 DFM报告表格文件下载.xls
DFM报告表格文件下载.xls
- 文档编号:13003752
- 上传时间:2022-10-02
- 格式:XLS
- 页数:10
- 大小:73KB
DFM报告表格文件下载.xls
《DFM报告表格文件下载.xls》由会员分享,可在线阅读,更多相关《DFM报告表格文件下载.xls(10页珍藏版)》请在冰豆网上搜索。
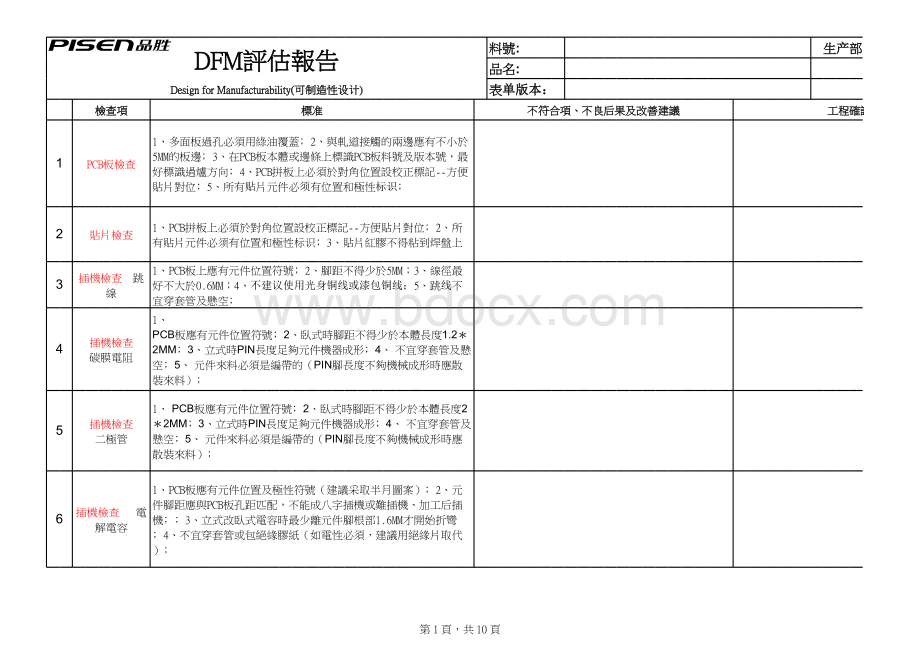
檢檢查查項項標標准准不不符符合合項項、不不良良后后果果及及改改善善建建議議工工程程確確認認1PCB板檢查1、多面板過孔必須用綠油覆蓋2、與軋道接觸的兩邊應有不小於5MM的板邊3、在PCB板本體或邊條上標識PCB板料號及版本號,最好標識過爐方向4、PCB拼板上必須於對角位置設校正標記-方便貼片對位5、所有贴片元件必须有位置和極性标识2貼片檢查1、PCB拼板上必須於對角位置設校正標記-方便貼片對位2、所有贴片元件必须有位置和極性标识3、貼片紅膠不得粘到焊盤上3插機檢查跳線1、PCB板上應有元件位置符號2、腳距不得少於5MM;
3、線徑最好不大於0.6MM;
4、不建议使用光身铜线或漆包铜线;
5、跳线不宜穿套管及懸空4插機檢查碳膜電阻1、PCB板應有元件位置符號2、臥式時腳距不得少於本體長度1.22MM3、立式時PIN長度足夠元件機器成形4、不宜穿套管及懸空5、元件來料必須是編帶的(PIN腳長度不夠機械成形時應散裝來料)5插機檢查二極管1、PCB板應有元件位置符號2、臥式時腳距不得少於本體長度22MM3、立式時PIN長度足夠元件機器成形4、不宜穿套管及懸空5、元件來料必須是編帶的(PIN腳長度不夠機械成形時應散裝來料)6插機檢查電解電容1、PCB板應有元件位置及極性符號(建議采取半月圖案)2、元件腳距應與PCB板孔距匹配,不能成八字插機或難插機、加工后插機3、立式改臥式電容時最少離元件腳根部1.6MM才開始折彎4、不宜穿套管或包絕緣膠紙(如電性必須,建議用絕緣片取代)第1頁,共10頁7插機檢查O形電感1、PCB板上應有元件位置標識2、線徑小於1mm時,必須加底座3、線徑大於1mm時,可不必加底座,但線頭必須點膠固定4、線頭超過2根時,應有明顯的防插錯措施防呆。
8插機檢查棒形電感1、PCB板應有元件位置符號2、元件腳距應與PCB板孔距匹配,不能成八字插機或難插機、加工后插機9插機檢查排插1、PCB板應有元件位置及方向標識2、排插PIE脚头必须倒角处理;
3、排插不用额外剪短PIN脚4、建議首尾2腳打K。
10插機檢查變壓器1、PCB板應元件位置標識2、應有插錯防呆設計-PIN孔配合3、B/N必須有獨立立的高度定位設計,不能依線包或外部磁芯定位4、線包不能抵住底部PCB板或底部元件、周邊元件5、變壓器建議消除飛線6、變壓器的外包膠紙尺寸不能抵住PCB板或向上多出11插機檢查晶體1、PCB板應有元件位置及方向標識2、PIN腳成形時最少離根部2MM以上,彎折處最少有1MM的弧度12插機檢查散热片1、散熱片折角處須打缺口;
2、散熱片的焊接PIN腳必須有電層處理(為祼銅時,必須在PIN腳上先鍍錫再過錫爐)。
13插機檢查繼電器1、PCB板應有元件位置及方向標識(或配合防呆)2、繼電器焊錫PIN腳應銃錫處理14散熱片與晶體的組裝1、固定方式:
最好采用自攻牙,其次是散熱片上有機械牙紋,再次是螺絲+螺帽,最次是彈片(鉚釘固定時要求性能穩定)2、如有絕緣片,其大小應不小於晶體尺寸+2mm,最大應不能超出散熱片,影響組裝定位3、如有梅花墊片或彈簧墊片則可不用點紅膠。
15特别加工不得有多个元件串联或并联后插机檢檢查查項項標標准准不不符符合合項項、不不良良后后果果及及改改善善建建議議工工程程確確認認第2頁,共10頁16錫爐作業(變形)1、橫向有多聯板時必須在前面加邊條,以便上檔錫條或上夾具2、PCB过锡时长度超過30CM時,在PCB板大约中間设置壓條位;
以上因应PCB板材质不同时不同,以PCB过锡炉的不良反映为准。
17錫爐作業(漫錫)1、變壓器下方,PCB板上的散熱孔直徑不得大於3.5mm2、孔徑大於3.5MM的圓孔或邊長大於3MM的方孔,必須加蓋錫板,盖板与PCB板本体间槽为1MM(如孔邊無元件,可輕易去除錫渣時可不作要求)。
18錫爐作業(連錫)1、插機元件(排插、IC)方向與過錫方向垂直;
2、貼片元件(排針、IC)方向與過錫方向平行3、焊盤最小間距為1MM,以过锡炉后的不良焊点作重点关注4、IC有拖錫設計5、插機元件焊盤小於1.25MM時要用防焊油覆蓋19錫爐作業(吃錫不足貼片元件)1、貼片元件與大銅箔相聯時,要加設溝槽分割處理,其溝槽和聯接寬度不得超過焊盤寬度的1/3;
2、大體積電容方向必須與過錫方向垂直,其焊盤寬度最少有其高度的1/320錫爐作業(吃錫不足插機元件)1、大銅箔焊盘應采用梅花焊盤處理;
2、PIN为散热片的一部分时,除采用第1点方式处理外,孔位必须加大,其间隙为0.30.7mm之间21錫爐作業(聚錫)1、PCB板上的散熱铜箔上必须加印网状防焊油,以免聚锡2、連接用的空白焊盤應設計成梅花形(多層板吸能用膠紙貼住)22錫爐作業(元件燙破)1、过锡炉时PIN脚不得松动或脱落;
2、元件套管不會燙破3、后焊元件用铬铁焊接时(380,5S)表皮不會燙破。
23分板作業檢查1、焊盘和元件不得超出PCB板边沿,建议有4MM的距离,最終不得干涉产品裝配(包括客户端,客戶特別要求除外);
2、焊盘或元件太靠近PCB板边沿时,必须采取分板机分板(特別是貼片元件。
24錫面檢查1、空焊盤應用綠油覆蓋2、多層板過孔如無特別要求,應用綠油覆蓋檢檢查查項項標標准准不不符符合合項項、不不良良后后果果及及改改善善建建議議工工程程確確認認第3頁,共10頁25元件面檢查1、各元件之間不得擠壓,最小間隙為1MM,或不會歪斜超出板邊(如客戶有特別要求除外)2、發熱元件與電解電容之間最小10mm,與其他元件之間最小2MM26ICT測試檢查PCB板必須預留ICT測試針位(其未能測試元件以PP后ICT測試為准-PP后更新此項)27PCBA貼紙檢查1、貼紙應貼在PCB板的空白處或其他平面地方(客戶有要求例外)28元件固定1、元件點膠一般按IPC要求(客戶有要求例外)29組裝檢查引線1、引线不同极性的线头表面胶皮应有不同的丝印图案以作区分;
2、引线头与SR卡头之间的距离必须合理,不得过紧压近其他元件或过松挤压其他元件。
3、引線剝線長度一般為3.5+/-0.5mm后焊時焊盤要加走錫槽(多層板不適用)。
30組裝檢查五金弹片AC或DC线路采用弹片连接时,弹片折角处必须圆弧处理,不能在超音波作业时被震断。
31組裝檢查外壳1、披鋒/毛刺大小必须符合外观检验规范;
2、披锋不得与相应的PCB板元件相挤压;
3、披锋不得影响产品贴纸的张贴;
4、外壳的电镀或油漆涂层时,其表面的折角处必须作圆弧处理。
32組裝檢查PCBA的固定1、PCB板最好通過機械方式與外殼固定2、PCBA通過變壓器與外殼固定時,變壓器必須貼緊PCB板3、PCBA通過散熱片與外殼固定時,散熱片必須與PCB板之間連接牢固4、不建議對PCBA點膠固定(建議可耐溫海綿取代,如有導熱要求,建議用導熱硅膠)。
33組裝檢查元件受力任何元件(特別是晶體)在組裝過程中應不受裝配壓力或拉力,如過程中必不可免,應設計相應的成形曲線以保護34焊點可靠性焊盤設計重元件或大電流元件(插座、變壓器、直徑超過15MM的電容)應采用菱形或腰圓形加大焊盤,焊盤大於銅箔走線寬度時應加淚滴(多層板不適用)檢檢查查項項標標准准不不符符合合項項、不不良良后后果果及及改改善善建建議議工工程程確確認認第4頁,共10頁檢檢查查項項標標准准不不符符合合項項、不不良良后后果果及及改改善善建建議議工工程程確確認認第5頁,共10頁MIMI、DIPDIP组组生生产产部部工工程程確確認認第6頁,共10頁工工程程確確認認第7頁,共10頁工工程程確確認認第8頁,共10頁工工程程確確認認第9頁,共10頁工工程程確確認認第10頁,共10頁


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- DFM 报告
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 第二章-传统相机的性能与种类.ppt
第二章-传统相机的性能与种类.ppt
 三级健康管理师题库(附答案).docx
三级健康管理师题库(附答案).docx
-
房屋租赁合同范本(有法律效益).docx
-
合作协议书中(英文)版.docx
-
人音版小学三年级上册音乐教案.docx
-
餐饮店合股投资协议书.docx
-
城市综合管廊特点及设计要点解析.docx
-
机械助理工程师个人工作总结.docx
-
建设单位会议管理办法.docx
-
国有企业在“一带一路”中的发展路径.docx
-
幼儿园与家长签订的安全责任书.docx
-
2018年助理值班员职业技能竞赛专业知识考试试题及答案.docx
-
初中物理学科的核心素养.docx
-
军训结束教官讲话稿范本.docx
-
人教版新起点五年级英语上册全册教案.docx
-
唱歌跑调怎样办,唱歌超难听怎样办.docx
-
某拟提拔干部近三年工作总结.docx
-
最美教师事迹材料.docx
-
广播电视概论第一章绪论.pptx
-
质量管理体系考试试题及答案2.docx
-
《串联和并联》练习题.pptx
-
高端装备制造项目可行性研究报告.docx
-
新教师入职培训心得体会(9篇).docx
-
最新部编版三年级上册语文第8课《卖火柴的小女孩》教案第3单元教学设计.docx
-
2019年初级保育员理论知识考试真题及答案.docx
 专业分包合同风险控制要点一览表 - 副本.rtf
专业分包合同风险控制要点一览表 - 副本.rtf
-
2019年最新主题教育围绕“四个对照”“四个找一找”在专题民主(组织)生活会个人对照检视检查研讨材料.docx
-
2018年度公司培训计划方案.docx
-
企业债券发行法律服务意向书---律所整理.docx
-
2019年事业单位法律知识考题及答案解析.docx
-
2019-2020学年人教版(新起点)英语五年级上册全册教案.docx
-
轨道焊接方案.docx
-
房地产网络推广营销实施方案.docx
-
仿写比喻句75句.docx
-
粉笔总结公考重点成语.docx
-
服装专卖店员工手册.docx
-
改技术等级考试题钣金初级.docx
-
交通安全教育培训记录.docx
-
教科版小学五年级上册科学期末试题附答案有三套.docx
-
教师培训总结模板9篇精选汇编.docx
-
教师资格证结构化面试题目及答案解析新.docx
-
教育心理学知识点汇总.docx
-
解放思想 开拓创新 切实提高办公室的工作效率在办公室主任工作会议上的讲话.docx
-
届广州二模理科综合及答案.docx
-
金匮要略.docx
-
经典语录别害羞大胆把肉麻的话说给男朋友听.docx
-
精编完整版年产2万吨三氯氧磷5万吨三氯化磷及1万吨亚磷酸扩建项目可研报告.docx
-
精品新人教版一年级数学上册全册教学设计.docx
-
精选教育浙江版化学复习方略 课时提能演练 72化学反应的方向和限度苏教版doc.docx
-
井下索车司机岗位操作标准.docx
-
最新初一奥数题及解答.docx
