。
图4维氏硬度计
矫直设备
游标卡尺主尺部位加工完成之后,要进行矫直处理,增加游标卡尺的精度要求和形状要求,由于采用的钢材料是不锈钢,其硬度较大,于是使用YJ系列悬臂式型钢矫直机,如图5所示悬臂式型钢矫直机YJ550,其主要参数:
平均辊距:
500mm;
辊数:
9+1;
可矫型钢最大尺寸和规格:
20×
150;
矫直速度M/S:
1.5;
主电机功率/KW:
75。
图5悬臂式型钢矫直机YJ550
清洗设备
清洗设备有连续式,室式,槽式等清洗机和清洗槽,那么多数清洗机是与加热淬火设备配套使用的,应根据受热处理件的批量和淬火炉的操作方式进行选择。
零件在热处理前需清除锈斑,油渍,污垢等清洗工作,以保证不阻碍加热和冷却。
那么经过热处理之后也需要进行清洗,以去除零件表面氧化皮,不影响下道工序加工。
选用一般清洗机即可,那么我们直接是通过在工厂设备进行清洗,适合大批量生产,所以选用有输送带式清洗机的清洗设备,如图6所示选用QXLT型清洗机。
图6QXLT型清洗机
2、预备热处理
若供货状态为球化退火则进行下一道工序,否则进行预备热处理。
对于4Cr13钢制的游标卡尺尺身而言,预备热处理可采用工艺如表2所示的4Cr13钢预备热处理。
然而此时采用了等温球化退火工艺来作为游标卡尺尺身的预备热处理工艺。
因为球化退火可得到球化体组织,使钢具有最佳塑性和最低硬度,为最终热处理做组织准备,还可使切削加工性有很大的改善。
如果原材料原始组织中有网状碳化物,则先进行正火(消除碳化物)然后再进行球化退火。
表24Cr13钢预备热处理
钢号
工艺名称
工艺要点
硬度(HBS)
4Cr13
790~810℃保温2~6h,以10~30℃/h,冷至650℃以下,出炉空冷
170~207
等温球化退火
780~790℃保温2~4h,炉冷至700~720℃保温3~6h,再炉冷至600℃以下,出炉空冷
179~207
正火
900~950℃保温1~2h,分散空冷
270~390
高温回火
600~700℃保温后空冷
229~285
3、机械加工
通过数控加工的方法对游标卡尺零件进行加工,数控加工过程中,首先应根据零件图样进行工艺分析、处理,确定机床的切削用量、工步的安排、进给路线、加工余量及刀具的尺寸和型号等,然后再能编制加工程序。
编好相应的加工程序,确定合适的切削用量并通过计算。
主轴转速n。
一般根据切削速度来选定。
计算公式为:
n
=
VC×
1000/(π×
DC)
式中:
DC—刀具直径(mm)
VC--切削速度(m/min)。
在使用球头刀时要做一些调整,球头刀的计算直径De小于铣刀直径DC。
De={D2C–(DC
–2×
Pa)2}×
0.5
DC—铣刀直径(mm)
Pa—背吃刀量
而
De)
进给速度Vf:
Vf
n×
z×
fL
—工作台的进给量(mm/min);
n—主轴转速(r/min);
z—刀具齿数;
fL—进给量(mm/齿),由刀具供应商提供
4、最终热处理
淬火保温时间
淬火保温时间是指工件装炉后,从炉温回升到淬火温度时算起,直到出炉为止所需要的时间。
而淬火保温时间可根据如下经验公式估算。
其中,t—加热时间min,
—加热系数(min/mm或s/mm),
D—工件有效厚度(mm),
K—装炉条件修正系数,通常取1~1.5。
稳定化处理
低温回火前,在200~225℃较长时间(约8h)回火,以增加卡尺尺身的尺寸稳定性。
这样可使得残余奥氏体充分溶解,同时释内放应力,使工件尺寸稳定性提高。
低温回火
低温回火时,马氏体发生分解析出
碳化物而成为回火马氏体,淬火应力得到部分消除。
淬火时产生的微裂纹也大部分得到愈合,因此低温回火可以在很少降低硬度的同时使钢的韧性明显提高。
这就满足了卡尺对高硬度、高耐磨性以及适当的韧性的要求。
对于这一工艺的可


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- Cr13 游标卡尺 热处理 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 国企会计岗位笔试试题及答案解析(分享).docx
国企会计岗位笔试试题及答案解析(分享).docx
-
代办营业执照合同协议书范本模板1.docx
-
工业机械手的PLC控制.doc
-
房屋砖混结构技术标.doc
-
消防工程监理评估报告.doc
-
[精品]杨树生产及存在问题与对策.docx
-
风险管理与金融机构课后附加题参考答案(中文版).doc
-
2021年全国安全知识竞赛经典题库及答案(共260题).docx
-
建筑工程合作协议书、建筑股东合作协议书.doc
-
高中班主任教育叙事3篇.docx
-
嵌入式软件系统期末大作业.docx
-
学校心理危机事件预警及处置预案.docx
-
一年级下册数学竞赛试题精选-.doc
-
二年级音乐学科期末试卷(人教版).doc
-
平顶山学院2021年招聘辅导员试题及答案.docx
-
小学数学应用意识与应用能力的培养课题总结报告.docx
-
企业宣传片初步报价方案.docx
-
市政道路工程设计合同.doc
-
竞赛筹备方案.docx
-
两位数加减两位数不进位不退位教学设计.docx
-
高中学生因病请假制度.docx
-
某某竹木垃圾粉碎加工厂竹木秸杆废弃物粉碎加工综合利用项目建议书.docx
 行政事业单位内部审计流程图(按照新内部审计准则).xls
行政事业单位内部审计流程图(按照新内部审计准则).xls
-
三年级下册道德与法治期末测试卷附答案(完整版).docx
-
疫情期间日常消毒记录表EXCEL模板(完整版).docx
-
商业银行个人信贷操作风险防控要点及案例解析.docx
-
优秀团员、团干评选方案.docx
-
基于PLC的 双门通道控制系统设计.docx
-
《弘扬真善美》教学设计.doc
-
五年级分数计算题.docx
-
西南大学0163答案.docx
-
医院义诊制度.docx
-
药店妇女节的活动方案Word文件下载.docx
-
五年级语文下册第六单元综合练习题及答案Word格式文档下载.docx
-
富源县康红煤矿勘探设计Word下载.docx
-
新课标人教版高中英语选修7各单元单词英汉互译默写用教学文稿文档格式.docx
-
定向增发相关法律法规Word文档格式.doc
-
关于大学生军训心得体会范文5篇Word文档格式.docx
-
乔致庸的老婆是谁乔致庸喜欢谁文档格式.docx
 【新】新时代教师行为十项准则pptPPT课件下载推荐.pptx
【新】新时代教师行为十项准则pptPPT课件下载推荐.pptx
-
复合窗项目可行性研究报告Word格式.docx
-
定制酒招商方案Word文件下载.docx
-
物业培训心得体会文章Word文档下载推荐.docx
-
定南县财政性投资项目工程增量管理暂行规定Word下载.docx
-
sghths基于区域经济合作与市场潜力提升角度看大连经济发展Word文件下载.doc
-
定制家具安装、测量工具清单Word下载.doc
-
四年级下册数学计算题Word文档下载推荐.docx
-
高血压患者的饮食指导pptPPT推荐.ppt
-
建设工程施工合同纠纷代理意见最新版Word文件下载.docx
-
定制酒流程Word文件下载.doc
-
定制衣柜橱柜专卖店运营管理手册-保密Word文档下载推荐.docx
