 大西洋焊材分类知识Word下载.docx
大西洋焊材分类知识Word下载.docx
- 文档编号:13205131
- 上传时间:2022-10-08
- 格式:DOCX
- 页数:16
- 大小:19.18KB
大西洋焊材分类知识Word下载.docx
《大西洋焊材分类知识Word下载.docx》由会员分享,可在线阅读,更多相关《大西洋焊材分类知识Word下载.docx(16页珍藏版)》请在冰豆网上搜索。
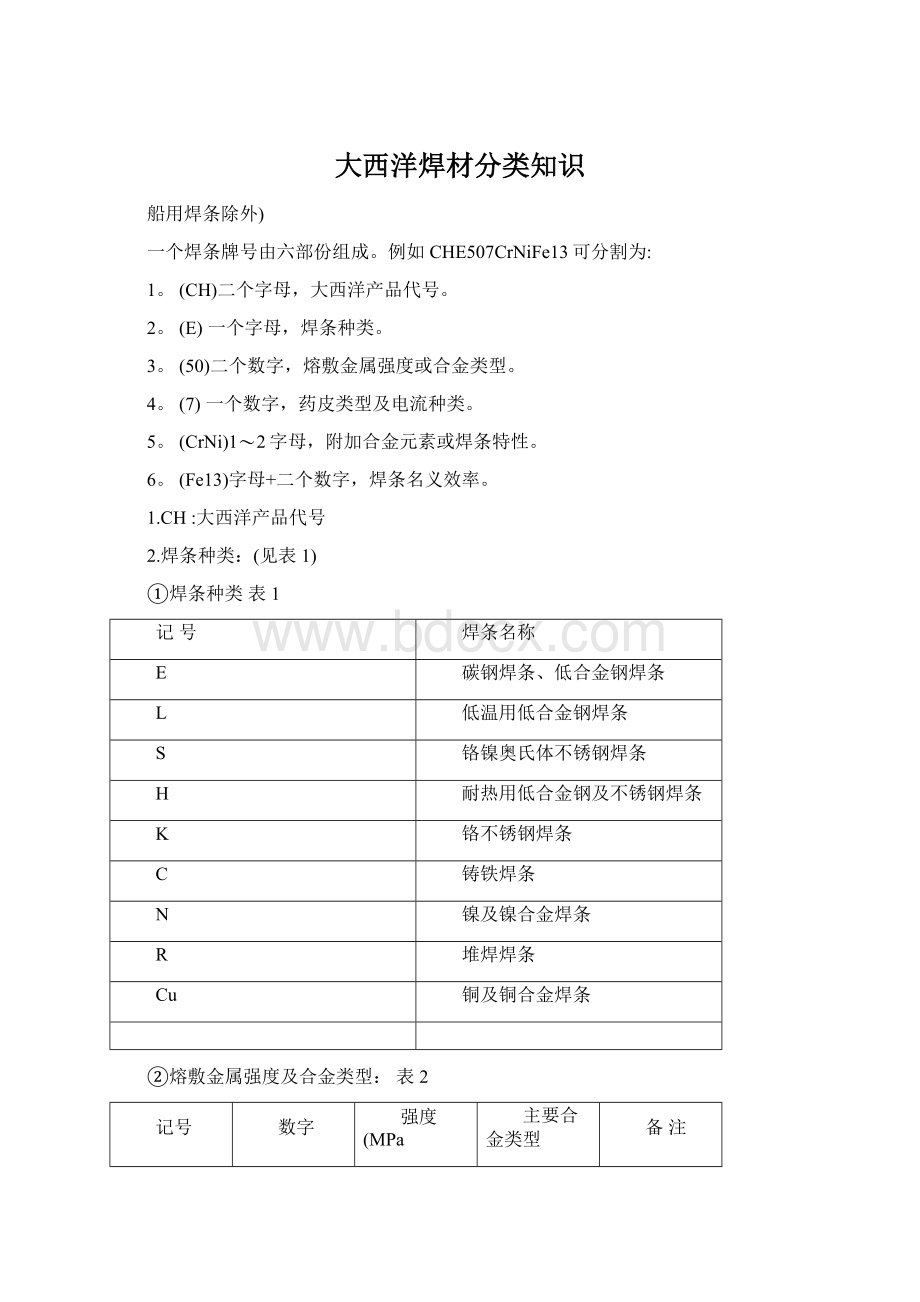
K
铬不锈钢焊条
C
铸铁焊条
N
镍及镍合金焊条
R
堆焊焊条
Cu
铜及铜合金焊条
②熔敷金属强度及合金类型:
表2
记号
数字
强度(MPa
主要合金类型
备注
42
60.2>
3306b>
420
(S)
Mn-Si
50
>
400>
490
390>
Mn-Si(Ni)
55
440>
540
Mn-Si-Mo
60
490>
590
Mn-Si-Mo(Ni)
70
590>
690
75
640>
740
Mn-Si-Ni-Mo
80
690>
780
Mn-Si-Mo-V-Ni
85
740>
830
Mn-Si-Ni-Mo-V-Cr
1X
Mo^0.5%
第二位数
字(X)
表示同一类型中的不同牌号
2X
Mo~0.5%Cr〜
0.5%
3X
Mo0.5〜1%Cr〜
2%
4X
Me〜1%Cr〜2.5%
5X
Me〜0.5%Cr〜5%
7X
Mo~1%Cr〜9%
8X
Mo-1%Cr〜11%
普通常温用
强度(MPa)
备注
按用途分类
模具及工具用
第二位字(X)表示冋一类型不同牌号
模具或工具用
阀门用
6X
合金铸铁型
碳化钨
Cr〜13(Ni、Mo)
第二位数字(X)表示冋一类型不同牌号
Cr〜17%
0X
C<
0.04%
Cr〜19%Ni〜9%
Cr〜18%Ni〜12%Me〜2%
Cr〜25%Ni〜13%
Cr〜25%Ni〜20%
Cr〜16%Ni〜25%
Cr〜15%Ni〜35%
碳钢或高钒钢
铸铁型
纯镍
镍铁
镍铜
合金类型
2.5%Ni(-70°
C)
第二位数字(X)表示冋一类型中的不同牌号
90
3.5%Ni(-90C)
10
5.5%Ni(-100C)
镍铬铁
紫铜
铜镍合金(白铜)
③药皮类型及电流种类:
表3
药皮种类
电源类型
不规定
AC或DC
1
氧化钛钾型
2
钛钙型
3
钛铁矿型
4
氧化铁型
5
纤维素型
6
低氢钾型
7
低氢钠型
DC
8
铁粉低氢钾型
石墨型
④附加合金元素或焊条特性:
⑴附加合金元素分别用该元素连接在药皮类型后,如Cu、Mo等。
⑵焊条特性:
(表4)
表4
内容
T
管子专用焊条
D
立向下焊条
LH
超低氢焊条
-1
高韧性焊条
⑤焊条名义效率
表5
焊条名义效率
Fe
Fel3
Fe16
0-7
8*
105%
〜110%
125〜135%
155〜165%
*系指铁粉低氢型
焊条药皮渣系简明表
药皮渣系
符合中国
GB
相当美国
AWS
相当日本
JIS
本公司焊条牌
号
焊条特点
Exx01
Dxx01
CHE423
药皮中含钛铁矿大于或等于30%熔渣流动性良好,电弧稍强,熔深较深,渣覆盖良好,脱渣容易,飞溅一般,焊波整齐,这类焊条可变幅度较大,可配制出具有不同工艺性能特点的焊条。
且成本低,耗能少,这类焊条适用于全位置焊接,焊接电源为交流或直流正、反接。
Exx03
Dxx03
CHE422
药皮中含30%以上的氧化钛和20%以下的碳酸钙或镁的碳酸盐矿,熔渣流动性良好,脱渣容易,电弧稳定,熔深适中,飞溅小,焊波整
齐。
具有良好的低温冲击韧性,这类焊条适用于全位置焊接,焊接电源为交流或直流正、反接。
相当美国
本公司焊条牌号
焊条特
铁粉钛钙型
Exx23
药皮类型及工艺基本相似,焊接电源铁粉的加入量和药皮可获得不同的熔敷效效率大于110%适用焊。
纤维素钠型
ExxlO
Exx10
Dxx10
CHE425GX
CHE505GX
药皮中含30%左右它原材料,如氧化钛璃等,电弧吹力大,单面焊双面成型,并下焊接,引弧和再引电源为直流反接。
纤维素钾型
Exx11
Dxx11
CHE425
CHE505
药皮特点同纤维同,由于药皮中加入一因此,电弧稳定,焊或直流反接。
符合中国
相当日本
本公司焊条牌号
钛型
Exx13
Dxx13
CHE421
药皮含氧化钛约30%左右,还含有少量的纤维素,锰铁、硅酸盐等,电弧稳定,再引孤易,熔深较浅,渣覆盖良好,焊波整齐。
适用于全位置焊接,特别适用于薄板焊接,但熔敷金属塑性及抗裂性能较差,焊接电源为交流或直流反接。
铁粉钛型
Exx14
CHE501Fe
药皮在钛型焊条药皮
的基础上,添加了铁粉,
熔敷效率较高,适用于全位置焊接,焊缝表面光滑,焊波整齐,脱渣性很好,角焊缝略凸,焊接电源为交流或直流正、反接。
Exx24
Dxx24
CHE421Fe16
CHE421Fe18
药皮与Exx14型焊条药皮相似,铁粉量比Exx14多,药皮比Exx14厚,熔敷效率高,适宜平焊和平角焊,飞测小,溶深浅,焊缝表面光滑,焊接电源为交流或直流正、反接。
药皮渣系
氧化铁型
Exx20
CHE424
药皮中含有多量的氧化铁及较多的锰铁脱氧剂,电弧吹力大,熔深较深,电弧稳定,再引孤容易,熔化速度快,渣覆盖好,脱渣性好,焊缝致密略带凹度,飞溅稍大,这类焊条不宜焊薄板,而适宜于焊接平焊及平角焊,焊接电源为交流或直流正接。
铁粉氧化铁型
Exx27
Dxx27
CHE424Fe16
药皮在与氧化铁型焊条药皮基本相似的基础上,添加了大量的铁粉,熔敷效率很高,电弧吹力大,焊缝成型好,飞溅小,脱渣好,焊缝稍凸。
这类焊条适用于平焊、平角焊,焊接为交流或直流正接,可采用大电流焊接。
低氢型
Exx15
Exx16
Dxx16
CHE507
CHE506
药皮主要组成物是碳酸盐矿和萤石,碱度较高,熔渣流动性好,焊接工艺性能一般,焊波较粗,角焊缝略凸,熔深适中,脱渣性较好,焊接时要求焊条干燥,并采用短孤焊。
这类焊条可全位置焊接,熔敷金属具有良好的抗裂性和力学性能。
一般Exx15采用直流反接,Exx16采用交、直流二用焊接。
铁粉低氢型
Exx18
CHE508
CHE58-1
药皮在与低氢型焊条药皮基本相似的基础上添加了约25〜40%的铁粉,药皮较厚,焊接电源为交流或直流反接,焊接时应采用短孤,这类焊条适用于全位置焊接,但角焊缝凸,焊缝表现平滑,飞溅较小,熔深适中,熔敷效率较高。
Exx28
Dxx26
CHE507Fe16
药皮与低氢型焊条药皮基本相似的基础上添加了大量的铁粉,药皮很厚,熔敷效率很高,只适用于平焊、平角焊,焊接电源为交流或直流反接。
CHC208
CHC308
药皮含有较多石墨,使焊缝金属获得较高的游离碳或碳化物。
采用碳钢芯的石墨型药皮,一般焊接工艺
CHC408
CHC508
性能较差,飞溅较多,烟雾较大,熔渣极少,适用于平焊焊接。
采用镍或镍基芯的石墨型药皮,一般焊接性能较好,飞溅小,熔深较浅,熔渣少,适用于全位置焊接。
石墨型药皮焊条引孤容易,药皮强度较差。
焊条尾部容易发红,故施焊时一般电流采用小规范为宜。
焊接电源为交流或直流。
特殊型
ExxOO
Exx00
CHE420T
焊条药皮采用氧化锆型,锆一碱型、金红石碱型等,这些新渣系目前尚未形成系列,另外水下焊条、开槽焊条都属于特殊型。
碱型
(不锈钢)
Exxx-15
CHK207
CHS107
焊条药皮主要由碳酸盐矿和萤石组成,碱度较高,此类焊条仅适用于直流反接法焊接。
直径不大于4mm的焊条可用于全位置焊接。
碱性
钛型或钛钙型(不锈钢)
Exxx-16
CHK232
CHS102
焊条药皮为碱性、钛型或钛钙型。
为


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 大西洋 分类 知识
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 国企会计岗位笔试试题及答案解析(分享).docx
国企会计岗位笔试试题及答案解析(分享).docx
-
代办营业执照合同协议书范本模板1.docx
-
工业机械手的PLC控制.doc
-
房屋砖混结构技术标.doc
-
消防工程监理评估报告.doc
-
[精品]杨树生产及存在问题与对策.docx
-
风险管理与金融机构课后附加题参考答案(中文版).doc
-
2021年全国安全知识竞赛经典题库及答案(共260题).docx
-
建筑工程合作协议书、建筑股东合作协议书.doc
-
高中班主任教育叙事3篇.docx
-
嵌入式软件系统期末大作业.docx
-
学校心理危机事件预警及处置预案.docx
-
一年级下册数学竞赛试题精选-.doc
-
二年级音乐学科期末试卷(人教版).doc
-
平顶山学院2021年招聘辅导员试题及答案.docx
-
小学数学应用意识与应用能力的培养课题总结报告.docx
-
企业宣传片初步报价方案.docx
-
市政道路工程设计合同.doc
-
竞赛筹备方案.docx
-
两位数加减两位数不进位不退位教学设计.docx
-
高中学生因病请假制度.docx
-
某某竹木垃圾粉碎加工厂竹木秸杆废弃物粉碎加工综合利用项目建议书.docx
 行政事业单位内部审计流程图(按照新内部审计准则).xls
行政事业单位内部审计流程图(按照新内部审计准则).xls
-
三年级下册道德与法治期末测试卷附答案(完整版).docx
-
疫情期间日常消毒记录表EXCEL模板(完整版).docx
-
商业银行个人信贷操作风险防控要点及案例解析.docx
-
优秀团员、团干评选方案.docx
-
基于PLC的 双门通道控制系统设计.docx
-
《弘扬真善美》教学设计.doc
-
五年级分数计算题.docx
-
西南大学0163答案.docx
-
医院义诊制度.docx
-
智慧树知到《普通话水平测试轻松过》章节测试答案.docx
-
中国地质大学北京电力系统保护原理期末考试高分题库全集含答案.docx
-
球阀说明书样本.docx
-
全员生产维修管理制度.docx
-
中国石油大学北京高等数学二第一二三次在线作业doc.docx
-
软件开发系统集成企业收入确认比较1.docx
-
三级安全教育方案.docx
-
深圳牛津八年级下unit1知识点归纳和练习.docx
-
最新盖梁施工方案.docx
 LRP培训幻灯片.ppt
LRP培训幻灯片.ppt
-
易经解说.ppt
-
MSA培训材料.ppt
-
星河湾半岛营销策划全案.ppt
-
星期八茶艺促销策划方案刘林杰.ppt
-
MBA管理统计学中科大万红燕第一章数据收集.ppt
-
最新房产新政解析.ppt
-
春季夜班工安全教育.ppt
-
MBA战略管理ppt战略发展.ppt
-
lean全面改造.ppt
