 PLC在改造-Z37摇臂钻床中的应用Word文档格式.doc
PLC在改造-Z37摇臂钻床中的应用Word文档格式.doc
- 文档编号:13085335
- 上传时间:2022-10-04
- 格式:DOC
- 页数:7
- 大小:282.50KB
PLC在改造-Z37摇臂钻床中的应用Word文档格式.doc
《PLC在改造-Z37摇臂钻床中的应用Word文档格式.doc》由会员分享,可在线阅读,更多相关《PLC在改造-Z37摇臂钻床中的应用Word文档格式.doc(7页珍藏版)》请在冰豆网上搜索。
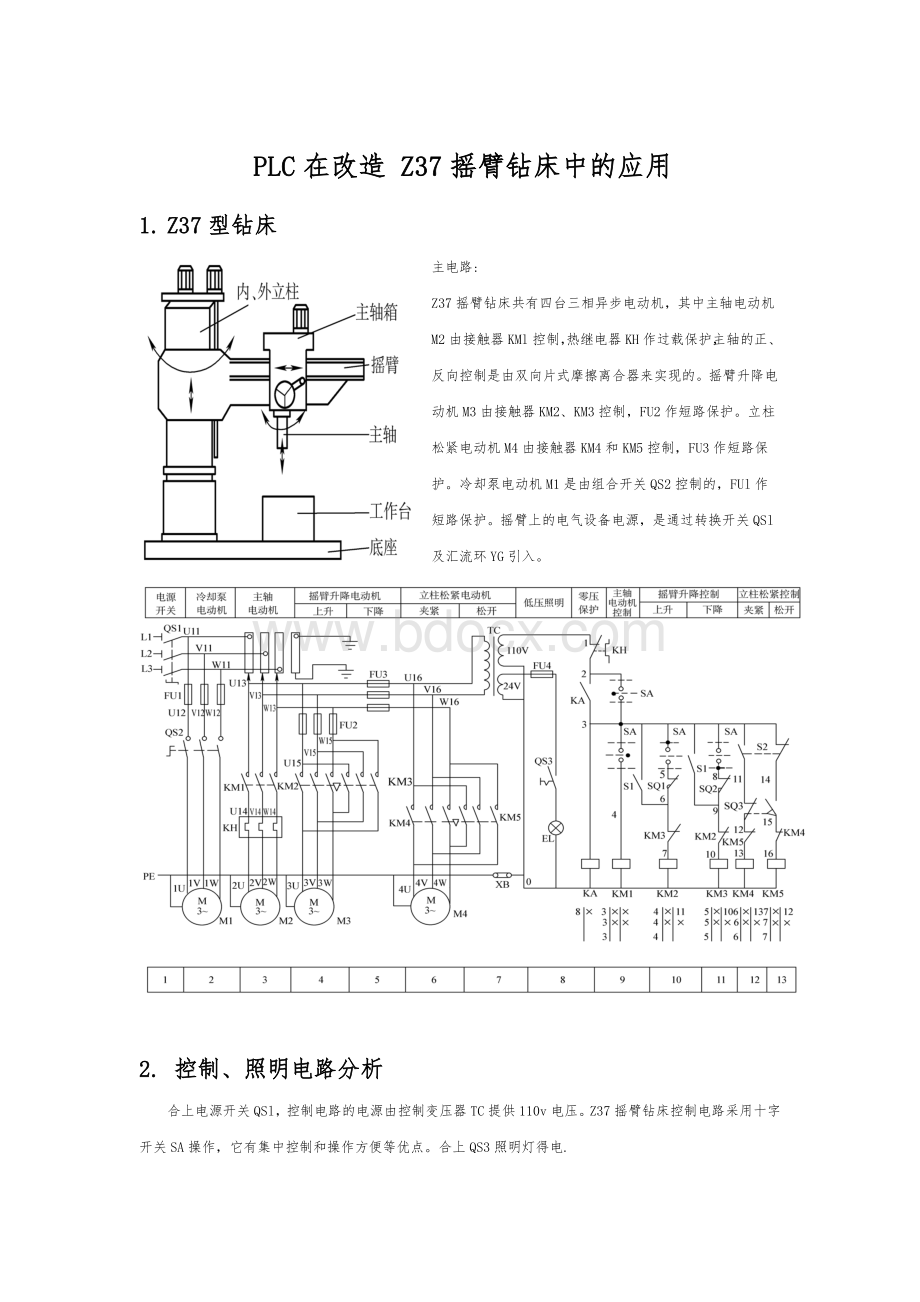
为了使改造后的摇臂钻床仍能够保持原有功能不变,此次改造的一个重要原则之一就是,不对原有机床的控制结构做过大的调整,只是将原继电器控制中的硬件接线改为用软件编程来替代。
根据物理结构的不同,PLC分为整体式、模块式和叠装式。
整体式的每一I/O点的平均价格比模块式便宜,小型电气控制系统一般使用整体式可编程控制器。
此次所设计的电气控制系统属于小型开关量电气控制系统没有特殊的控制任务,整体式PLC完全可以满足控制要求,且在性能相同的情况下,整体式PLC较模块式和叠装式PLC价格便宜,因此,Z37摇臂钻床电气控制系统的PLC选用整体式结构的PLC。
考虑到任何一种PLC都可以满足开关量电气控制系统的要求,据此本课题将尽量采用价格便宜的PLC。
摇臂钻床的电气控制系统需要17个输入口11个输出口,PLC的实际输入点数应等于或大于所需输入点数17,PLC的实际输出点数应等于或大于所需输出点数11,在条件许可的情况下尽可能留有10%-20%的裕量。
PLC存储器容量的估算方法:
对于仅有开关量输入/输出信号的电气控制系统,将所需的输入/输出点数乘以8,就是所需PLC存储器的存储容量(单位为bit)即(17+11)×
8=224bit
本基于PLC的摇臂钻床电气控制系统的PLC输入模块应选直流输入模块,输入电压应DC24V电压。
为了使Z37摇臂钻床在改造后能够良好工作,确认日本松下公司生产的FP0-C14RS型和扩展单元FP0-E16RS型和FP0-E8RS型PLC能够满足上述要求,该类型号PLC体积小,功能强,增加了一些大型机的功能和指令,如PID和PWM(PulseWidthModulation,脉宽调制)指令,对于控制器体积要求较高的应用系统是一种很好的选择。
该型PLC具有Z37摇臂钻床电气控制系统所需的所有指令功能,其总输入点数为20点,总输出点数为18点,用户存储器容量5K,输入模块电压为DC,输出模块为继电器型。
由此可知,FP0-C32和FP0-SL1型PLC的技术性能指标完全能满足要求。
3.2PLC的I/O端口分配表
根据所选PLC的型号进行I/O点的端口分配,如下所示:
输入信号端口分配表
输出信号端口分配表
地址号
符号名称
用途
X0
SB1
总起动按钮
Y0
KM1
主轴旋转接触器
X1
SB2
主电动机起动按钮
Y1
KM2
摇臂上升接触器
X2
SB3
摇臂上升起动按钮
Y2
KM3
摇臂下降接触器
X3
SB4
摇臂下降起动按钮
Y3
KM4
主轴箱、立柱、摇臂放松接触器
X4
SB5
主轴箱、立柱、摇臂松开按钮
Y4
KM5
主轴箱、立柱、摇臂夹紧接触器
X5
SB6
主轴箱、立柱、摇臂夹紧按钮
Y5
YA1
主轴箱夹紧、放松用电磁铁
X6
SB7
总停止按钮
Y6
YA2
立柱夹紧、放松用电磁铁
X7
SB8
主电动机停止按钮
Y7
HL1
电源工作状态指示信号灯
X8
KR1
M1电动机过载保护用热继电器
Y8
HL2
立柱松开指示信号灯
X9
KR2
M3电动机过载保护用热继电器
Y9
HL3
立柱夹紧指示信号灯
X10
ST1-1
摇臂上升用行程开关
Y10
HL4
主电动机旋转指示信号灯
X11
ST1-2
摇臂下降用行程开关
X12
ST2
摇臂夹紧、放松用行程开关
X13
ST3
摇臂夹紧用行程开关
X14
ST4
立柱夹紧、放松指示用行程开关
X15
SA2-1
主轴箱夹紧、放松用组合开关
X16
SA2-2
立柱夹紧、放松用组合开关
3.3PLC的I/O电气接线图的设计
下图为PLC的I/O电气接线图,图中X0、X1、X2、X3、X4、X5、X6、X7、X8、X9、X10、X11、X12、X13、X14、X15、X16共用一个COM端,输入开关的其中一端应并接在直流24V电源上,另一端应分别接入相应的PLC输入端子上。
接线时注意PLC输入/输出COM端子的极性。
接触器的线圈工作电压若为交流110V,则接触器线圈连接的Y0、Y1、Y2、Y3、Y4、Y5、Y6可以共用一个COM2端。
信号灯电源电压为6.3V,因此Y7、Y8、Y9、Y10、可以共用一个COM1端。
如果输出控制设备存在直流回路,则交流回路直流回路不可共用一个COM端,而应分开使用,本电路的输出端全为交流回路,因此在电源电压相同的接口可共用一个COM端。
PLC的I/O电气接线图
4Z37摇臂钻床电气控制系统软件部分的设计
4.1PLC梯形图程序的优化设计及程序调试
为了使Z37摇臂钻床在进行电气控制系统改造后仍能够完成原有的工作需要,本基于PLC的摇臂钻床电气控制系统的PLC程序应由电气控制系统预开程序、主电动机的起动和停止控制程序、摇臂升降控制程序即升降电动机的正反转控制程序、立柱和主轴箱的松开与夹紧控制程序即液压泵电动机的正反转程序、信号的显示程序、照明控制程序等部分组成。
因选用FP0型号的PLC,所以编程时采用Windows环境下运行的FPWIN—GR的编程软件来编程设计,采用TVT—90A2可编程控制器训练装置来进行模拟调试。
如下列图形所示:
4.1.1系统预开程序
X6为总停输入继电器,X0为系统预开输入继电器。
当X0闭合后PLC的内部继电器R0接通并自锁,为电气控制系统进行工作做好准备。
图4.1系统预开梯形图程序
4.1.2主电动机的起动控制程序
X1为主电动机起动输入继电器,R0闭合后,接通X1,此时输出继电器Y0接通并自锁,从而使电机起动。
图4.2主电动机的起动梯形图程序
4.1.3摇臂升降控制程序
R0闭合后,当输入继电器X2接通时,内部继电器R1也接通,同时Y3得电,使得液压泵电动机起动,摇臂放松,当摇臂彻底放松后,X11的常开触点闭合,常闭触点断开,Y3断电,Y1得电,摇臂开始上升,当上升到极限位置时,X10的常闭触点断开,Y1失电。
摇臂完成松开,然后上升的过程。
如果想要完成摇臂下降的过程,需接通X3,在摇臂放松后,使Y4得电,使摇臂下降,当下降到极限位置时,X10的常闭触点断开,Y2失电。
摇臂完成松开,然后下降的过程。
图4.3摇臂升降梯形图程序
4.1.4主轴箱和立柱同时放松或夹紧控制程序
R0闭合后,当输入X4或X5接通时,内部继电器R2、R3和定时器T3同时接通,3秒后,Y3自动接通,主轴箱和立柱同时放松,当再次使输入X4或X5接通时,Y6接通,主轴箱和立柱同时夹紧。
图4.4主轴箱和立柱同时放松或夹紧梯形图程序
4.1.5主轴箱和立柱分别单独夹紧或放松程序
除了可以使立柱和主轴箱同时夹紧、放松外,还可以使它们分别夹紧或放松,通过手动接通X15和X16即可完成上述操作,当需要使主轴箱单独夹紧或放松时,用手扳动开关X16使其断开即可,同样,用手扳动输入开关X15,即可达到单独夹紧或放松立柱的目的。
图4.5主轴箱和立柱分别单独夹紧或放松梯形图程序
4.1.6信号显示程序
R0接通,当主电动机起动后,Y0接通,Y10得电,主电动机起动信号灯亮。
立柱夹紧后X14接通,Y9得电,立柱夹紧信号灯亮。
当Y3得电后,立柱开始松开,当立柱松开后,X14的常开触点闭合,常闭触点断开,Y8得电,立柱松开信号灯亮。
图4.6信号显示梯形图程序
4.1.7电源工作状态指示信号程序
R0接通,输出继电器Y7得电,此时电源工作状态指示信号灯亮,表明机床开始处于工作状态。
图4.7电源工作状态指示信号梯形图程序
5结论
本课题所研究的基于PLC的摇臂钻床电气控制系统的设计实现了Z37摇臂钻床的控制自动化,方便了工人在生产中对机床的实际操作。
通过研究,可得出以下结论:
5.1研究成果
可编程控制器是一种广泛应用于工业现场的新型控制器,具有结构简单,抗干扰性强,编程方便等特点,本课题采用PLC自动控制技术取代了传统继电器—接触器电气控制系统,实现了对Z37摇臂钻床的自动控制,从而提高了机床的工作效率、工作稳定性和可靠性,而且,还大大降低了工人的劳动强度,改善了产品的加工质量,降低了设备故障率,提高了生产率。
另外,通过这次毕业设计使我对PLC和电控方面的知识又有了更加深刻的理解和掌握,为今后走向工作岗位从事相关工作奠定了很好的基础。
5.2不足之处
由于时间精力有限,还有许多功能有待扩展、完善。
主要是没有对所控制电动机的调速问题进行研究,包括主电动机、升降电动机、液压泵电动机的调速只能通过机械调速或多速电机来进行,属于有级调速,其加工范围将受到某些限制,系统仅限于逻辑开关量的控制,对于PLC的许多高级指令没有应用到。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- PLC 改造 Z37 摇臂 钻床 中的 应用
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 第二章-传统相机的性能与种类.ppt
第二章-传统相机的性能与种类.ppt
 三级健康管理师题库(附答案).docx
三级健康管理师题库(附答案).docx
-
房屋租赁合同范本(有法律效益).docx
-
合作协议书中(英文)版.docx
-
人音版小学三年级上册音乐教案.docx
-
餐饮店合股投资协议书.docx
-
城市综合管廊特点及设计要点解析.docx
-
机械助理工程师个人工作总结.docx
-
建设单位会议管理办法.docx
-
国有企业在“一带一路”中的发展路径.docx
-
幼儿园与家长签订的安全责任书.docx
-
2018年助理值班员职业技能竞赛专业知识考试试题及答案.docx
-
初中物理学科的核心素养.docx
-
军训结束教官讲话稿范本.docx
-
人教版新起点五年级英语上册全册教案.docx
-
唱歌跑调怎样办,唱歌超难听怎样办.docx
-
某拟提拔干部近三年工作总结.docx
-
最美教师事迹材料.docx
-
广播电视概论第一章绪论.pptx
-
质量管理体系考试试题及答案2.docx
-
《串联和并联》练习题.pptx
-
高端装备制造项目可行性研究报告.docx
-
新教师入职培训心得体会(9篇).docx
-
最新部编版三年级上册语文第8课《卖火柴的小女孩》教案第3单元教学设计.docx
-
2019年初级保育员理论知识考试真题及答案.docx
 专业分包合同风险控制要点一览表 - 副本.rtf
专业分包合同风险控制要点一览表 - 副本.rtf
-
2019年最新主题教育围绕“四个对照”“四个找一找”在专题民主(组织)生活会个人对照检视检查研讨材料.docx
-
2018年度公司培训计划方案.docx
-
企业债券发行法律服务意向书---律所整理.docx
-
2019年事业单位法律知识考题及答案解析.docx
-
2019-2020学年人教版(新起点)英语五年级上册全册教案.docx
-
轨道焊接方案.docx
-
简单的儿童简笔画大全图片.docx
-
建设工程规定合同管理系统.docx
-
数学ⅱ人教新资料第二章检测233直线与平面垂直的性质.docx
-
建筑工程施工强制性条文实施指南建筑装饰装修工程9.docx
-
I like music that I can dance to教案.docx
-
it年工作总结1工作范文.docx
-
双语教学示范课程建设项目申报表.docx
-
K12学习小学体育课教案.docx
-
生理学各章节练习题及答案.docx
-
省食品药品行政处罚裁量适用规则.docx
-
施工单位A类承包单位用表.docx
-
施工现场临时用电施工方案新用心整理精品资料.docx
-
石家庄地质概况.docx
-
实习兼职周记.docx
-
实验室信息管理系统LIMS.docx
-
食品机械与设备课后答案许学琴.docx
-
世界气候专题练习.docx
-
市政《建筑工程施工质量验收统一标准》表格.docx
-
试用期满转正工作总结 试用期满工作总结.docx
