 某金融中心钢结构吊装方案Word文件下载.docx
某金融中心钢结构吊装方案Word文件下载.docx
- 文档编号:12984168
- 上传时间:2022-10-01
- 格式:DOCX
- 页数:20
- 大小:147.48KB
某金融中心钢结构吊装方案Word文件下载.docx
《某金融中心钢结构吊装方案Word文件下载.docx》由会员分享,可在线阅读,更多相关《某金融中心钢结构吊装方案Word文件下载.docx(20页珍藏版)》请在冰豆网上搜索。
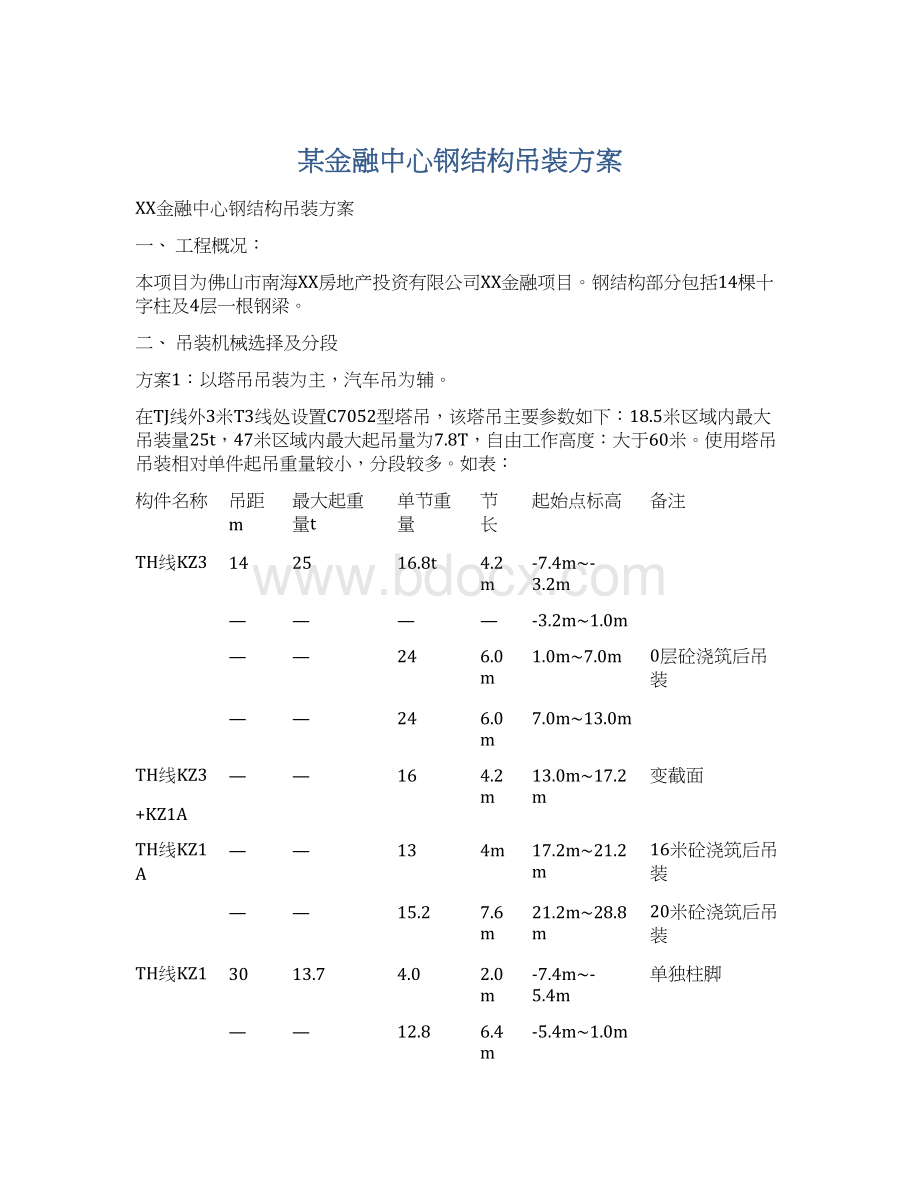
16.8t
4.2m
-7.4m~-3.2m
—
-3.2m~1.0m
24
6.0m
1.0m~7.0m
0层砼浇筑后吊装
7.0m~13.0m
+KZ1A
16
13.0m~17.2m
变截面
TH线KZ1A
13
4m
17.2m~21.2m
16米砼浇筑后吊装
15.2
7.6m
21.2m~28.8m
20米砼浇筑后吊装
TH线KZ1
30
13.7
4.0
2.0m
-7.4m~-5.4m
单独柱脚
12.8
6.4m
-5.4m~1.0m
12
13.0m~19.0m
19.0m~25.0m
25.0m~28.8m
TF线KZ2
34
11.1
10.8t
9.0m
-7.4m~1.6m
1.6m~10.6m
10.6m~19.6m
11.0t
9.2m
19.6m~28.8m
其他构件吊距最大47米,最大吊重量7.8t,可据此分节。
对于大于分节大于7节位置柱及4层钢梁,考虑采用150t汽车吊安装,减小节点拼接量。
费用差别另作分析。
若采用动臂塔吊可选用STL720型,询价较平臂塔吊高。
方案二:
主要采用200T汽车吊吊装构件,塔吊配合。
根据汽车吊吊装能力及结构要求,分段如下:
吊车型号
单节重量/(米重)
节数
KZ3(2棵)
200T
36
33.6t(4t)
1
-7.4m~1.0m
26
20
3
1.0m~16.0m
KZ1柱
16.8(2t)
2
1.0m~17.0m
塔吊
17.0m~28.8m
KZ2柱
12.6(2t)
钢梁
200t
分二段吊装
三、吊装方案
1、预埋件的安装按照以下步骤进行:
(1)根据预埋件尺寸制作定位板,以保证预埋件锚栓的相对位置,定位板样式同柱底板1:
1制作。
(2)安装预埋件时制作固定支撑,支撑采用∠50×
3角钢制作,支撑的作用是为了固定锚栓的平面和标高位置以及防止在浇筑混凝土时对锚栓冲击而使其移位。
(3)为了保证地脚螺栓的埋设精度,首先应测设好位置控制线(基轴线或中心线等)及底平面的标高线。
钢柱柱底标高引测方法
地脚螺栓预埋时,保证其埋设质量的关键是固定支架的牢固度。
为了防止在浇灌砼时产生移动和变形,除了保证该框架应有一定的强度以外,还须设置必要的侧边支撑。
在螺栓固定以前应对支架的位置及标高进行复测。
套板与支架间通过椭圆孔进行位置微调,标高则由螺栓上的螺帽来调整。
地脚螺栓的螺纹保护相当重要,螺纹上要涂黄油并包上油纸,外面再装上套管。
(4)质量控制
地脚螺栓的埋设精度,直接影响到钢柱的安装质量与进度,所以在钢柱吊装前,必须对已完成施工的预埋螺栓的轴线,标高及螺栓的伸出长度进行认真的核查,验收。
对超过规范的不合格者,要提请监理和有关方会同解决。
对弯曲变形的地脚螺栓,要进行校正;
螺纹要清理干净,对已损伤的螺牙要进行修复,并应将所有埋设好的螺栓予以保护。
(5)预埋件验收
土建队与钢结构队进行预埋件交验,并提供施工记录资料。
安装队派专业测量人员进行验收,检查预埋件的轴线、标高和水平度偏差。
验收合格后方可进入T型板焊接。
(6)埋件灌浆工艺:
在第一节钢柱安装、校正、螺栓紧固后,即进行底层钢柱柱底灌浆,先在柱脚四周立模板,将基础上表面清洗干净,积水,然后用高强度聚合砂浆从一侧自由灌入至密实(如下图所示),灌浆后,用湿草代护盖养护。
钢柱二次灌浆方法
1-钢柱;
2-环形垫板;
3-钢柱底版;
4-模板;
5-砼灌入口
2、钢柱的安装
(1)钢柱的节点形式
型钢柱的节点形式为:
每钢柱端头焊接临时连接耳板,安装时用连接板连接,翼缘和腹板均采用全熔透的坡口对接焊缝连接,如下图所示:
2、十字
(2)十字钢柱的吊装
1)钢柱的吊装形式如下图所示:
a.根据本工程型钢柱所处位置,数量以及单件重量,16.00米以下构件采用汽车吊吊装,以上构件采用C7052塔吊吊装。
b.吊装前,从立柱顶端向下量出理论标高为1m的截面,并作一明显标记,型钢柱的四侧用数字及字母分别做好标志,便于校正立柱标高及轴线时使用。
c.在立柱下底脚板上表面,做通过立柱的纵横十字交叉轴线。
经抄平放线,严格控制与支承面的行列轴线和标高,经验收合格并出具合格资料后方可吊装。
d.单机起吊采用一点立吊,吊点设置在柱顶处,即在柱顶临时焊接吊耳,上开孔作为吊装孔,吊钩通过柱中心线,易于起吊、对中和校正。
也可利用柱端的耳板螺栓孔,穿入专用吊装索具或销轴进行吊装。
严禁直接穿入普通索具吊装,以防在起吊过程中磨损栓孔和索具。
索具要求捆扎稳固可靠。
单机吊装时需在柱子根部垫以垫木,以回转法起吊,
严禁柱根拖地。
e.绑扎结束并检查无误后,进行起吊试机,钢柱吊装示意图
要求缓慢起吊,当钢柱离开地面时暂停,再进行全面检查吊索具、卡具等,确保各方面安全可靠后,才能正式起吊。
g.正式起吊时应由专人统一指挥,将钢柱慢慢吊装到位,然后逐步调整钢柱的位置,使其底部的螺栓孔全部对准底脚螺栓,渐渐下落安装就位,临时固定地脚螺栓,校正垂直度。
f.将型钢柱立柱上十字交叉轴线与楼板上预弹的十字交叉轴线重合,确定立柱位置,拧上地脚螺栓。
先用水平仪校正立柱的标高,以立柱上“1m”标高处的标记为准。
标高校正后,用垫块垫实。
h.拧紧地脚螺栓,用两台经纬仪从两轴线方向校正立柱的垂直度,达到要求后,使用双螺帽将螺栓拧紧,并按设计要求将螺帽与垫板间焊牢。
i.钢柱两节对接时,钢柱两侧装有临时固定用的连结耳板,上节钢柱对准下节钢柱柱顶中心线后,即用螺栓将连接板与连接耳板临时固定,通过校正螺杆进行上节型钢柱的垂直度校正,校正完成后进行对接焊接,焊接完成后将连接板卸下,耳板割除。
j.起吊时钢柱必须垂直,尽量做到回转扶直,起吊回转过程中应避免同其它已安装好的构件相碰撞,吊索应预留有效高度。
k.型钢柱校正后,采用四周斜拉法控制型钢柱的稳定性。
四面用钢丝绳将型钢柱上端耳板与预埋的钢筋环斜拉,钢丝绳下部用花篮螺栓拉紧,斜拉钢丝绳与楼板夹角控制在45。
~60。
。
具体见附图(图中钢柱高度尺寸为两层加1米的高度)。
l.型钢柱外边搭设独立脚手架操作平台以便上下节型钢柱连接部位焊接操作,独立脚手架操作平台的搭设应考虑支模的加固方法和支模绑扎钢筋的需要。
不稳定的单元,须加临时防护措施,方可拆卸吊具。
m.应注意事项:
必须在钢柱起吊前,将临时钢爬梯绑扎在钢柱上,解除吊索吊环用的钢梯(如下示意图),吊环解除后,直接把钢梯和钢丝绳扣在一起,向上提起,继续吊装下一件钢柱:
n.型钢柱吊装验收标准:
定位轴线及标高验收标准
项目
允许偏差(mm)
建筑物定位轴线
L/20000,且不应小于3.0
柱的定位轴线
1.0
柱底标高
±
2.0
地脚螺栓位移
柱子安装允许偏差(mm)
允许偏差
底层柱柱底轴线
对定位轴线偏移
3.0
柱子定位轴线
1.0
单节柱的垂直度
h/1000,且不应大于10.0
2)钢柱的矫正:
工法一:
柱子的垂直校正,测量用两台经纬仪安置在纵横轴线上,先对准柱底垂直翼缘板或中线,再渐渐仰视到柱顶,如中线偏离视线,表示柱子不垂直,可指挥调节拉绳或支撑,可用敲打等方法使柱子垂直。
在实际工作中,常把成排的柱子都竖起来,然后进行校正。
这时可把两台经纬仪分别安置在纵横轴线一侧,偏离中线一般不得大于3mm。
在钢柱焊接结束后,还须对钢柱进行复核校正。
工法二:
钢柱就位后,先调整标高,后调整位移,最后调整垂直度。
直到柱的标高、位移、垂直度符合要求:
钢柱校正采用“无缆风绳校正法”(如右图)。
上下钢柱临时对接应采用大六角高强螺栓,连接板进行摩擦面处理。
连接板上螺孔直径应比螺栓直径大4~5mm。
标高调整方法为:
上柱与下柱对正后,用连接板与高强螺栓将下柱柱头与上柱柱根连起来,螺栓暂不拧紧;
量取下柱柱头标高线与上柱柱根标高线之间的距离,量取四面;
通过吊钩升降以及撬棍的拨动,使标高线间距离符合要求,初步拧紧高强螺栓,并在节点板间隙中打入铁楔。
扭转调整:
在上柱和下柱耳板的不同侧面加垫板,再夹紧连接板,即可以达到校正扭转偏差的目的。
垂直度通过千斤顶与铁楔进行调整,在钢柱偏斜的同侧锤击铁楔或微微顶升千斤顶,便可将垂直度校正至零。
钢柱校正完毕后拧紧接头上的大六角头高强度螺栓。
3)现场校正测量工艺方法:
1-钢柱安装轴线2-钢柱3-钢柱中心线
钢柱垂直度测量示意图
a.位移调整
钢柱对接时的中心线应尽量对齐,其错边量应满足规范的要求。
为上下柱不出现错口,应尽量做到上下柱十字线重合,如有偏差,在柱——柱的连接耳板的不同侧夹入垫板(垫板厚度0.5~1mm),拧紧高强螺栓,钢柱的位移偏差每次调整3mm以内,如果偏差过大可以分2~3次调整。
每一节钢柱的定位轴线绝不允许使用下面下面一节钢柱的定位轴线,必须从地面控制线引至高空,避免产生累计误差。
b.垂直度校正
对钢柱有关尺寸预检,对影响垂直的因素预先控制。
对于安装误差、焊接变形、日照温度、钢结构弹性等因素引起的误差值通过不断总结、不断积累的经验预留垂偏值。
采用两台经纬仪在钢柱的两个垂直方向同时进行跟踪观测控制。
c.第二节钢柱施工工艺流程
施工准备→底层钢柱顶标高及轴线测定→钢构件安装与校正→耳板固定→焊接→验收。
4)钢结构现场焊接
a.现场焊接工艺评定流程
为了能较好地保证工程的焊接质量,技术工艺部门将依据JGJ81-2002《建筑钢结构焊接技术规程》标准的有关规定做好相关焊接工艺评定,并制定完善、可行的焊接工艺方案和措施,作为工程中指导焊接作业的工艺规范。
焊接工艺评定试件应该从工程中使用的相同钢材中取样,并在产品焊接之前完成。
焊接工艺评定按下列程序进行:
序号
评定流程
由技术员提出工艺评定任务书(焊接方法、试验项目和标准);
焊接责任工程师审核任务书并拟定焊接工艺评定指导书(焊接工


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 金融中心 钢结构 吊装 方案
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 国企会计岗位笔试试题及答案解析(分享).docx
国企会计岗位笔试试题及答案解析(分享).docx
-
代办营业执照合同协议书范本模板1.docx
-
工业机械手的PLC控制.doc
-
房屋砖混结构技术标.doc
-
消防工程监理评估报告.doc
-
[精品]杨树生产及存在问题与对策.docx
-
风险管理与金融机构课后附加题参考答案(中文版).doc
-
2021年全国安全知识竞赛经典题库及答案(共260题).docx
-
建筑工程合作协议书、建筑股东合作协议书.doc
-
高中班主任教育叙事3篇.docx
-
嵌入式软件系统期末大作业.docx
-
学校心理危机事件预警及处置预案.docx
-
一年级下册数学竞赛试题精选-.doc
-
二年级音乐学科期末试卷(人教版).doc
-
平顶山学院2021年招聘辅导员试题及答案.docx
-
小学数学应用意识与应用能力的培养课题总结报告.docx
-
企业宣传片初步报价方案.docx
-
市政道路工程设计合同.doc
-
竞赛筹备方案.docx
-
两位数加减两位数不进位不退位教学设计.docx
-
高中学生因病请假制度.docx
-
某某竹木垃圾粉碎加工厂竹木秸杆废弃物粉碎加工综合利用项目建议书.docx
 行政事业单位内部审计流程图(按照新内部审计准则).xls
行政事业单位内部审计流程图(按照新内部审计准则).xls
-
三年级下册道德与法治期末测试卷附答案(完整版).docx
-
疫情期间日常消毒记录表EXCEL模板(完整版).docx
-
商业银行个人信贷操作风险防控要点及案例解析.docx
-
优秀团员、团干评选方案.docx
-
基于PLC的 双门通道控制系统设计.docx
-
《弘扬真善美》教学设计.doc
-
五年级分数计算题.docx
-
西南大学0163答案.docx
-
医院义诊制度.docx
-
高中英语Unit22EnvironmentalProtectionLesson3NaturalDisasters练习北师大版选修8.docx
-
平安建设自查报告3篇.docx
-
国际金融学含答案资料讲解.docx
-
工程部工作流程手册.docx
-
江苏省人民医院重点环节护理管理制度.docx
-
管理学题库有答案.docx
-
基于arm9的数据采集程序设计嵌入式系统应用ii课程设计大学论文.docx
-
二上期末阅读练习.docx
-
广东中考英语终极押题卷.docx
-
七年级地理上册第三章世界的居民单元综合测试新版湘教版.docx
-
国企总经理XX年工作述职报告.docx
-
广东高校思政课项目申报历年指南.docx
-
工程质量管理制度.docx
-
基于单片机的跑步机启停控制模块的软件设计大学毕设论文.docx
-
发动机装调工汇总.docx
-
你也可以成为亿万富翁.docx
-
江苏省扬州市重点高中届高三上学期月考试题英语试题及答案.docx
-
广州市中考语文基础知识押题大全.docx
-
函数第11课时一次函数的实际应用中考数学考点训练研究.docx
