 饲料加工常见问题及排除方法.docx
饲料加工常见问题及排除方法.docx
- 文档编号:13001286
- 上传时间:2023-04-22
- 格式:DOCX
- 页数:21
- 大小:24.17KB
饲料加工常见问题及排除方法.docx
《饲料加工常见问题及排除方法.docx》由会员分享,可在线阅读,更多相关《饲料加工常见问题及排除方法.docx(21页珍藏版)》请在冰豆网上搜索。
饲料加工常见问题及排除方法
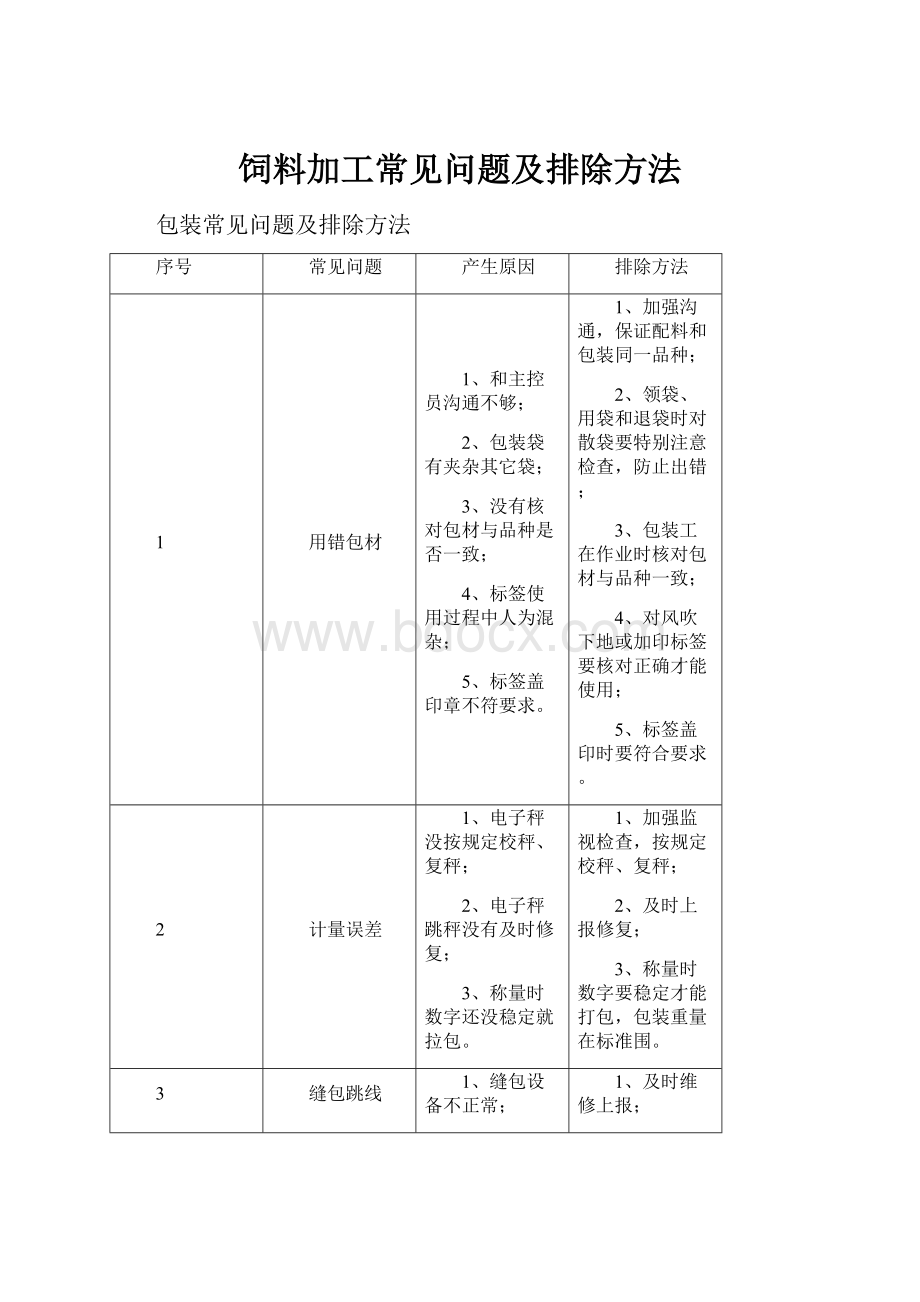
包装常见问题及排除方法
序号
常见问题
产生原因
排除方法
1
用错包材
1、和主控员沟通不够;
2、包装袋有夹杂其它袋;
3、没有核对包材与品种是否一致;
4、标签使用过程中人为混杂;
5、标签盖印章不符要求。
1、加强沟通,保证配料和包装同一品种;
2、领袋、用袋和退袋时对散袋要特别注意检查,防止出错;
3、包装工在作业时核对包材与品种一致;
4、对风吹下地或加印标签要核对正确才能使用;
5、标签盖印时要符合要求。
2
计量误差
1、电子秤没按规定校秤、复秤;
2、电子秤跳秤没有及时修复;
3、称量时数字还没稳定就拉包。
1、加强监视检查,按规定校秤、复秤;
2、及时上报修复;
3、称量时数字要稳定才能打包,包装重量在标准围。
3
缝包跳线
1、缝包设备不正常;
2、没有按规定加油。
1、及时维修上报;
2、按规定加油。
3
喷油不均匀
1、喷涂工段油嘴或过滤器堵塞
2、油量设定不够
1、通知膨化工处理
2、将不合格料返工〔重喷油处理〕
4
混料
1、流程清理不彻底〔枯燥机、提升机、喷涂前仓、冷却器、分级筛、打包仓〕;
2、头尾料没有按规定处理。
1、按规定加强流程清理;
2、按规定正确处理头尾料。
5
热料
1、冷却器自动排料失效;
2、冷却器分流不均匀;
3、翻版漏料
及时与膨化工沟通解决
返工冷却
6
水分偏高或水分偏低
1、枯燥机枯燥能力差
2、枯燥温度过高
1、通知膨化工并协助清理枯燥机
2、通知膨化工降低枯燥温度
7
筛上、筛下物过多
1、换筛不符
2、筛网破
通知膨化工并协助膨化工换筛
预混室常见问题及排除方法
序号
常见问题
产生原因
排除方法
1
添加剂供给不上
原料供给商送货慢
及时追踪采购部
2
混合机漏料
气压缺乏,混合机门关不到位
1、关闭气阀,排空气水别离器杯水,重新运行。
2、请机修协助。
3、清理混合机门。
3
配错料,少称,多称
粗心大意,马虎
加强责任心,每称一种料就要核对一次
4
用错添加剂
责任心不够强
坚持核对添加剂名称后再能称料
5
打包用错袋子
回收袋整理不好,太乱
加强责任心,认真分清袋子,请水产车间协助做好回收袋的整理工作。
制粒常见问题及排除方法
序号
常见问题
产生原因
排除方法
1
排热料
1、冷却风机未开,制粒机料已排下冷却塔,热气导致料位计误动作。
2、制粒完后排料过快导致热料。
1、一定要看到中控室冷却风机起动前方能开制粒喂料。
2、制粒完后排料要观察中控室冷却温度表均匀排料。
2
成品中有黑粒
1、环模或压滚过度磨损。
2、环模压缩比选择不当。
3、冲模不干净。
1、更换磨损的压滚、返修环模。
2、选用压缩比小一点的环模。
3、冲模要彻底,冲完模开机前要先排一下料,防止冲模料混到成品中。
3
排料温度偏高
1、出料含粉偏多,影响冷却效果。
2、冷却塔料位计偏低。
1、降低喂料频率,调整修理刮刀。
2、拉高冷却塔料位计。
4
压制出的成品不符合包装标准。
〔如有片状玉米、花料等〕
1、粉碎机破筛引起玉米粗粒。
2、配料或进料过程中出错〔有人为也有设备但没有发现进入制粒〕。
经常抽样和在小振筛处观察成品外观,如有不合格要马上停机报中控班长处理。
5
蒸汽加不上导致鱼料耐水性下降
1、原料及中控喷水多导致混合后水份偏高。
2、环模压缩比偏高蒸汽一加就打滑。
3、环模堵塞严重。
1、减少喷水量。
〔包括液体防霉剂量〕
2、换用压缩比拟小的环模。
3、打通环模孔。
6
成品中有堵机料〔又长又弯的〕
制粒过程中出现堵机现象处理不当导致少量堵机料入成品
出现堵机时要及时放料,如果不能恢复要及时推转翻板防止堵机料进入冷却塔。
中控岗位常见问题及排除方法
序号
常见问题
产生原因
排除方法
1
称斗尚未排料,重量自动减少
秤门漏料
调整秤门间隙
2
配料绞龙长时间运行,没有称重
1、配料仓没料。
2、秤门脱落。
3、配料仓物料结拱不下。
及时判断故障原因进展故障排除。
3
秤门已翻开,重量不减少
物料结拱不下。
配料时先手动放一定重量不结拱料,
先进秤斗,然后再配其它物料。
4
混合机尚未排料,秤斗已翻开放料
因M308刮板机不运行导致混合机长时间不计时引起。
运行M308刮板机同时勾住秤门不准放料,
直到混合机放料后恢复正常运行。
5
不同品种物料进入待制粒仓
与制粒工沟通缺乏,主观认为制粒完成可进下一品种
问清是否制完,并看清楚分级筛回收管
是否在四楼收粉位置。
6
进错仓
沟通不到位,没有及时确认。
加强沟通,确认物料进入指定仓位,
并要求楼面工艺员确认。
7
成品水份控制不到位
不能及时根据当班品控检测水份调整喷水量和调节冷却风机。
调整喷水量〔包括液体防霉剂用量,
可请示品控〕和冷却温度。
8
硼润土,石粉冲入秤斗
硼润土流动性好,用空仓后投进时会直接冲入秤斗。
边配料边计算硼润土用量,不到1吨就要马上投入。
9
配料效率低
1、投料跟不上;
2、设备的原因;
3、工作衔接不到位。
1、加强与仓库沟通保障投料稳定;
2、与机电沟通及时排除故障;
3、加强与相关岗位的沟通。
工艺员常见问题及排除方法
序号
常见问题
产生原因
排除方法
1
进错仓或进错料
1、责任心不强、沟通不够;
2、三通翻板或分配器弯管穿孔。
1、加强责任心和沟通,更换品种时一定要和中控室联系;
2、进料时经常检查周边仓位情况,防止三通翻板或分配器穿孔引起物料进仓
2
提升机或刮板机跳闸
1、满仓上料位不报警
2、磁筒或清理筛堵塞
3、提升机头或刮板机头有绳头堵塞
4、皮带走偏、链条脱轨、减速机缺油等机械故障
1、按作业指导书要求做好清理工作
2、根据实际情况排除故障清理提升机前方能继续工作
3
高方筛堵料
1、配方纤维含量多通路堵塞
2、配方油脂含量高筛网堵料
1、按要求定期清理高方筛
2、过旁通
4
6S工作不达标
1、责任心不强
2、和搬运工人沟通不够
3、未按6S标准作业
1、加强责任感
2、做好沟通和监视工作,共同努力做好岗位的6S工作
3、按6S标准作业
小料常见问题及排除方法
序号
常见问题
产生原因
排除方法
1
多投或少投
1、与中控员沟通不够、责任心不强。
2、没有注意小秤门是否放空关闭。
1、加强责任心和沟通,要投物料排在投料口,暂时不投的远移投料口放置。
2、注意观察中控室屏幕,小秤门已关闭,配料仓的绿灯已亮到中间仓位才投下一批小料及辅料。
2
投错小料
各行其事,与中控员沟通不够,
加强沟通,并用黑板标明
3
回料处理不及时
中控未通知要处理就不管,责任心不强
看到有处理料主动询问中控室和班长,一般少量同品种要马上处理
4
没坚持先进先出原那么
旧料未用完新料上来堵在前面,变成用新不用旧,或上次用剩的少量辅料不用,又用新辅料,并把多余的加在旧的上面继续不用。
加强责任感,坚持先进先出,先用旧料。
上新料前应先把旧料拉开先用,新料堆放在后面,用完旧料再用新料。
中控岗位常见问题及排除方法
序号
常见问题
产生原因
排除方法
1
称斗尚未排料,重量自动减少
秤门漏料
调整秤门间隙
2
秤斗不下料
1、物料结拱
2、汽缸不工作
1、用橡皮锤敲秤斗下方气动门处
2、检查气压是否正常压力保持0.4-0.5MPa
3、检查电磁阀是否正常,连杆是否脱落
3
进错仓
1、因责任心不够,沟通不到位没有及时确认。
2、分配器流管错位
3、三通故障
1、加强员工责任心教育,确认物料进仓准确无误,并要求楼面工艺员确认。
2、调整行程开关使流管分配到位
3、气压缺乏,连杆脱落。
4
送错料
1、与一配及膨化工沟通缺乏
2、责任心不够,导致操作出错
1、加强员工教育,增强自身责任心及时与相关岗位沟通。
2、操作时精力集中有序稳定,操作后复检。
5
配料效率低
4、投料跟不上;
5、设备故障原因;
6、超微分配不合理;
7、工作衔接不到位
4、加强与仓库、小料员沟通,保障投料有序稳定;
5、与机电沟通及时排除故障;
6、按生产方案,合理分配超微使用;
7、加强与相关岗位的沟通。
6
微粉前仓气动门卡住打不开
气动门下的滚轮卡住
翻开盖板去除粉料修复滚轮
7
超微产能下降
1、易损件磨损
2、高压风管穿孔
3、脉冲不工作
1、更换易损件
2、修补风管防止漏风
3、检查气压、气管、脉冲控制仪等确保运行正常
8
高方筛堵料、跑料
1、纤维过多、油脂含量高
2、产能过高
1、清理高方筛或〔按制造规格ф4.0以上〕打旁通
2、降低产能
9
配料绞龙跳闸
下料口位于秤的边缘被粉料堵住
1、配料时两秤调整下料量
10
配料秤开、关门故障
1、接近开关松动移位
2、线路故障
3、气缸连杆故障
1、手动调整接近开关指示灯亮,固定接近开关
2、检修线路
3、检查修复连杆
11
提升机堵料跳闸
多数因仓满仓高料位故障堵料而跳
修复高料位
12
料口刮板堵料跳闸
输送一些油脂性高,流动性差的物料堵住下料口
疏通下料口
包装常见问题及排除方法
序号
常见问题
产生原因
排除方法
1
用错包材
1、和主控员沟通不够;
2、包装袋有夹杂其它袋;
3、没有核对包材与品种是否一致;
4、标签使用过程中人为混杂;
5、标签盖印章不符要求。
1、加强沟通,保证配料和包装同一品种;
2、领袋、用袋和退袋时对散袋要特别注意检查,防止出错;
3、包装工在作业时核对包材与品种一致;
4、对风吹下地或加印标签要核对正确才能使用;
5、标签盖印时要符合要求。
2
计量误差
1、电子秤没按规定校秤、复秤;
2、电子秤跳秤没有及时修复;
3、称量时数字还没稳定就拉包。
1、加强监视检查,按规定校秤、复秤;
2、及时上报修复;
3、称量时数字要稳定才能打包,包装重量在标准围。
3
缝包跳线
3、缝包设备不正常;
4、没有按规定加油。
3、及时维修上报;
4、按规定加油。
3
喷油、膨化不均匀
3、喷涂工段油嘴或过滤器堵塞
4、油量设定不够
5、膨化操作不当
3、通知膨化工处理
4、将不合格料返工〔重喷油处理〕
5、及时与膨化工沟通
4
混料
3、流程清理不彻底〔枯燥机、提升机、喷涂前仓、冷却器、分级筛、打包仓〕;
4、头尾料没有按规定处理。
3、按规定加强流程清理;
4、按规定正确处理头尾料。
5
热料
4、冷却器自动排料失效;
5、冷却器分流不均匀;
6、翻版漏料
及时与膨化工沟通解决
返工冷却
6
水分偏高或水分偏低
3、枯燥机枯燥能力差
4、枯燥温度过高
3、通知膨化工并协助清理枯燥机
4、通知膨化工降低枯燥温度
7
筛上、筛下物过多
3、换筛不符
4、筛网破
通知膨化工并协助膨化工换筛
工艺员常见问题及排除方法
序号
常见问题
产生原因
排除方法
1
进错仓或进错料
1、责任心不强、沟通不够;
2、三通翻板或分配器弯管穿孔。
1、加强责任心和沟通,更换品种时一定要和中控室联系;
2、进料时经常检查周边仓位情况,防止三通翻板或分配器穿孔引起物料进仓
2
提升机或刮板机跳闸
1、满仓上料位不报警
2、磁筒或清理筛堵塞
3、提升机头或刮板机头有绳头堵塞
4、皮带走偏、链条脱轨、减速机缺油等机械故障
1、按作业指导书要求做好清理工作
2、根据实际情况排除故障清理提升机前方能继续工作
3
高方筛堵料
1、配方纤维含量多通路堵塞
2、配方油脂含量高筛网堵料
1、按要求定期清理高方筛
2、过旁通
4
油泵抽油困难
1、油泵密封圈密封不好;
2、滤网堵塞。
1、更换密封垫;
2、清理过滤网。
5
6S工作不达标
1、责任心不强
2、和搬运工人沟通不够
3、未按6S标准作业
1、加强责任感
2、做好沟通和监视工作,共同努力做好岗位的6S工作
3、按6S标准作业
膨化常见问题及排除方法
序号
常见问题
产生原因
排除方法
1
沉水
1、压力不够;
2、加水过少;
3、熟化不够;
1、给外炮管加温,增加管揉搓磨擦,形成摩擦阻压力;或模具堵孔减少出口面积;2、调整加水量;3、提高熟化温度;
2
外表不光滑粉多
1、加水过少;2、熟化不够;
3、模具光洁度不够或模孔太深;
4、压力过高
1、调整加水量;2、提高熟化温度;
3、修改模具;4、加大模具出口面积,〔更换开口面积大的模具〕
3
切口平整、外形直筒
1、熟化温度不够;
2、水份低3、模孔太深
1、提高熟化温度;
2、调整加水量;3、修改模具;
4
切口有尾巴
1、切刀不利;
2、模具出料面和切刀刃不平;
3、切刀角度装的不正确。
1、磨刀或更换新刀;
2、将模板磨平,磨刀
3、重新调整切刀;
5
颗粒大小不均匀
1、压力不够;
2、混合搅拌不均;
3、熟化温度不够;
4、水份低;
5、供料不均;
6、炮管蒸汽压力和流量太高;
7、模孔大小不均;
1、加大供料输度,给外管加温;
2、调整混合机及混合时间;
3、加大调制机蒸汽量,提高蒸汽温度;
4、调整加水量;
5、清理或调整供料器;
6、调整炮管蒸汽压力;
7、使用高标准模板;
6
颗粒斜面椎形
1、熟化温度不够;
2、加水不够,水份低;
1、提高熟化温度;
2、调整加水量;
7
外表孔多或不成形
1、加水和蒸汽过多膨化太大;
2、供料速度太快;
3、原料品质差,〔特别是面粉〕
1、调整水和蒸汽的添加量;
2、降低供料速度;
3、提高原料品质;
8
出料前后颜色深浅不一
1、搅拌不均匀;2、供料不均匀;
3、炮管蒸汽太大,压力过高,有空洞现象;
1、调整混合机及混合时间;
2、清理或调整供料器;
3、调整水和蒸汽的添加量;
9
塞模、有半边料
1、粉料含有杂质;
2、粉碎细度不够;
3、模具直孔太厚;
1、将粉料重筛;
2、要求提高粉碎细度;
3、修改模具;
10
料烘不干
1、防尘网堵塞空气不能流通
2、排湿风机排量不够
3、枯燥机转速调整不当
4、蒸汽压力缺乏
1、清理所有防尘网
2、排湿风机风门开大
3、调整枯燥机转速
4、与锅炉沟通调整
11
枯燥机温控仪故障
1、探温棒、线路断路无信号反应并闪烁报警
2、比例阀控制线断路温度无法调整
3、空压气压力缺乏阀体打不开
1、检查探温棒接线头、修复线路通电
2、检查压力缺乏原因将压力调整到0.4MPa
12
喷油故障
1、过滤器、油嘴堵塞
2、油路转向阀不工作
1、清洗过滤器油嘴
2、检查电磁阀问题或手动应急
13
流量仪故障
1、电磁没电导致流量仪不显示
2、流量仪部感应轮卡住导致不计量
1、更换流量仪备用电池并充电
2、清洗流量仪部磁感应椭圆轮
14
冷却塔漏料
1、关到位接近开关移位
2、翻板错位
1、调整关到位接近开关至翻版关闭
2、调整翻板归位
小料常见问题及排除方法
序号
常见问题
产生原因
排除方法
1
多投或少投
1、与中控员沟通不够、责任心不强。
2、没有注意小秤门是否放空关闭。
1、加强责任心和沟通,要投物料排在投料口,暂时不投的远移投料口放置。
2、注意观察中控室屏幕,小秤门已关闭,配料仓的绿灯已亮到中间仓位才投下一批小料及辅料。
2
投错小料
各行其事,与中控员沟通不够
加强沟通,并用黑板标明
3
回料处理不及时
中控未通知要处理就不管,责任心不强
看到有处理料主动询问中控室和班长,一般少量同品种要马上处理
4
没坚持先进先出原那么
旧料未用完新料上来堵在前面,变成用新不用旧,或上次用剩的少量辅料不用,又用新辅料,并把多余的加在旧的上面继续不用。
加强责任感,坚持先进先出,先用旧料。
上新料前应先把旧料拉开先用,新料堆放在后面,用完旧料再用新料。
成品出、入库仓管常见问题及排除方法
序号
常见问题
产生原因
排除方法
1
发错品种
1、发货前审单不细致
2、发货时,未随身携带提货单
3、搬运工人未按仓管员的指定去取料
1、严格审单;
2、随身携带提货单;
3、监视跟进搬运工人作业过程;
2
发错规格
3、发货前审单不细致
4、入库标识不清楚
4、严格审单;
5、入库时,清晰标识品种、规格、数量、时间等。
3
多包、少包
4、发货没有跟进尾数;
5、码堆数量不准确;
6、包装袋规格问题;
1、严格按发货流程操作,从接单发货到车辆出厂,全程跟进;
2、抽查、监视推料工人规码堆;
3、及时向仓库主任反应。
投料仓管常见问题及排除方法
序号
常见问题
产生原因
排除方法
1
投错品种
4、没跟进工人取料
5、没有按先开单后投料的原那么投料
6、沟通不到位
1、到具体的堆位指令工人取料;
2、严格按照先开单后投料的原那么投料;
3、加强与中控员、工艺员、投料工人的沟通
2
多投、少投
5、没跟进投料数量;
6、监视工人不到位;
6、跟进投料数量,杜绝遥控指挥;
7、多与工人沟通、多到现场巡查;
3
不按指令投料
信息反应不及时;
及时沟通反应信息。
装车搬运常见问题及排除方法
序号
常见问题
产生原因
排除方法
1
装错品种、规格
没有按仓管员指定的堆位取料
按仓管员指定的堆位取料
2
装错数量
1、推料工人码堆数量不一致;
2、取料数量每车不一致;
3、转换品种时,未及时收点尾数;
4、破包取出后未补包数
1、及时反应给仓管员;
2、做到每车取料数量一致;
3、每次转换品种时,及时收点尾数;
4、发现破包时要及时反应给仓管员。
3
装错车辆
未找对提货单上标识的车号;
按照仓管员指定车号找车辆
制粒岗位常见问题及排除方法
序号
常见问题
产生原因
排除方法
1
排热料
1、冷却风机未开,制粒机料已排下冷却塔,热气导致料位计误动作。
2、制粒完后排料过快导致热料。
1、一定要看到中控室冷却风机起动前方能开制粒喂料。
2、制粒完后排料要观察中控室冷却温度表均匀排料。
2
成品中有黑粒
1、环模或压滚过度磨损。
2、环模压缩比选择不当。
3、冲模不干净。
1、更换磨损的压滚、返修环模。
2、选用压缩比小一点的环模。
3、冲模要彻底,冲完模开机前要先排一下料,防止冲模料混到成品中。
3
排料温度偏高
1、出料含粉偏多,影响冷却效果。
2、冷却塔料位计偏低。
1、降低喂料频率,调整修理刮刀。
2、拉高冷却塔料位计。
4
压制出的成品不符合包装标准。
〔如有片状玉米、花料等〕
1、粉碎机破筛引起玉米粗粒。
2、配料或进料过程中出错〔有人为也有设备但没有发现进入制粒〕。
经常抽样和在小振筛处观察成品外观,如有不合格要马上停机报中控班长处理。
5
蒸汽加不上导致鱼料耐水性下降
1、原料及中控喷水多导致混合后水份偏高。
2、环模压缩比偏高蒸汽一加就打滑。
3、环模堵塞严重。
1、减少喷水量。
〔包括液体防霉剂量〕
2、换用压缩比拟小的环模。
3、打通环模孔。
6
成品中有堵机料〔又长又弯的〕
制粒过程中出现堵机现象处理不当导致少量堵机料入成品
出现堵机时要及时放料,如果不能恢复要及时推转翻板防止堵机料进入冷却塔。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 饲料 加工 常见问题 排除 方法
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《阿凡达》观后感.docx
《阿凡达》观后感.docx
-
《大中专毕业生就业指导》课程教学大纲.docx
-
《建设工程合同》复习题及答案.docx
-
《蜡烛》上课教学方案设计12.docx
-
《奇妙的对联》教案解析.docx
-
《水浒传》30个主要情节概述.docx
-
《36岁儿童学习与发展指南》读书笔记.docx
-
《财务管理》习题及答案.docx
-
《多媒体技术》期末考试复习题及参考答案.docx
-
《现代推销技术》课程标准简版.docx
-
《园林绿化先进个人先进事迹材料》.docx
-
#《预防医学》题目答案汇总.docx
-
《爱的教育》读后感多篇.docx
-
《登泰山记》综合复习题及答案必修上册.docx
-
《江雪》教案.docx
-
《第4章一次函数》单元测试2含答案解析.docx
-
《铁路旅客运输规程》.docx
-
《小学语文生活化教学的研究》课题.docx
-
《证券投资基金基础知识》.docx
-
#3 汽机房设备及管道保温作业指导书.docx
-
《勃兰特下跪赎罪受到称赞》备课资料第一个向犹太人下跪赔罪的德国总理勃兰特维利访谈录.docx
-
《国际贸易术语解释通则》中文版.docx
-
《教育社会学》课程教案.docx
-
《老人与海》好词好句.docx
-
《钳工技能训练》实训教案.docx
-
1第一单元位置与方向导学案.docx
-
3篇关于校园电子竞技比赛活动策划书.docx
-
007质量部岗位说明书.docx
-
《工程现场施工安全事故应急救援预案》的管理章程办法.docx
-
《Web程序设计一课程设计》.docx
-
《打火匣》读后感.docx
-
《家政须知》.docx
-
中考语文备战资料合集.docx
-
重磅九年级历史复习表格汇集.docx
-
专科英语复习资料.docx
-
综合性学习.docx
-
最新主力洗盘的解析.docx
-
月报范本公路工程.docx
-
浙江省台州市高二下学期期末考试地理试题.docx
-
正压原始方程模式实习报告范本模板.docx
-
中班幼儿合作意识在结构游戏中培养.docx
-
中考英语词类知识点整理.docx
-
种植业结构调整情况调研报告精选多篇.docx
-
专科英语一山东大学网络教育考试模拟题及答案.docx
-
综合能力面考试试题题目及答案.docx
-
最新沪教版牛津英语5B单词听写单教学提纲.docx
-
最新整理中层干部竞聘演讲稿范文三篇.docx
-
浙江省绍兴市上虞区学年高二下学期期末教学质量检测政治精校解析Word版.docx
-
镇党委副书记两级干部会议上讲话稿1.docx
-
政教管理制度汇编.docx
-
薄壁零件加工方法和工艺分析.docx
