 焊线机常见问题分析及调试方法文档格式.doc
焊线机常见问题分析及调试方法文档格式.doc
- 文档编号:12933424
- 上传时间:2022-09-30
- 格式:DOC
- 页数:13
- 大小:351.54KB
焊线机常见问题分析及调试方法文档格式.doc
《焊线机常见问题分析及调试方法文档格式.doc》由会员分享,可在线阅读,更多相关《焊线机常见问题分析及调试方法文档格式.doc(13页珍藏版)》请在冰豆网上搜索。
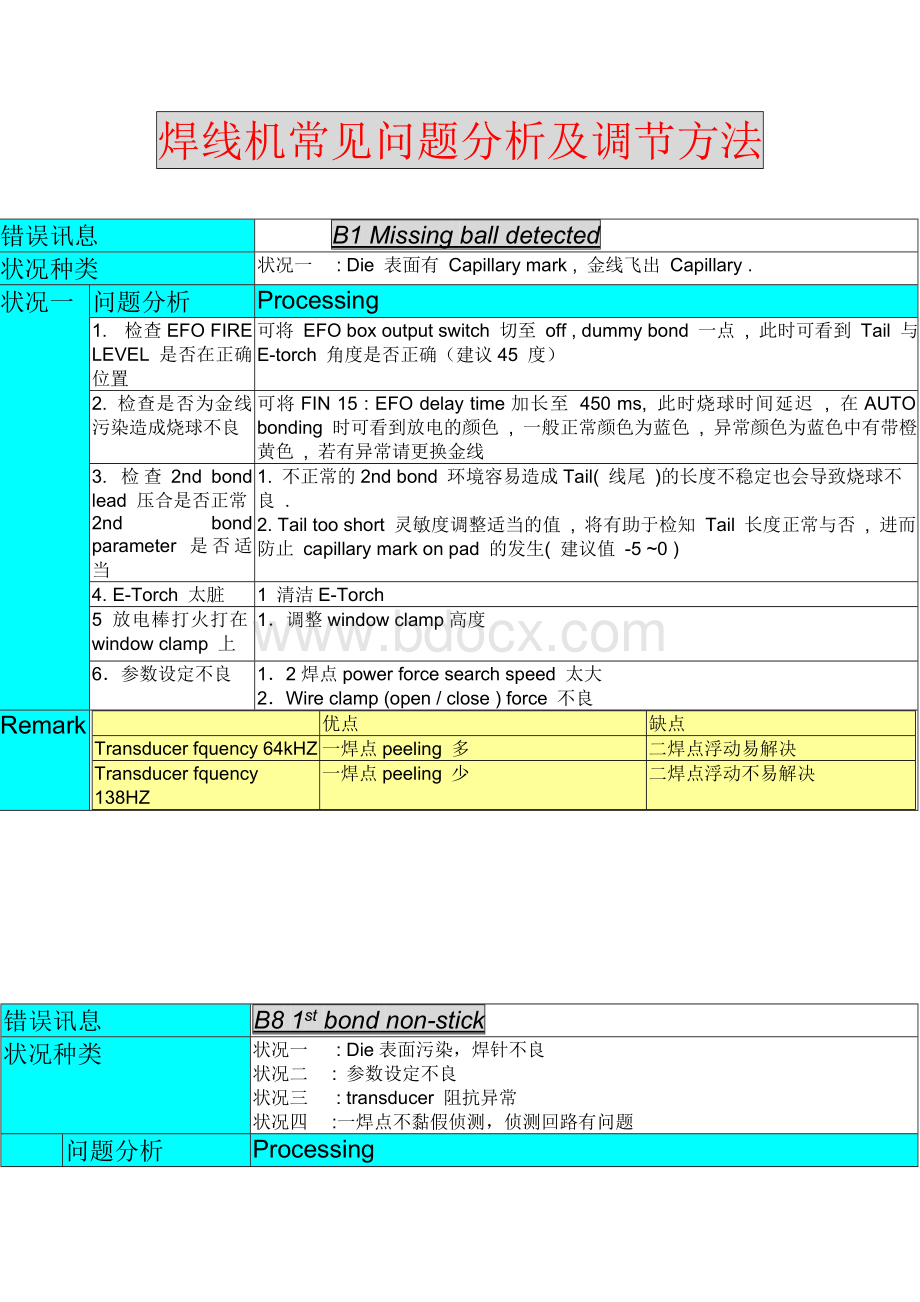
1.调整windowclamp高度
6.参数设定不良
1.2焊点powerforcesearchspeed太大
2.Wireclamp(open/close)force不良
Remark
优点
缺点
Transducerfquency64kHZ
一焊点peeling多
二焊点浮动易解决
Transducerfquency138HZ
一焊点peeling少
二焊点浮动不易解决
B81stbondnon-stick
状况一:
Die表面污染,焊针不良
状况二 :
参数设定不良
状况三:
transducer阻抗异常
状况四 :
一焊点不黏假侦测,侦测回路有问题
1monitor看到diepad有灰尘或污染造成第一点打不黏
1.使用”Corrbnd”将此线重新补上
2暂时更改增加1stbondbasepower/force的数值,将此线补上后再恢复原来之数值
2.焊针污染或焊针寿命到期
1.更换焊针
4diffuser位置,气量不正确
1重新调整
状况二
1.检查参数(power/force)是否超出设定范围
1重新确认参数并焊线后欢察ballshear状况
2温度参数设定不良
状况三
1contactlevel
2transducerout输出不良
状况四
3.已焊线完成却出现错误讯息
1重新调整ball设定
2.将金线尾端确实接地.
3.检查侦测回路是否为断路.
4.检查EFOboxstickdetectboard是否侦测错误,如发生故障请更换EFObox.
硬件检查方法:
如图A-B点应为0Ω,A-C点应为≧1MΩ
SmallBall
状况一:
DiePad上出现小球
1检查是否为金线污染造成烧球不良金线污
1可将FIN15:
2E-Torch太脏
1清洁E-Torch并dryrun4小时(万不得已,请勿清洁)并请勿使用砂纸
3线尾太短
可将EFOboxoutputswitch切至off,dummybond一点,此时可看到Tail长度是否正常
1.调整线尾设定值
OffCenterBall/GolfBall
线尾烧球不良,形成高尔夫球状;
在pad上可看到偏心球
1线尾太长
可将EFOboxoutputswitch切至off,dummybond一点,此时可看到Tail长度是否正常
2金线或线径污染
2清洁线径
3Airtensioner气太低
1调整airtensioner气流量
4放电器或线路连接不良
1检查放电线路是否正常,否则重新接好
2更换EFOBOX
5检查打火位置是否正常
可将EFOboxoutputswitch切至off,dummybond一点,此时可看到Tail与E-torch角度是否正确(建议45°
)
7floatinglead
1
82nd打到异物
1清除异物,并重新焊线
9air不干净
1检查过滤器是否变黄
SmashBall
所有的球皆为大扁球
状况二:
偶发性大扁球
1impaceforce太大
1减少searchspeed,speedprofileBlk#0Acceleration4000è
1000
2Shrht过低
3contactsearchthreshold为8的倍数
2Force不良
1减少bondforce参数设定
2作forceverification观看是否须作forcecalibration
3确认FORCERADIO–1.12到-1.15之间
3超音波不良
1更换铜镙丝,焊针
2Poweroffset是否任易变更
4ZDrive设定不良
重新调整校正ZDriveovershortundershort
1芯片/热压板浮动
1调整热压板压合
2EFO打火棒设定不良
1打火棒位置设定不良
3E-Torch污染
1用酒精清洁E-Torch,必要时更换之
4EFO放电不良
1更换EFO
5Die厚/Die高度
不一致`
1反应DieBond工程
6Airdiffuser太大
1调整airdiffuser设定
7共振
1XYtableturning
8pivotspring
1pivotspring不良
9noise
1Table和BH及W/H至EFO接地不良
NeckCrack
NeckCrack单一缺口
StressNeck缺口成一环状
1参数设定不良
1Revisedistance太大
2Revisedistanceangle太大可将RDA降低
3Reviseheight太低
4EFOCurrent太大
5线尾参数设定太小,造成打火过程中,打火打到焊针里
2Capillary不良
1错误使用焊针规格
2观察焊针印是否成圆形
3将焊针拿至显微镜下观看是否脏污或受损,更换新的焊针
3线夹不良
1线夹间隙太小
4金线问题
1更换较软的金线
5放线不程不良
1降低feedpower
1因二焊点的振动太大造成
1二焊点的power太大,或force太小
2二焊点浮动
Ballsift(I)
Pad上没有球,且PRmonitor上画面并无晃动(海筮甚楼效应)
1PR设定不良
灯光调校不良
1重新设定PR
Note:
1寻找特殊点
2选择glaylevel
2OPTIC不良
1OPTIC固定螺丝松脱
2OPTIC内之镜片松脱
3OPTICLEFTARM松脱
3CCD不良
1CCDALIGNMENT不良
2CCD螺丝松脱
3TOPPLATE松脱
1TOPPLATE松脱
4破真空气量太大
1调整气阀
5EPROXY未干
1反应工程
6BondTipoffset
设定不良
1重新设定Setup内的BondTipOffset
Ballsift(II)
PRmonitor上画面晃动(海筮甚楼效应)
1Airdiffuser不足
1提高airdiffuser气量
2调整airdiffuser角度
2破真空太大,有热气造成第一焊点偏移
1校正破真空之air量于0.3~0.5LPM
3高压空气偏低,所转换的真空不足,导致影像辨认系统(PRS)对晶体做SearchAlignmentPoint位置有偏差,造成整体1stbondposition有偏移现象
1更换孔径较大的高压空气管,提高高压空气进入机器的气压量,且真空值有提高到标准值。
4BHCOOLING异常
1检查是否有阻塞
5气路异常
1检查气路是否正常
1BH停机过久,打第一颗会靠近M/CSide
2BH打热后,Truseducor会向前,故球会向opraterside
B92ndbondnon-stick
观看打完二焊点完后是否有烧球
打完二焊点后,并无烧球
1.Leadframe表面污染
1.由monitor看到leadframe有灰尘或污染造成第二点打不黏.
Note1.使用“Corrbnd“将此线重新补上.
2.暂时更改增加2ndbondbasepower/force的数值,将此线补上后再恢复原来之数值
2压板没压好造成lead浮动
1.用摄子下压lead观察是否浮动
Note1.调整压板之关闭位置,使其将leadframe压好.
2.将压板底部贴上耐热胶布,使其有效固定leadframe.
1.将金线尾端确实接地.
2.调整“stickadj“之设定值,其数值约在12~


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊线机 常见问题 分析 调试 方法
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 国企会计岗位笔试试题及答案解析(分享).docx
国企会计岗位笔试试题及答案解析(分享).docx
-
代办营业执照合同协议书范本模板1.docx
-
工业机械手的PLC控制.doc
-
房屋砖混结构技术标.doc
-
消防工程监理评估报告.doc
-
[精品]杨树生产及存在问题与对策.docx
-
风险管理与金融机构课后附加题参考答案(中文版).doc
-
2021年全国安全知识竞赛经典题库及答案(共260题).docx
-
建筑工程合作协议书、建筑股东合作协议书.doc
-
高中班主任教育叙事3篇.docx
-
嵌入式软件系统期末大作业.docx
-
学校心理危机事件预警及处置预案.docx
-
一年级下册数学竞赛试题精选-.doc
-
二年级音乐学科期末试卷(人教版).doc
-
平顶山学院2021年招聘辅导员试题及答案.docx
-
小学数学应用意识与应用能力的培养课题总结报告.docx
-
企业宣传片初步报价方案.docx
-
市政道路工程设计合同.doc
-
竞赛筹备方案.docx
-
两位数加减两位数不进位不退位教学设计.docx
-
高中学生因病请假制度.docx
-
某某竹木垃圾粉碎加工厂竹木秸杆废弃物粉碎加工综合利用项目建议书.docx
 行政事业单位内部审计流程图(按照新内部审计准则).xls
行政事业单位内部审计流程图(按照新内部审计准则).xls
-
三年级下册道德与法治期末测试卷附答案(完整版).docx
-
疫情期间日常消毒记录表EXCEL模板(完整版).docx
-
商业银行个人信贷操作风险防控要点及案例解析.docx
-
优秀团员、团干评选方案.docx
-
基于PLC的 双门通道控制系统设计.docx
-
《弘扬真善美》教学设计.doc
-
五年级分数计算题.docx
-
西南大学0163答案.docx
-
医院义诊制度.docx
-
汽车维修采购合同Word文档下载推荐.docx
 经典博弈论完整版培训课程1PPT资料.pptx
经典博弈论完整版培训课程1PPT资料.pptx
-
管理信息系统复习题1Word下载.docx
-
实验作文400字Word下载.doc
-
外墙清洗施工的方案docWord文档下载推荐.docx
-
实战轮训心得体会Word文档下载推荐.doc
-
武汉大学复试分数线Word文档下载推荐.docx
-
实体样板房说辞Word文档下载推荐.doc
-
招投标资格审查Word格式.docx
-
造价师考试资料整理Word文件下载.docx
-
我优秀作文10篇最新Word下载.docx
-
植物组织培养试题库Word文档格式.docx
-
制冷与空调设备安装修理作业人员安全技术通用范本Word下载.docx
-
最新内蒙古继续教育考试题答案完整版4套Word格式.docx
-
高科技运动镜头的运用对电影创作的影响电影论文艺术论文Word文档下载推荐.docx
-
人教版学年七年级上学期第二次月考语文试题C卷Word文档格式.docx
-
《方剂学》方解图表Word文档格式.docx
-
材料作文 :有人说,理解是对人的最大的善举,也有人说理解是对人的最大的纵容……解析及范文PPT课件下载推荐.pptx
-
幼儿园安全事故典型案例分析PPT格式课件下载.ppt
