 超声波探伤检验方法及流程Word格式.doc
超声波探伤检验方法及流程Word格式.doc
- 文档编号:12921840
- 上传时间:2022-09-30
- 格式:DOC
- 页数:3
- 大小:43.50KB
超声波探伤检验方法及流程Word格式.doc
《超声波探伤检验方法及流程Word格式.doc》由会员分享,可在线阅读,更多相关《超声波探伤检验方法及流程Word格式.doc(3页珍藏版)》请在冰豆网上搜索。
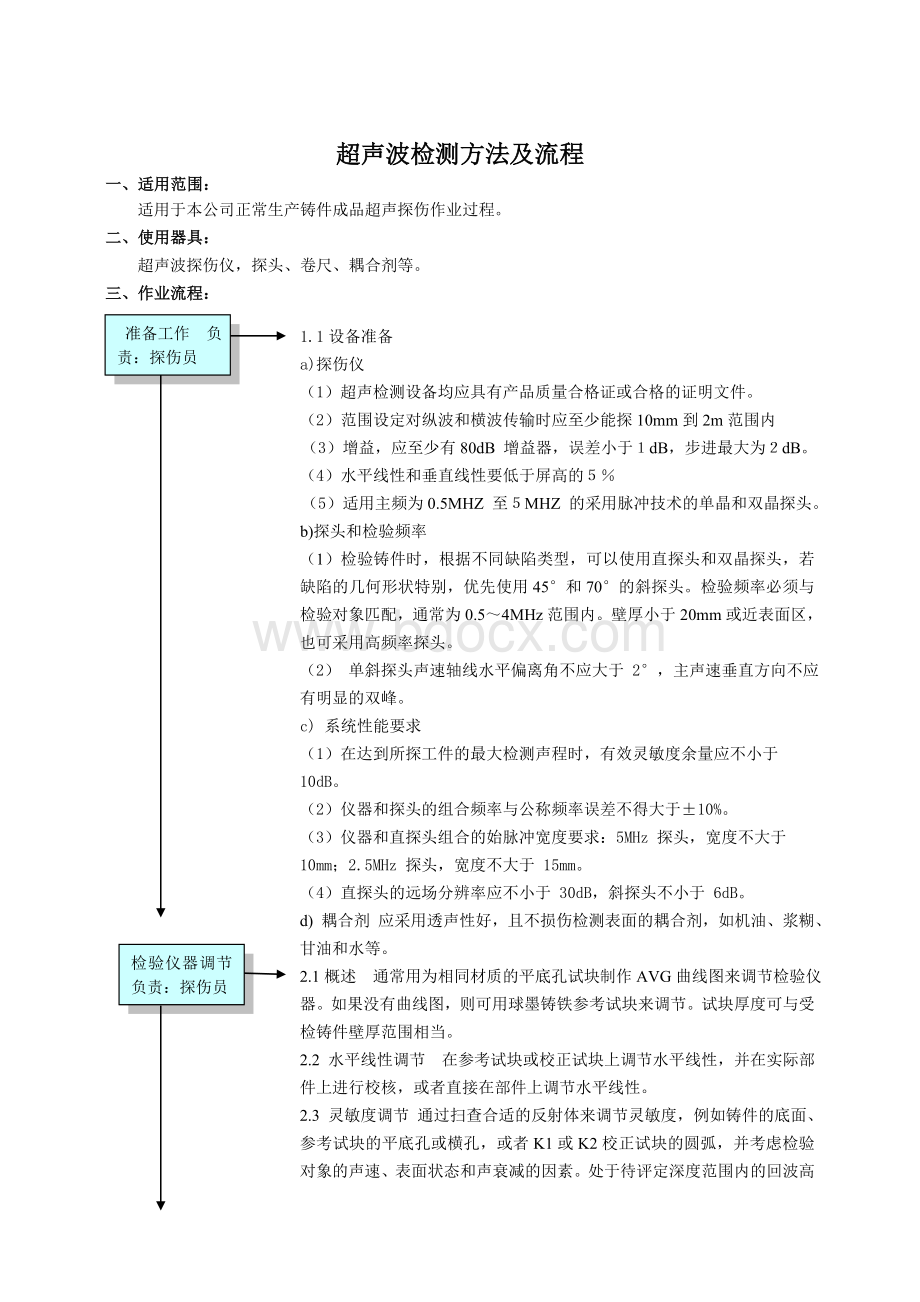
(1)超声检测设备均应具有产品质量合格证或合格的证明文件。
(2)范围设定对纵波和横波传输时应至少能探10mm到2m范围内
(3)增益,应至少有80dB增益器,误差小于1dB,步进最大为2dB。
(4)水平线性和垂直线性要低于屏高的5%
(5)适用主频为0.5MHZ至5MHZ的采用脉冲技术的单晶和双晶探头。
b)探头和检验频率
(1)检验铸件时,根据不同缺陷类型,可以使用直探头和双晶探头,若缺陷的几何形状特别,优先使用45°
和70°
的斜探头。
检验频率必须与检验对象匹配,通常为0.5~4MHz范围内。
壁厚小于20mm或近表面区,也可采用高频率探头。
(2)单斜探头声速轴线水平偏离角不应大于2°
,主声速垂直方向不应有明显的双峰。
c)系统性能要求
(1)在达到所探工件的最大检测声程时,有效灵敏度余量应不小于10dB。
(2)仪器和探头的组合频率与公称频率误差不得大于±
10%。
(3)仪器和直探头组合的始脉冲宽度要求:
5MHz探头,宽度不大于10mm;
2.5MHz探头,宽度不大于15mm。
(4)直探头的远场分辨率应不小于30dB,斜探头不小于6dB。
检验仪器调节负责:
d)耦合剂应采用透声性好,且不损伤检测表面的耦合剂,如机油、浆糊、甘油和水等。
2.1概述通常用为相同材质的平底孔试块制作AVG曲线图来调节检验仪器。
如果没有曲线图,则可用球墨铸铁参考试块来调节。
试块厚度可与受检铸件壁厚范围相当。
2.2水平线性调节在参考试块或校正试块上调节水平线性,并在实际部件上进行校核,或者直接在部件上调节水平线性。
2.3灵敏度调节通过扫查合适的反射体来调节灵敏度,例如铸件的底面、参考试块的平底孔或横孔,或者K1或K2校正试块的圆弧,并考虑检验对象的声速、表面状态和声衰减的因素。
处于待评定深度范围内的回波高度通过AVG法平底孔当量直径mm或其他当量反射体的直径mm来表示。
检验方法负责:
2.4超声波检验性测定若能证明,铸件有约定当量直径的缺陷,那铸件就具有可探性。
这证明,待评定深度范围探测面上相应当量直径缺陷波高度至少高于噪声电平6dB,按参考线,通常是第一次回波的距离按AVG曲线,也是适用的。
在铸件壁厚无缺陷区测定可探性,由于其形状原因,应保证有尽可能高的底波信号高度,如两壁平行的表面。
该区域的表面状态须与其余受检区域表面状态相符。
若处于待评定深度区探测面上证实最小平底孔回波高度在噪声电平之上不足6dB,即使改变操作方式,可探性也降低。
这时应在检验报告中说明:
按照参考线或AVG曲线,利用缺陷波幅度与噪声电平间至少有6dB的比例关系,也可证实缺陷的当量直径。
在此情况下,供需双方应商定其它方法。
应使用斜探头,并采用相应方法。
3.1检验范围要商定铸件受检区域的检验范围。
当采用最佳检验方法时,就应规定是否按点扫查法或按线扫查法检验以及如何检验该区域,还是全体积探测,完全取决于铸件的形状。
3.2检验方法:
如何选择入射方向和合适的探头,很大程度上取决于铸件形状和可能存在的铸造缺陷。
通常采用的是1~4MHz直射声束。
为此可使用单探头或双晶探头。
若几何形状特殊或者对局部有质量要求时,可使用斜射声束。
若有特殊质量要求,应提早商定。
最合适的方法是在考虑铸造技术情况下,在检验规程中确定检验方法。
3.3扫查速度扫查速度选定在使回波信号可以得到确切的评定。
3.4检验灵敏度如有可能,应在铸件上调节检验系统灵敏度(检验灵敏度)。
若不可能,则使用参考试块或者K1或K2校正试块,此时应进行传输修正。
在确定传输修正时,除了探头与试块的接触面状态之外,还应考虑底面的表面状态,否则,会影响底波高度(用于校正时)。
a)最小检验灵敏度(探测灵敏度)要这样调节检验系统的灵敏度,对于有足够可探性的铸件,其平底孔当量直径的回波高度,在待评定深度范围离探测面的距离至少有1/5屏高。
若不能调节最小检验灵敏度,则必须在检验报告中注明最小可证实的平底孔当量直径。
在此情况下,供需双方应商定其他方法。
b)扫查灵敏度扫查缺陷时,提高增益,使噪声电平在示波屏上可以看见(扫查灵敏度)。
若表面状态从一处到另外一处发生变化,检验灵敏度就会发生强烈波动。
此时应注意,扫查灵敏度没有降到最小检验灵敏度以下。
注:
在观察底波并探测缺陷的同时,可降低底波,使仪器更完善。
3.5考虑不同类型的超声回波信号对不受铸件形状或不受探头与试块接触影响的下列超声回波信号应予考虑和评定。
a)底波衰减;
b)缺陷波。
测定显示大小负责:
所有类型的回波信号既可单独出现也可同时出现。
底波衰减用底波降低量dB表示,缺陷波信号高度与当量反射体直径的形状有关,或与记录限有关的缺陷波高度,其超过值用dB表示。
4.1平行于入射面的缺陷尺寸的校核
建议在确定缺陷尺寸时使用的探头,其声束直径在反射体的位置尽可能小些。
通过探头在受检面上的移动,来探测超标缺陷波高度这些部位,且其高度在噪声电平之上下降了6dB。
当底波衰减时,在受检面上移动探头,探测底波比原底波高度下降6dB的这些部位。
尽可能准确地在这些部位做出标记(例如,直探头的中心、斜探头的声束入射点)。
从标记点连接线上引出缺陷的可测量面积。
采用斜探头时,只要检验对象的几何形状允许,通过投影距离,将缺陷的边界点投影到受检面上。
复验负责:
4.2垂直于声入射面的缺陷尺寸的校核只要可能,通过两个对面的垂直声入射来测定垂直受检面的缺陷尺寸
5.1探伤中,应核查探伤灵敏度,发现灵敏度有改变时,应重新调整。
当增益电平降低2db以上时,应对上一次校准以来所检查的工件进行复探;
当增益电平升高2db以上时,应对所有记录缺陷进行重新定量;
5.2发现检测过程中操作方法有误或技术条件改变时;
显示分类记录负责:
5.3合同各方有争议或认为有必要时。
后处理负责:
6.1超声显示的分类和记录只要没有其它商定,必须记录下所有超标缺陷。
对铸造技术和几何外形不利于检验的关键区域,所有显示必须予以记录,不适于声发射方向位置上的这些显示可归结为铸造缺陷。
发现应记录显示的所有位置上需作出标记,并写入检验报告。
如方便,可采用在工件上画格子的方法,以便于记录显示的位置,画草图或照片的方法以文件形式记录显示的位置。
并标明工件名称,铸号,检测日期及检测人姓名
7.1检测工作结束后,应及时清理工件及由检测过程中产生的废弃物等。
并将检测设备及材料擦拭干净摆放规整。
签发报告存档负责:
8.1检测结束后应及时出具检测报告,报告等相关记录一起分类存档。
保存期限不少于7年。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 超声波 探伤 检验 方法 流程
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 国企会计岗位笔试试题及答案解析(分享).docx
国企会计岗位笔试试题及答案解析(分享).docx
-
代办营业执照合同协议书范本模板1.docx
-
工业机械手的PLC控制.doc
-
房屋砖混结构技术标.doc
-
消防工程监理评估报告.doc
-
[精品]杨树生产及存在问题与对策.docx
-
风险管理与金融机构课后附加题参考答案(中文版).doc
-
2021年全国安全知识竞赛经典题库及答案(共260题).docx
-
建筑工程合作协议书、建筑股东合作协议书.doc
-
高中班主任教育叙事3篇.docx
-
嵌入式软件系统期末大作业.docx
-
学校心理危机事件预警及处置预案.docx
-
一年级下册数学竞赛试题精选-.doc
-
二年级音乐学科期末试卷(人教版).doc
-
平顶山学院2021年招聘辅导员试题及答案.docx
-
小学数学应用意识与应用能力的培养课题总结报告.docx
-
企业宣传片初步报价方案.docx
-
市政道路工程设计合同.doc
-
竞赛筹备方案.docx
-
两位数加减两位数不进位不退位教学设计.docx
-
高中学生因病请假制度.docx
-
某某竹木垃圾粉碎加工厂竹木秸杆废弃物粉碎加工综合利用项目建议书.docx
 行政事业单位内部审计流程图(按照新内部审计准则).xls
行政事业单位内部审计流程图(按照新内部审计准则).xls
-
三年级下册道德与法治期末测试卷附答案(完整版).docx
-
疫情期间日常消毒记录表EXCEL模板(完整版).docx
-
商业银行个人信贷操作风险防控要点及案例解析.docx
-
优秀团员、团干评选方案.docx
-
基于PLC的 双门通道控制系统设计.docx
-
《弘扬真善美》教学设计.doc
-
五年级分数计算题.docx
-
西南大学0163答案.docx
-
医院义诊制度.docx
-
自考教育法学考核要求.docx
-
幼儿园家长工作心得体会.docx
-
幼儿园中班下学期开学练习试题二.docx
-
云南航集团办公楼综合布线方案.docx
-
造价工程师《建设工程造价管理》常考知识点完整版.docx
-
中小学幼儿教师中级专业技术资格理论考试复习资料含答案.docx
-
最新18项护理核心制度.docx
-
一年级下册音乐粉刷匠.docx
-
幼儿古诗词100首课件资料.docx
-
员工雇佣合同协议.docx
-
重大危险源.docx
-
幼儿园教师班务工作总结5篇.docx
-
综合应急预案编制.docx
-
淄博热电化水扩建改造工程初设说明书修改版.docx
-
学位论文学术不端行为检测系统使用说明.docx
-
增减挂钩项目竣工报告利周新.docx
-
业务员管理制度精选收藏.docx
-
银行网点主任述职报告3篇.docx
-
幼儿园教育园长一岗双责安全系统责任书.docx
