 焊接质量检验方法及标准Word文档格式.doc
焊接质量检验方法及标准Word文档格式.doc
- 文档编号:13014485
- 上传时间:2022-10-02
- 格式:DOC
- 页数:9
- 大小:78.50KB
焊接质量检验方法及标准Word文档格式.doc
《焊接质量检验方法及标准Word文档格式.doc》由会员分享,可在线阅读,更多相关《焊接质量检验方法及标准Word文档格式.doc(9页珍藏版)》请在冰豆网上搜索。
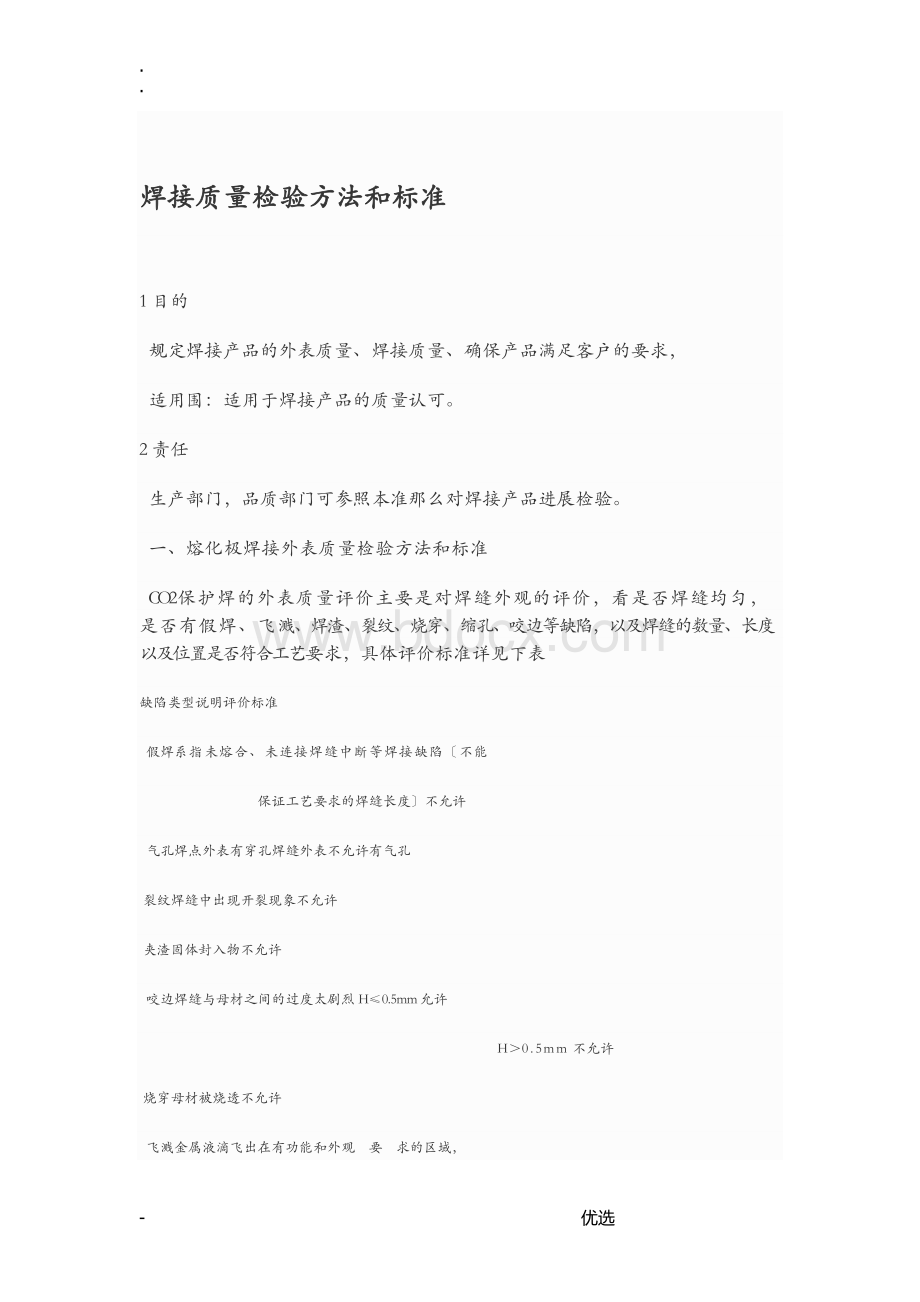
H>0.5mm不允许
烧穿母材被烧透不允许
飞溅金属液滴飞出在有功能和外观要求的区域,
不允许有焊接飞溅的存在
过高的焊缝凸起焊缝太大H值不允许超过3mm
位置偏离焊缝位置不准不允许
配合不良板材间隙太大H值不允许超过2mm
二、焊缝质量标准
保证工程
1、焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。
2、焊工必须经考核合格,检查焊工相应施焊条件的合格证及考核日期。
3、I
、II级焊缝必须经探伤检验,并应符合设计要求和施工及验收规的规定,检验焊缝探伤报告
焊缝外表I、II级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
II级焊缝不得有外表
气孔夹渣、弧坑、裂纹、电焊擦伤等缺陷,且I级焊缝不得有咬边,未焊满等缺陷
根本工程
焊缝外观:
焊缝外形均匀,焊道与焊道、焊道与根本金属之间过渡平滑,焊渣和飞溅物去除干净。
外表气孔:
I、II级焊缝不允许;
III级焊缝每50MM长度焊缝允许直径≤0.4t;
气孔2个,气孔间距≤6倍孔径
咬边:
I级焊缝不允许。
II级焊缝:
咬边深度≤0.05t,且≤0.5mm,连续长度≤100mm,且两侧咬边总长≤10%焊缝长度。
III级焊缝:
咬边深度≤0.1t,,且≤1mm。
注:
,t为连接处较薄的板厚。
三、焊缝外观质量应符合以下规定
1一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级和二级焊缝不得存在外表气孔、夹渣、裂纹、和电弧擦伤等缺陷
2二级焊缝的外观质量除应符合本条第一款的要求外,,尚应满足下表的有关规定
3
三级焊缝应符合下表有关规定
焊缝质量等级
检测工程二级三级
未焊满≤0.2+0.02t
且≤1mm,每100mm
长度焊缝未焊满累积长≤25mm
≤0.2+0.04t
且≤2mm,每100mm
长度焊缝未焊满累积长度≤25mm
根部收缩≤0.2+0.02t
且≤1mm,长度不限≤0.2+0.04t
且≤2mm,长度不限
咬边≤0.05t
且≤0.5mm,连续长度≤100mm,且焊缝两侧咬边总长≤10%焊缝全长≤0.1t
且≤1mm,长度不限
裂纹不允许允许存在长度≤5mm
的弧坑裂纹
电弧擦伤不允许允许存在个别电弧擦伤
接头不良缺口深度≤0.05t
且≤0.5mm,每1000mm
长度焊缝不得超过1
处
缺口深度≤0.1t
且≤1mm,每1000mm
外表气孔不允许每50mm
长度焊缝允许存在直径≤0.4t
且≤3mm
的气孔2
个;
孔距应≥6倍孔径
外表夹渣不允许深≤0.2t,长≤0.5t
且≤20mm
四、焊接质量检验中常见的缺陷名词
1、焊瘤:
焊接过程中溶化金属流淌到焊缝之外未溶化的母材上所形成的金属瘤
2、咬边:
沿焊趾的母材部位产生的沟槽和凹陷。
3、烧穿:
常见于薄板焊接时,在焊缝上形成穿孔
4、未焊透:
焊接时接头根部未完全熔透的现象
5、夹渣:
焊后残留在金属中的熔渣,是焊缝中常见缺陷
6、气孔:
焊接时,熔池中的气体在金属凝固时未能逸出而形成的空穴。
气孔是常见的一种焊接缺陷,露在焊缝外表的称外表气孔,位于焊缝部的叫做部气孔。
7、裂纹:
最危险的焊接缺陷,通常发生在焊缝金属及热影响区〔焊缝两侧
20mm围〕。
8、焊接变形:
焊接时局部温度过高,超过材料允许的使用温度,一段时间后即产生了局部变形。
9、焊缝尺寸不符合要求:
焊缝的尺寸与设计上规定的尺寸不符,或焊缝成型不良。
出现上下、宽窄不一。
焊缝质量标准4.1保证工程4.1.1焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。
4.1.2焊工必须经考试合格,检查焊工相应施焊条件的合格证及考核日期。
4.1.3Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求和施工及验收规的规定,检查焊缝探伤报告。
4.1.4焊缝外表Ⅰ、Ⅱ级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
Ⅱ级焊缝不得有外表气孔、夹渣、弧坑、裂纹、电弧擦伤等缺陷,且Ⅰ级焊缝不得有咬边、未焊满等缺陷。
4.2根本工程4.2.1焊缝外观:
4.2.2外表气孔:
Ⅰ、Ⅱ级焊缝不允许;
Ⅲ级焊缝每50mm长度焊缝允许直径≤0.4t;
且≤3mm气孔2个;
气孔间距≤6倍孔径。
4.2.3咬边:
Ⅰ级焊缝不允许。
Ⅱ级焊缝:
咬边深度≤0.05t,且≤0.5mm,连续长度≤100mm,且两侧咬边总长≤10%焊缝长度。
Ⅲ级焊缝:
咬边深度≤0.lt,且≤lmm。
t为连接处较薄的板厚。
4.3允许偏差工程,见表5-1。
5成品保护5.1焊后不准撞砸接头,不准往刚焊完的钢材上浇水。
低温下应采取缓冷措施。
5.2不准随意在焊缝外母材上引弧。
5.3各种构件校正好之前方可施焊,并不得随意移动垫铁和卡具,以防造成构件尺寸偏差。
隐蔽部位的焊缝必须办理完隐蔽验收手续后,方可进展下道隐蔽工序。
5.4低温焊接不准立即清渣,应等焊缝降温后进展。
6应注意的质量问题6.1尺寸超出允许偏差:
对焊缝长宽、宽度、厚度缺乏,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格前方准焊接,焊接时精心操作。
6.2焊缝裂纹:
为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,防止用大电流,不要突然熄火,焊缝接头应搭10~15mm,焊接中木允许搬动、敲击焊件。
6.3外表气孔:
焊条按规定的温度和时间进展烘焙,焊接区域必须清理干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。
6.4焊缝夹渣:
多层施焊应层层将焊渣去除干净,操作中应运条正确,弧长适当。
注意熔渣的流动方向,采用碱性焊条时,上须使熔渣留在熔渣后面。
7质量记录本工艺标准应具备以下质量记录:
7.1焊接材料质量证明书。
7.2焊工合格证及编号。
7.3焊接工艺试验报告。
7.4焊接质量检验报告、探伤报告。
7.5设计变更、洽商记录。
7.6隐蔽工程验收记录。
7.7其它技术文件。
焊缝等级分类及无损检测要求焊缝应根据构造的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原那么分别选用不同的质量等级,1.在需要进展疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;
2〕作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2.不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级3.重级工作制和起重量Q≥50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级4.不要求焊透的’I'
形接头采用的角焊缝或局部焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:
1)对直接承受动力荷载且需要验算疲劳的构造和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;
2)对其他构造,焊缝的外观质量标准可为二级。
外观检查一般用目测,裂纹的检查应辅以5倍放大镜并在适宜的光照条件下进展,必要时可采用磁粉探伤或渗透探伤,尺寸的测量应用量具、卡规。
焊缝外观质量应符合以下规定:
1一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级焊缝和二级焊缝不得存在外表气孔、夹渣、裂纹和电弧擦伤等缺陷;
2二级焊缝的外观质量除应符合本条第一款的要求外,尚应满足下表的有关规定;
3三级焊缝的外观质量应符合下表有关规定焊缝质量等级检测工程二级三级未焊满≤0.2+0.02t且≤1mm,每
100mm长度焊缝未焊满累积长度≤25mm≤0.2+0.04t且≤2mm,每
100mm长度焊缝未焊满累积长度≤25mm
根部收缩≤0.2+0.02t且≤1mm,长度不限≤0.2+0.04t且≤2mm,长度不限咬边≤0.05t且≤0.5mm,连续长度≤100mm,且焊缝两侧咬边总长≤10%焊缝全长≤0.1t且≤1mm,长度不限裂纹不允许允许存在长度≤5mm的弧坑裂纹电弧擦伤不允许允许存在个别电弧擦伤接头不良缺口深度≤0.05t且≤
0.5mm,每1000mm长度焊缝不得超过1处缺口深度≤0.1t且≤1mm,每1000mm长度焊缝不得超过1处外表气孔不允许每50mm长度焊缝允许存在直径≤0.4t且≤3mm的气孔2个;
孔距应≥6倍孔径外表夹渣不允许深≤0.2t,长≤0.5t且≤
20mm
设计要求全焊透的焊缝,其部缺陷的检验应符合以下要求:
1一级焊缝应进展100%的检验,其合格等级应为现行国家标准"
钢焊缝手工超声波探伤方法及质量分级法"
(GB11345)B级检验的Ⅱ级及Ⅱ级以上;
2二级焊缝应进展抽检,抽检比例应不小于20%,其合格等级应为现行国家标准"
(GB11345)B级检验的Ⅲ级及Ⅲ级以上;
3全焊透的三级焊缝可不进展无损检测。
4焊接球节点网架焊缝的超声波探伤方法及缺陷分级应符合国家现行标准JG/T203-2007"
钢构造超声波探伤及质量分级法"
的规定。
5螺栓球节点网架焊缝的超声波探伤方法及缺陷分级应符合国家现行标准JG/T203-2007"
6箱形构件隔板电渣焊焊缝无损检测结果除应符合GB50205-2001标准第7.3.3条的有关规定外,还应按附录C进展焊缝熔透宽度、焊缝偏移检测。
7圆管T、K、Y节点焊缝的超声波探伤方法及缺陷分级应符合GB50205-2001标准附录D的规定。
8设计文件指定进展射线探伤或超声波探伤不能对缺陷性质作出判断时,可采用射线探伤进展检测、验证。
9射线探伤应符合现行国家标准"
钢熔化焊对接接头射线照相和质量分级"
(GB3323)的规定,射线照相的质量等级应符合AB级的要求。
一级焊缝评定合格等级应为"
(GB3323)的Ⅱ级及Ⅱ级以上,二级焊缝评定合格等级应为"
(GB3323)的Ⅲ级及Ⅲ级以上。
10以下情况之一应进展外表


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊接 质量检验 方法 标准
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 党组织、党员联系服务师生工作制度.docx
党组织、党员联系服务师生工作制度.docx
 物流与供应链管理 第七章 供应链综合计划.pptx
物流与供应链管理 第七章 供应链综合计划.pptx
-
民族团结教案doc格式.docx
-
民族团结教案doc格式.docx
-
中国象棋ppt模板.pptx
-
设备质量保证措施.docx
-
电力公司招聘行政能力测试试题及解析.docx
 回弹仪检测多孔砖砖强度计算表.xls
回弹仪检测多孔砖砖强度计算表.xls
-
汽车理论1.3.doc
-
电动汽车充换电站项目商业计划书.doc
-
幼儿园指南试题及答案.doc
-
护理教案模板.doc
-
资料台账表格.xlsx
-
红军长征的历史叙述是怎样形成的.docx
-
冷库工程合同.docx
-
部编版五年级上册语文课堂作业本答案(全).docx
-
《网络综合布线》说课稿.doc
-
材料进场,见证取样及检验制度.docx
-
20章--瓦斯综合利用.doc
-
[原创]STP保温板屋面及外墙保温施工技术方案.doc
-
隧道开挖作业台车计算书.docx
-
《减法的初步认识》教学设计.doc
-
教导处工作计划.docx
-
电机学第五版课后答案汤蕴璆完整版.docx
-
同仁堂案例成功启示.docx
-
经典钣金结构设计规范.doc
-
计算机各种进制转换练习题(附答案).doc
-
市场营销教学案例分析.docx
-
服装厂质量管理制度.docx
-
中职试验教材应用文写作(高教版_王崇国编)电子教案【全】.doc
-
控烟考评奖惩制度、标准、记录表.doc
-
小学生“学宪法-讲宪法”活动知识竞赛题库(含答案).docx
-
毕业设计《汽车空调制冷系统故障分析报告及检修》.docx
-
部编版三年级下册所有课文拼音卷附有答案.docx
-
财政资金专项申请书及绩效表.docx
-
常用建筑材料热物理性能计算参数.docx
-
Http中的postget.docx
-
新概念英语第一册全册144课练习题完美打印版.docx
-
城市规划原理笔记分享.docx
-
PCB板焊接工艺通用标准.docx
-
新人教版六年级数学上册知识点经典.docx
-
stroop效应实验报告.docx
-
初二信息技术考试题.docx
-
虚拟语气易错题.docx
-
安全法律法规学习记录.docx
-
学生学业评价评语文档3篇.docx
-
初中物理电学难题附答案讲课教案.docx
-
押题卷02中考英语考前押题金卷浙江宁波专用解析版.docx
-
八年级地理下册第一单元测试题1.docx
-
雅思考试常用固定搭配词组图文稿.docx
-
创新创效创优工作方案.docx
