 手柄杆零件机械加工工艺过程卡片.docx
手柄杆零件机械加工工艺过程卡片.docx
- 文档编号:12698018
- 上传时间:2023-04-21
- 格式:DOCX
- 页数:21
- 大小:91.27KB
手柄杆零件机械加工工艺过程卡片.docx
《手柄杆零件机械加工工艺过程卡片.docx》由会员分享,可在线阅读,更多相关《手柄杆零件机械加工工艺过程卡片.docx(21页珍藏版)》请在冰豆网上搜索。
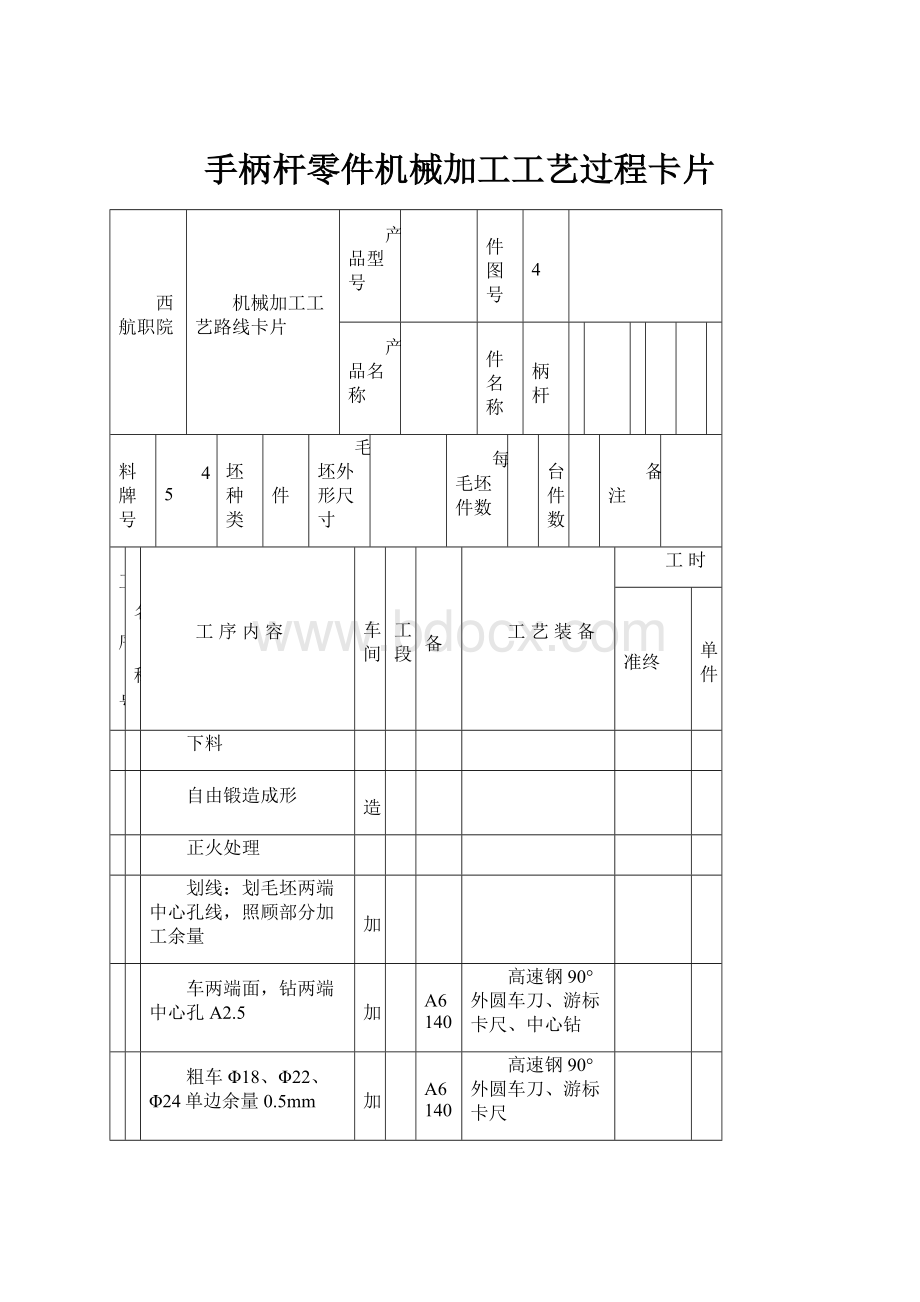
手柄杆零件机械加工工艺过程卡片
西航职院
机械加工工艺路线卡片
产品型号
零件图号
04
产品名称
零件名称
手柄杆
共
2
页
第
1
页
材料牌号
45
毛坯种类
锻件
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
下
下料
2
锻
自由锻造成形
锻造
3
热
正火处理
热
4
划
划线:
划毛坯两端中心孔线,照顾部分加工余量
机加
5
车
车两端面,钻两端中心孔A2.5
机加
CA6140
高速钢90°外圆车刀、游标卡尺、中心钻
6
车
粗车Φ18、Φ22、Φ24单边余量0.5mm
机加
CA6140
高速钢90°外圆车刀、游标卡尺
7
车
粗车SΦ32、SΦ20单边余量0.5mm车槽3×Φ14
机加
CA6140
高速钢90°外圆车刀、游标卡尺
8
热
调质处理HRC35—38
9
车
精车Φ18、Φ22、Φ24、槽2×1、倒角M22×1.5至图样要求尺寸
机加
CA6140
高速钢90°外圆车刀、游标卡尺、塞规
10
车
精车SΦ32、SΦ20至图样要求尺寸
机加
CA6140
高速钢90°外圆车刀、游标卡尺、塞尺
11
钻
钻通孔Φ8、沉孔Φ17.3至图样要求尺寸
机加
Z525
硬质合金直柄长麻花钻、游标卡尺
12
铣
粗铣,18×18尺寸至16×16
机加
XA6132
YT6细齿盘铣刀、游标卡尺
13
铣
精铣,16×16尺寸至14×14
机加
XA6132
YT6细齿盘铣刀、游标卡尺
14
抛
抛光
机加
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
西航职院
机械加工工艺路线卡片
产品型号
零件图号
04
产品名称
零件名称
手柄杆
共
2
页
第
2
页
材料牌号
45
毛坯种类
锻件
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
15
镀
镀铬
机加
16
钻
钻,铰Φ5mm孔
机加
Z525
硬质合金直柄麻花钻、游标卡尺、塞尺
17
钳
去毛刺
机加
游标卡尺、塞尺
18
检
终检
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
西航职院
机械加工工序卡片
产品型号
零件图号
04
产品名称
零件名称
手柄杆
共
8
页
第
1
页
车间
工序号
工序名称
材料牌号
机加
6
粗车
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
CA6140
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗车Φ28至Φ25外圆、粗糙度12.5
90°外圆车刀、游标卡尺
289
22.68
0.5
1.5
1
1.07
4
2
粗车Φ25至Φ23外圆、粗糙度12.5
90°外圆车刀、游标卡尺
350
22.68
0.5
1
1
0.186
0.8
3
粗车Φ25至Φ19外圆、粗糙度12.5
90°外圆车刀、游标卡尺
315
22.68
0.4
3
1
0.64
0.9
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
西航职院
机械加工工序卡片
产品型号
零件图号
04
产品名称
零件名称
手柄杆
共
8
页
第
2
页
车间
工序号
工序名称
材料牌号
机加
7
粗车
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
CA6140
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
车槽3×Φ14、粗糙度12.5
切槽刀
2
粗车SΦ36至SΦ33球面、粗糙度12.5
90°外圆车刀、游标卡尺
219
22.68
0.5
1.5
1
0.517
3.5
3
粗车SΦ24至SΦ21球面、粗糙度12.5
90°外圆车刀、游标卡尺
344
22.68
0.5
1.5
1
0.274
0.7
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
西航职院
机械加工工序卡片
产品型号
零件图号
04
产品名称
零件名称
手柄杆
共
8
页
第
3
页
车间
工序号
工序名称
材料牌号
机加
9
精车
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
CA6140
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精车Φ25外圆至图样尺寸、粗糙度3.2
90°外圆车刀、游标卡尺
464
34.992
0.3
0.5
1
0.31
2.7
2
精车Φ23外圆至图样尺寸、粗糙度3.2
90°外圆车刀、游标卡尺
507
34.992
0.3
0.5
1
0.48
0.5
3
车螺纹M22×1.5
60°硬质合金螺纹车刀,塞规
290
20
0.5
0.5
3
0.2
1.8
4
精车Φ19外圆至图样尺寸、粗糙度3.2
90°外圆车刀、游标卡尺
620
34.992
0.3
0.5
1
0.39
1.6
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
西航职院
机械加工工序卡片
产品型号
零件图号
04
产品名称
零件名称
手柄杆
共
8
页
第
4
页
车间
工序号
工序名称
材料牌号
机加
10
精车
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
CA6140
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精车SΦ33球面至图样尺寸、粗糙度3.2
90°外圆车刀、游标卡尺
445
34.992
0.3
0.5
1
0.462
2.5
2
精车SΦ21球面至图样尺寸、粗糙度3.2
90°外圆车刀、游标卡尺
636
34.992
0.3
0.5
1
0.301
0.7
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
西航职院
机械加工工序卡片
产品型号
零件图号
04
产品名称
零件名称
手柄杆
共
8
页
第
5
页
车间
工序号
工序名称
材料牌号
机加
11
钻孔Φ8
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
Z525
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻通孔Φ8
直柄长麻花钻
140
3.5168
0.20
1
4
2
2
调头钻通孔Φ8
直柄长麻花钻
140
3.5168
0.20
1
4
2
3
钻孔Φ17.3,深17
麻花钻
140
7.6051
0.32
1
0.4
2
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
西航职院
机械加工工序卡片
产品型号
零件图号
04
产品名称
零件名称
手柄杆
共
8
页
第
6
页
车间
工序号
工序名称
材料牌号
机加
12
粗铣
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
CX6132
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣18×18至尺寸16×16表面1,表面粗糙度6.3
YT6细齿盘铣刀、游标卡尺
439
110.3
1.2
1
2
0.059
1
2
粗铣18×18至尺寸16×16表面2,表面粗糙度6.3
YT6细齿盘铣刀、游标卡尺
439
110.3
1.2
1
2
0.059
1
3
粗铣18×18至尺寸16×16表面3,表面粗糙度6.3
YT6细齿盘铣刀、游标卡尺
439
110.3
1.2
1
2
0.059
1
4
粗铣18×18至尺寸16×16表面4,表面粗糙度6.3
YT6细齿盘铣刀、游标卡尺
439
110.3
1.2
1
2
0.059
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
西航职院
机械加工工序卡片
产品型号
零件图号
04
产品名称
零件名称
手柄杆
共
8
页
第
7
页
车间
工序号
工序名称
材料牌号
机加
13
精铣
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
CX6132
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精铣16×16至图样尺寸表面1,表面粗糙度3.2
YT6细齿盘铣刀、千分尺
494
124.1
1.2
1
2
0.074
1
2
精铣16×16至图样尺寸表面2,表面粗糙度3.2
YT6细齿盘铣刀、千分尺
494
124.1
1.2
1
2
0.074
1
3
精铣16×16至图样尺寸表面3,表面粗糙度3.2
YT6细齿盘铣刀、千分尺
494
124.1
1.2
1
2
0.074
1
4
精铣16×16至图样尺寸表面4,表面粗糙度3.2
YT6细齿盘铣刀、千分尺
494
124.1
1.2
1
2
0.074
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
西航职院
机械加工工序卡片
产品型号
零件图号
04
产品名称
零件名称
手柄杆
共
8
页
第
8
页
车间
工序号
工序名称
材料牌号
机加
16
钻铰Φ5孔
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
锻件
1
1
设备名称
设备型号
设备编号
同时加工件数
Z525
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/z
mm
机动
辅助
1
钻Φ4.8孔
Φ4.8直柄麻花钻、游标卡尺
140
2.1
0.17
1
0.84
4
2
铰Φ5孔
Φ5手用铰刀、塞规
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
班级
检验卡片
产品型号
工厂
零组件图号
车间
机加
共1页
共1页
材料
工序名称
检验
名称
优质碳素结构用钢
牌号
45
规格
一个毛坯制造之零件数
1
检验后交:
序号
检验内容
检验设备及工具
1
Φ18、3×Φ14、24、M22×1.5、R3
游标卡尺、塞规
2
Φ8、Φ17.3
游标卡尺
3
SΦ20h11、SΦ20h11
千分尺
4
14×14
千分尺
5
热处理
洛氏硬度机
6
检验至图纸要求


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 手柄 零件 机械 加工 工艺 过程 卡片
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《阿凡达》观后感.docx
《阿凡达》观后感.docx
-
《大中专毕业生就业指导》课程教学大纲.docx
-
《建设工程合同》复习题及答案.docx
-
《蜡烛》上课教学方案设计12.docx
-
《奇妙的对联》教案解析.docx
-
《水浒传》30个主要情节概述.docx
-
《36岁儿童学习与发展指南》读书笔记.docx
-
《财务管理》习题及答案.docx
-
《多媒体技术》期末考试复习题及参考答案.docx
-
《现代推销技术》课程标准简版.docx
-
《园林绿化先进个人先进事迹材料》.docx
-
#《预防医学》题目答案汇总.docx
-
《爱的教育》读后感多篇.docx
-
《登泰山记》综合复习题及答案必修上册.docx
-
《江雪》教案.docx
-
《第4章一次函数》单元测试2含答案解析.docx
-
《铁路旅客运输规程》.docx
-
《小学语文生活化教学的研究》课题.docx
-
《证券投资基金基础知识》.docx
-
#3 汽机房设备及管道保温作业指导书.docx
-
《勃兰特下跪赎罪受到称赞》备课资料第一个向犹太人下跪赔罪的德国总理勃兰特维利访谈录.docx
-
《国际贸易术语解释通则》中文版.docx
-
《教育社会学》课程教案.docx
-
《老人与海》好词好句.docx
-
《钳工技能训练》实训教案.docx
-
1第一单元位置与方向导学案.docx
-
3篇关于校园电子竞技比赛活动策划书.docx
-
007质量部岗位说明书.docx
-
《工程现场施工安全事故应急救援预案》的管理章程办法.docx
-
《Web程序设计一课程设计》.docx
-
《打火匣》读后感.docx
-
《家政须知》.docx
-
济南市住宅市场分析.docx
-
国开大学高层建筑施工第四章课后题答案.docx
-
关于鼓励的名言警句.docx
-
基于单片机的运动控制系统.docx
-
急诊科主任竞聘演讲稿.docx
-
国资委副书记年度述职述廉报告与国资委委托管理工作意见汇编.docx
-
基站干扰分析.docx
-
关于研究处理工业经济发展情况报告的审议意见的情况报告.docx
-
价格协议书.docx
-
几种常见的教学设计模式及其比较.docx
-
海南水产品出口现状分析.docx
-
汉语拼音拼读练习.docx
-
吉林省八年级上期末考试物理试题B卷.docx
-
官山镇守信激励与失信惩戒实施办法.docx
-
技术员年度工作总结3篇.docx
-
建环 实习报告共7篇.docx
-
集体建设用地合同doc.docx
-
管理会计案例分析doc.docx
-
焊接外观检查实用标准.docx
