 轧钢厂上料区设备操作、维护、检修规程Word文件下载.docx
轧钢厂上料区设备操作、维护、检修规程Word文件下载.docx
- 文档编号:13015168
- 上传时间:2022-10-02
- 格式:DOCX
- 页数:8
- 大小:14.74KB
轧钢厂上料区设备操作、维护、检修规程Word文件下载.docx
《轧钢厂上料区设备操作、维护、检修规程Word文件下载.docx》由会员分享,可在线阅读,更多相关《轧钢厂上料区设备操作、维护、检修规程Word文件下载.docx(8页珍藏版)》请在冰豆网上搜索。
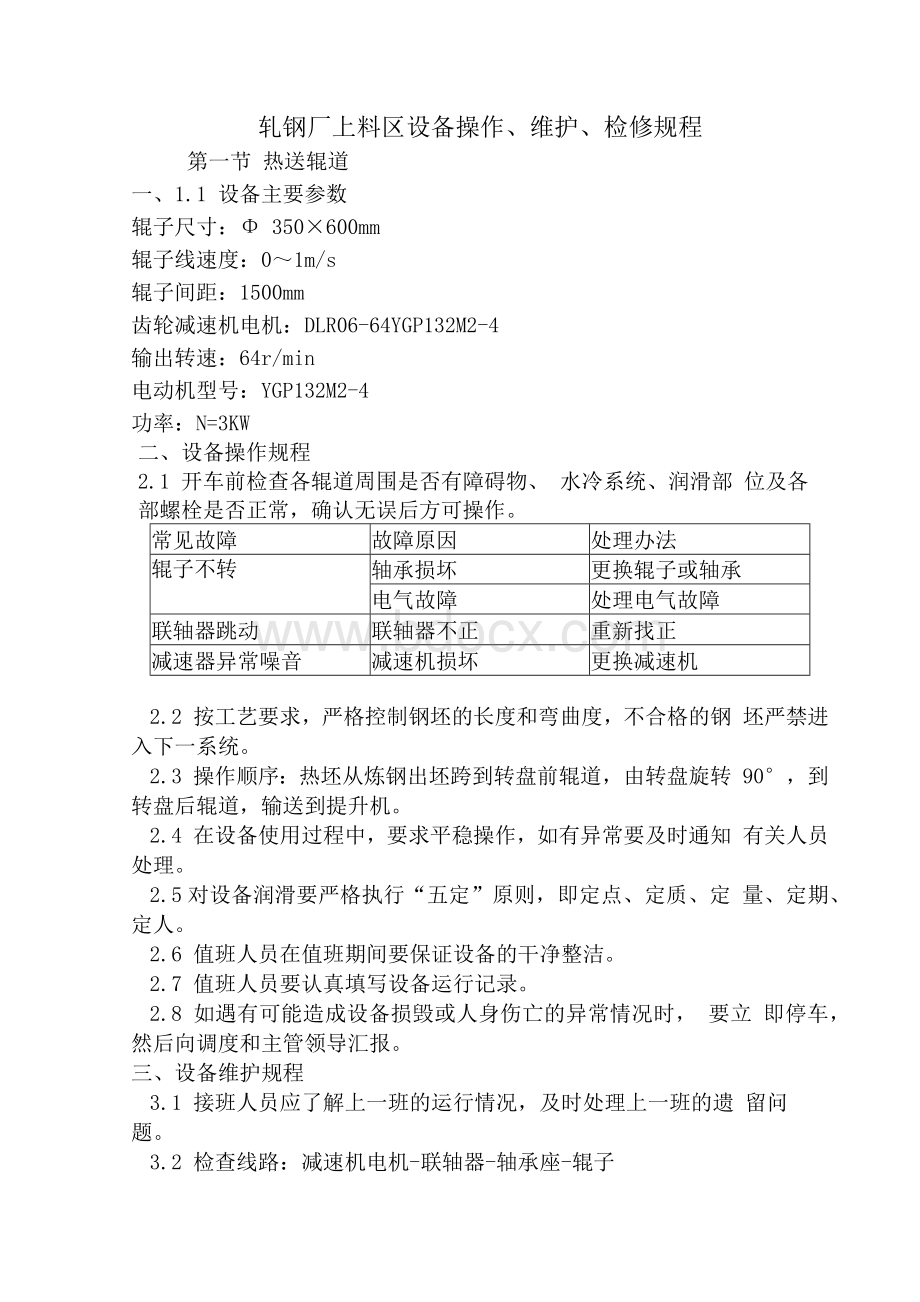
辊子不转
轴承损坏
更换辊子或轴承
电气故障
处理电气故障
联轴器跳动
联轴器不正
重新找正
减速器异常噪音
减速机损坏
更换减速机
2.2按工艺要求,严格控制钢坯的长度和弯曲度,不合格的钢坯严禁进入下一系统。
2.3操作顺序:
热坯从炼钢出坯跨到转盘前辊道,由转盘旋转90°
,到转盘后辊道,输送到提升机。
2.4在设备使用过程中,要求平稳操作,如有异常要及时通知有关人员处理。
2.5对设备润滑要严格执行“五定”原则,即定点、定质、定量、定期、定人。
2.6值班人员在值班期间要保证设备的干净整洁。
2.7值班人员要认真填写设备运行记录。
2.8如遇有可能造成设备损毁或人身伤亡的异常情况时,要立即停车,然后向调度和主管领导汇报。
三、设备维护规程
3.1接班人员应了解上一班的运行情况,及时处理上一班的遗留问题。
3.2检查线路:
减速机电机-联轴器-轴承座-辊子
3.3主要检查内容及要求
检查部件
检查内容
技术要求
负责部门
检查周期
生产
维修
减速电机
运行
平稳、无异常
1次/班
联轴器
连接
齐全、紧固
轴承座及辊子
无变形、灵活
3.4维护人员须按设备点巡检制度的有关规定进行检查,认真填写设备维护记录。
3.5发现设备问题能处理的及时处理,不能处理的及时逐级通知组长、部长、厂长,与有关部门协商解决。
四、设备检修规程
4.1检修周期及主要内容
小修:
每周一次,时间4~6小时。
内容:
检查轴承及辊磨损情况,更换加油。
中修:
半年一次,时间1~2天。
各部检查,更换损坏、老化件。
大修:
三年一次,时间2~3天。
.
各部拆检,更换损坏件。
4.2检修完毕后,要保证活完场净,设备干净整齐,并认真填写检修记录。
4.3检修技术规范。
4.3.1电机减速机输出轴中心应与辊子中心的同轴度在0.2mm之内。
4.3.2辊子装配时,应先核对轴承、油封型号;
4.3.3安装轴承时,应测量安装轴的轴径,测量轴承座内孔尺寸。
五、安全注意事项:
5.1检修人员检修前必须执行安全确认制,检修时要严格执行安全联保制度。
5.2非岗位人员不得操作本设备,任何人不得随意拆掉或放宽安全保护装置。
5.3点检、维修人员巡检时,随时注意钢坯的运行情况,并与操作人员搞好确认,严格执行摘挂牌制度。
5.4排除故障时,应切断电源,并挂上检查标志。
5.5严禁跨越辊道。
第二节坯料旋转台架
一、设备主要技术参数
旋转机构
电动机:
型号YVP160M-4 功率:
11KW额定输出转速1440r/min
减速机:
型号TDCD350-188-110b(2台)
传动比:
188
旋转角度:
90°
回转时间:
25s
辊道
辊子直径:
Φ300mm
辊身长度:
辊子速度:
1m/s
1060mm
辊道用减速机:
DlR06-68(20台)
YVPl60M-4功率11KW
额定转速1440r/min
2.l严格遵守工作牌制度,各班应设专职操作人员,并要了解设备的技术性能,其他人员严禁操作。
2.2开车前检查转盘及辊道周围有无障碍物,空载试车后方可投入运行。
2.3开车前先空转几次,检查旋转是否到位,制动器、接近开关、缓冲器动作是否正常,辊子、滚轮转动是否灵活,滚轮与滚道(弧形板)是否紧密接触,确认无异常后方可正常作业。
2.4使用中经常检查运行辊道,因故障而使钢坯不能前进时,辊道应立即停转,以免人为地磨损辊子,辊道上的热钢坯应及时吊走。
2.5操作顺序:
转盘先到转盘前辊道接钢,再旋转90度,移送钢坯到转盘后辊道。
2.6辊道在接钢时,转盘一定要处于制动状态,转盘旋转时,制动器一定要处于非制动状态。
2.7在使用中定期检查辊道内间隙处氧化铁皮等异物的堆集情况,要定期清除,严防由此而产生对辊道运行的干扰。
2.8对设备润滑要严格执行“五定”原则,即定点、定质、定量、定期、定人。
2.9值班人员在值班期间要保证设备的干净整洁,要认真填写设备运行记录。
2.10如遇有可能造成设备损毁或人身伤亡的异常情况时,要
3.3.1检查路线
辊道:
电动机-减速机-辊子-链条-辊子链张紧装置
旋转机构:
电机-联轴器-减速机-制动器-接近开关-缓冲器-滚轮
-转轴-齿轮齿板。
3.3.2主要检查内容
3.3.2.1各处螺栓紧固情况
3.3.2.2各处轴承温度≤60℃
3.3.2.3转盘、各辊子运转是否灵活,有无杂音及运转过程中有无跳动或摆动现象。
3.3.2.4链条有无断裂,磨损是否严重。
2.2.2.5滚轮转动是否灵活,滚轮与滚道(弧形板)是否紧密接触,若有间隙调整滑座螺栓处理。
.
3.3.2.6辊子、滚轮、转轴、辊子链张紧装置、齿轮齿板等润滑情况。
3.3.2.7辊子、滚轮、齿轮齿板的磨损情况。
3.3.2.8减速机是否缺油,油位油质是否正常,有无渗漏油现象。
3.3.2.9制动器闸瓦磨损情况,保持闸瓦和制动轮间合适的间隙。
3.3.2.10设备在运行中如发生异常,应及时处理,不得未经处理而连续带病作业。
3.3.2.11设备经常保持洁净。
3.3.2.12发现设备问题能处理的及时处理,不能处理的及时逐级通知组长、部长、厂长,与有关部门协商解决。
4.1检修周期及主要内容
各部检查,调整;
加换油;
更换损坏件。
半年一次,时间l~2天。
三年一次,时间2—3天。
各部拆检,更换损坏件
4.3技术规范。
4.3.1辊子中心与辊道架中心的误差在5mm内
4.3.2调整转盘下支撑滚轮高度,使8个支撑滚轮踏面在同一平面内并均匀与滚道(弧形板)接触。
’
4.3.3安装轴承时,应测量轴承座内孔尺寸和安装轴的轴径,确定相差不过1mm后才能安装。
4.3.4安装后,试车不应有转动不灵活和异帚噪音现象,接近开关应定为准确可靠。
五、安全注意事项
5.1非岗位人员不得操作本设备,任何人不得随意拆掉或放宽安全保护装置。
5.2排除故障或清扫设备时,应切断电源,并挂上检查标志。
点检、维修人员巡检时,随时注意钢坯的运行情况,并与操作人员搞好确认,严格执行摘挂牌制度。
5.3严禁跨越辊道。
5.4旋转时要站在安全可靠位置。
5.5检修人员检修前必须执行安全确认制,检修时要严格执行安全联保制度。
维护及检修设备时,检修人员要与生产人员密切配合,严格执行摘挂牌制度。
第三节坯料提升机
钢坯规格
150×
12000
提升速度
V=300mm/s
电动机
YTR2250M2-6,45KW
减速机
NCD500-125IS-GB,i=134.9
链轮节圆直径
653.281mm
链条节距
250mm
逆止器
NJ(NYD)160
2.1严格遵守工作牌制度,各班应设专职操作人员,并要了解设备的技术性能,其他人员严禁操作。
值班人员在值班期间要保证设备的干净整洁,要认真填写设备运行记录。
2.2运行前检查提升机周围有无障碍物。
2.3运行前先空试车,确认无异常后方可正常作业。
2.4每次操作只允许一根钢坯计入提升机。
提升机接到转盘后辊道运送的钢坯,再通过提升钩提升到5米平台上的台架上。
2.6提升钩在同一位置的接钢面应在同一平面上。
2.7提升机上严禁放入双层以上钢坯,提升钩上的钢坯不得有歪斜现象。
2.9如遇有可能造成设备损毁或人身伤亡的异常情况时,要立即停车,然后向调度和主管领导汇报。
3.1严格遵守交、接班制度
3.2按制度对设备进行点检和巡检。
设备维护完后要认真填写设备维护记录。
3.2.1检查路线
电动机-联轴器-制动器-减速机-联轴器-轴承座-接近开关-链条-链条张紧装置-滑轨
3.2.2主要检查内容
3.2.2.1检查电机是否振动,有无噪音,地脚螺栓紧固情况。
3.2.2.2电机轴承温度是否小于60℃
3.2.2.3检查减速机运转情况,有无噪音,地脚螺栓是否紧固,减速机油位是否在规定高度(设备上有标准刻度线),各部轴承温度不超过60℃
3.2.2.4检查各部传动接手、联轴器运转是否正常,启动前检查连接螺栓是否是松动。
3.2.2.5制动器预紧弹簧调整要适中,检查闸轮与闸皮(瓦块)的磨损情况,如发现闸轮、闸皮(瓦块)磨损严重而导致制动效果不佳时,应立即更换。
3.2.2.6检查链条有无断裂,磨损是否严重,如磨损严重应立即更换。
3.2.2.7检查链轮和链条的磨损情况。
3.2.2.8检查链轮、张紧轮的轴承温度是否小于60℃,并按润滑要求定期补充润滑油。
3.2.2.9检查接近开关是否灵敏。
3.2.2.10检查提升构、滑轨的磨损情况。
3.2.2.11设备在运转中如发生异常,应及时处理,不得未经处理而;
连续带病作业。
不能处理的及时逐级通知组长、部长、厂长,与有关部门协商解决。
3.2.2.12保证设备清洁。
四、设备检修规程。
每周一次,时间4-6个小时。
中修:
半年一次,更换损坏1-2天。
内容:
三年一次,时间2-3天。
内容:
4.2检修完毕后,要保证活玩场净,设备安静整齐,并认真填写检修记录。
4.3技术规程
4.3.1链条工作温度约400℃,要求链条极限拉伸载荷315kN
4.3.2提升机的5条链条在安装时需保证链条的连接板在同一平面上。
4.3.3张紧轮在装配之后要运转自如。
4.3.4张紧轮架体眼开口槽上下运动时应灵活自如,无卡壳现象。
4.3.5提升装置,向上调整量为100mm,向下调整量为100mm,向下调整时,调整螺栓可加适当垫块。
4.3.6滑块与提升机钢架为法兰连接,须待传动轴安装完毕后最后连接。
4.3.7本设备安装施工应按YBJ201-83/YBJ202-8《冶金机械设备安装工程及验收范围》执行。
4.3.8装配应按YB/T036.18-92《冶金机械制造通用件装配》标准执行。
5.1检修人员检修前必须执行安全确认制,检修时要严格执行安全联保制度。
维护及检修设备时,检修人员要与生产人员密切配合,严格执行


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 轧钢厂 上料区 设备 操作 维护 检修 规程
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 党组织、党员联系服务师生工作制度.docx
党组织、党员联系服务师生工作制度.docx
 物流与供应链管理 第七章 供应链综合计划.pptx
物流与供应链管理 第七章 供应链综合计划.pptx
-
民族团结教案doc格式.docx
-
民族团结教案doc格式.docx
-
中国象棋ppt模板.pptx
-
设备质量保证措施.docx
-
电力公司招聘行政能力测试试题及解析.docx
 回弹仪检测多孔砖砖强度计算表.xls
回弹仪检测多孔砖砖强度计算表.xls
-
汽车理论1.3.doc
-
电动汽车充换电站项目商业计划书.doc
-
幼儿园指南试题及答案.doc
-
护理教案模板.doc
-
资料台账表格.xlsx
-
红军长征的历史叙述是怎样形成的.docx
-
冷库工程合同.docx
-
部编版五年级上册语文课堂作业本答案(全).docx
-
《网络综合布线》说课稿.doc
-
材料进场,见证取样及检验制度.docx
-
20章--瓦斯综合利用.doc
-
[原创]STP保温板屋面及外墙保温施工技术方案.doc
-
隧道开挖作业台车计算书.docx
-
《减法的初步认识》教学设计.doc
-
教导处工作计划.docx
-
电机学第五版课后答案汤蕴璆完整版.docx
-
同仁堂案例成功启示.docx
-
经典钣金结构设计规范.doc
-
计算机各种进制转换练习题(附答案).doc
-
市场营销教学案例分析.docx
-
服装厂质量管理制度.docx
-
中职试验教材应用文写作(高教版_王崇国编)电子教案【全】.doc
-
控烟考评奖惩制度、标准、记录表.doc
-
小学生“学宪法-讲宪法”活动知识竞赛题库(含答案).docx
-
即将离开母校给老师的赠言80句.docx
-
整理依法治校工作规划.docx
-
青城山旅游地产策划提案.docx
-
港台十大高未嫁女星花落家.docx
-
内科护理学强化多选题.docx
-
乡镇人口普查前期工作情况汇报与乡镇人口计生宣传教育工作总结汇编.docx
-
综合素质评价评语.docx
-
实验小学一年级数学期中检测试题沪教版C卷 含答案.docx
-
天津市河东区学年度第一学期期末考试九年级物理试题附答案.docx
-
美学与宗教.docx
-
清晨的阳光.docx
-
光伏玻璃行业研究报告光伏玻璃供需双涨供给宽松预计Q3显现.docx
-
人教版四年级音乐下册教案.docx
-
领导在技能大赛闭幕式上的讲话.docx
-
小学生毛笔字帖.docx
-
天一大联考届高三阶段性测试四语文试题Word版含答案.docx
-
年产10万吨饮料生产线工程建设项目可行性研究报告.docx
-
写论文时如何查找外国文献.docx
-
秋季幼儿园园长工作计划与秋季幼儿园学期后勤工作计划范文合集.docx
