 铆焊检验记录表QTP7525修复的.docx
铆焊检验记录表QTP7525修复的.docx
- 文档编号:12654196
- 上传时间:2023-04-21
- 格式:DOCX
- 页数:71
- 大小:1.03MB
铆焊检验记录表QTP7525修复的.docx
《铆焊检验记录表QTP7525修复的.docx》由会员分享,可在线阅读,更多相关《铆焊检验记录表QTP7525修复的.docx(71页珍藏版)》请在冰豆网上搜索。
铆焊检验记录表QTP7525修复的
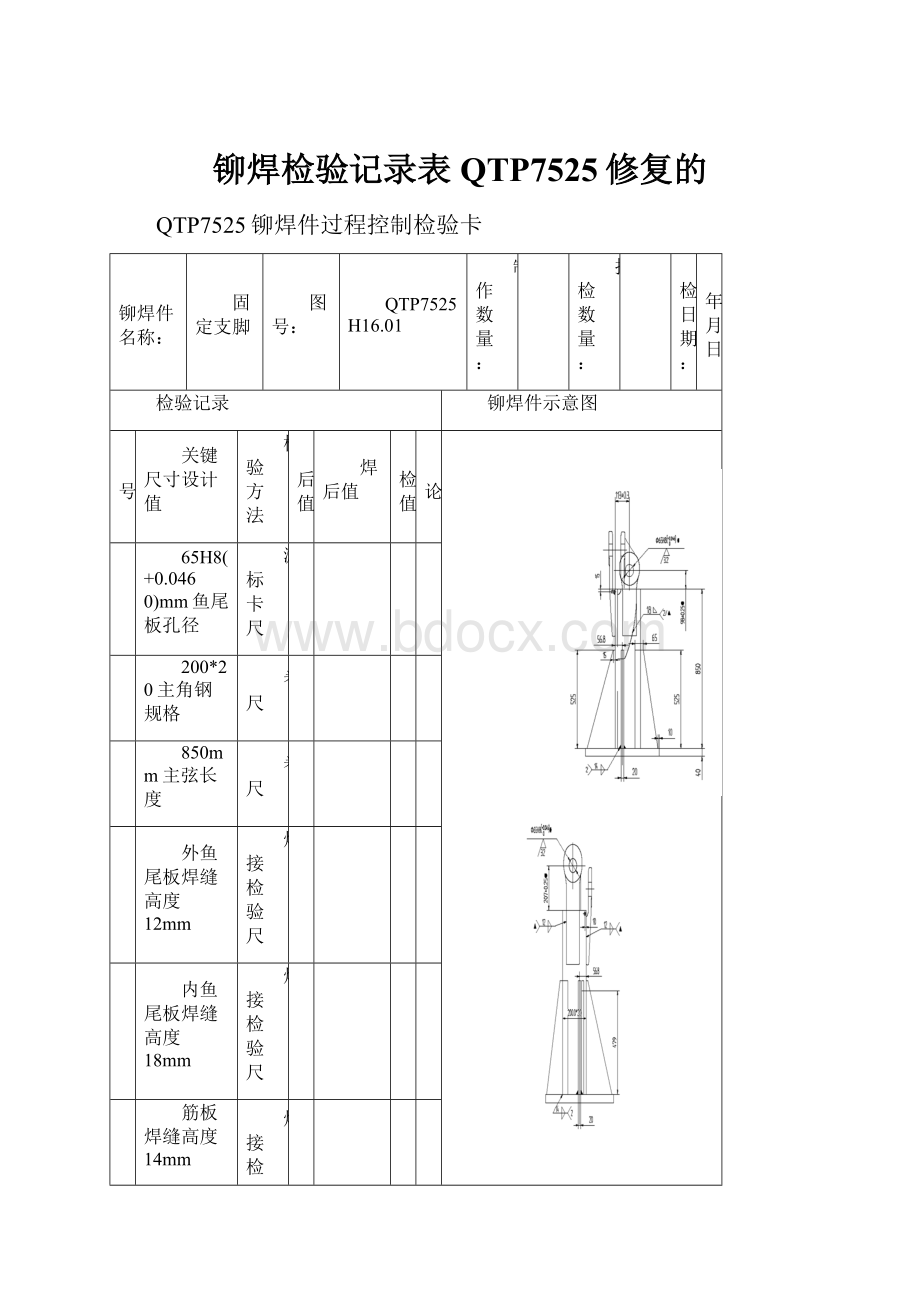
QTP7525铆焊件过程控制检验卡
铆焊件名称:
固定支脚
图号:
QTP7525H16.01
制作数量:
抽检数量:
交检日期:
年月日
检验记录
铆焊件示意图
序号
关键尺寸设计值
检验方法
铆后值
焊后值
专检值
结论
1
65H8(+0.0460)mm鱼尾板孔径
游标卡尺
2
200*20主角钢规格
卷尺
3
850mm主弦长度
卷尺
4
外鱼尾板焊缝高度12mm
焊接检验尺
5
内鱼尾板焊缝高度18mm
焊接检验尺
6
筋板焊缝高度14mm
焊接检验尺
7
8
9
10
11
12
13
14
15
16
17
18
19
20
所有焊缝外观成型是否合格
目测
21
焊缝是否有缺陷、漏焊等缺陷
目测
22
结构件有无明显变形
目测
23
有无结构标识、焊工编号
目测
24
打磨是否彻底、有无飞溅棱边
目测
注:
铆后值与焊后值由操作者如实填写并在自检栏签字。
专检值由检验员如实填写并专检栏签字,最后判定产品是否合格并开具相应的手续。
铆
签字:
日期:
专检
不合格处理意见
焊
签字:
日期:
结论
签字
日期
让步接收
返工
报废
不合格处理单编号
打磨
签字:
日期:
QTP7525铆焊件过程控制检验卡
铆焊件名称:
标准节
图号:
QTP7525BZH.01
制作数量:
抽检数量:
交检日期:
年月日
检验记录
铆焊件示意图
序号
关键尺寸设计值
检验方法
铆后值
焊后值
专检值
结论
1
顶升耳座间距1500+—1mm
卷尺
2
顶升耳座焊缝高度18mm
焊接检验尺
3
内鱼尾板焊缝高度12mm
焊接检验尺
4
内鱼尾板焊缝高度14mm
焊接检验尺
5
水平杆和腹杆焊缝高度12mm
焊接检验尺
6
未注焊高为相邻薄板厚的0.8~1倍
焊接检验尺
7
8
9
10
11
12
13
14
15
16
17
18
19
20
所有焊缝外观成型是否合格
目测
21
焊缝是否有缺陷、漏焊等缺陷
目测
22
结构件有无明显变形
目测
23
有无结构标识、焊工编号
目测
24
打磨是否彻底、有无飞溅棱边
目测
注:
铆后值与焊后值由操作者如实填写并在自检栏签字。
专检值由检验员如实填写并专检栏签字,最后判定产品是否合格并开具相应的手续。
铆
签字:
日期:
专检
不合格处理意见
焊
签字:
日期:
结论
签字
日期
让步接收
返工
报废
不合格处理单编号
打磨
签字:
日期:
QTP7525铆焊件过程控制检验卡
铆焊件名称:
基础节
图号:
QTP7525H19.2
制作数量:
抽检数量:
交检日期:
年月日
检验记录
铆焊件示意图
序号
关键尺寸设计值
检验方法
铆后值
焊后值
专检值
结论
1
顶升耳座间距1500+—1mm
卷尺
2
上顶升耳座间距610+—1mm
卷尺
3
下顶升耳座间距890+—1mm
卷尺
4
梯子内挡板尺寸370mm
卷尺
5
梯子耳板孔距115mm
卷尺
6
角钢焊缝高度10MM
焊接检验尺
7
角钢焊缝高度12MM
焊接检验尺
8
顶升耳座耳座焊缝高度18mm
焊接检验尺
9
未注焊高为相邻薄板厚的0.6~0.7倍
焊接检验尺
10
11
12
13
14
15
16
17
18
19
20
所有焊缝外观成型是否合格
目测
21
焊缝是否有缺陷、漏焊等缺陷
目测
22
结构件有无明显变形
目测
23
有无结构标识、焊工编号
目测
24
打磨是否彻底、有无飞溅棱边
目测
注:
铆后值与焊后值由操作者如实填写并在自检栏签字。
专检值由检验员如实填写并专检栏签字,最后判定产品是否合格并开具相应的手续。
铆
签字:
日期:
专检
不合格处理意见
焊
签字:
日期:
结论
签字
日期
让步接收
返工
报废
不合格处理单编号
打磨
签字:
日期:
QTP7525铆焊件过程控制检验卡
铆焊件名称:
套架
图号:
QTP7525H18.01
制作数量:
抽检数量:
交检日期:
年月日
检验记录
铆焊件示意图
序号
关键尺寸设计值
检验方法
铆后值
焊后值
专检值
结论
1
液压油缸位置尺寸4755+-1mm
卷尺
2
止动靴支座尺寸1670+10mm
卷尺
3
液压油缸内空尺寸95+10mm
卷尺
4
未注焊高为相邻薄板厚的0.8~1倍
焊接检验尺
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
所有焊缝外观成型是否合格
目测
21
焊缝是否有缺陷、漏焊等缺陷
目测
22
结构件有无明显变形
目测
23
有无结构标识、焊工编号
目测
24
打磨是否彻底、有无飞溅棱边
目测
注:
铆后值与焊后值由操作者如实填写并在自检栏签字。
专检值由检验员如实填写并专检栏签字,最后判定产品是否合格并开具相应的手续。
铆
签字:
日期:
专检
不合格处理意见
焊
签字:
日期:
结论
签字
日期
让步接收
返工
报废
不合格处理单编号
打磨
签字:
日期:
QTP7525铆焊件过程控制检验卡
铆焊件名称:
平衡臂
图号:
QTP75251.1.
制作数量:
抽检数量:
交检日期:
年月日
检验记录
铆焊件示意图
序号
关键尺寸设计值
检验方法
铆后值
焊后值
专检值
结论
1
上弦耳板孔距5710+-1mm
卷尺
2
上耳板与下耳板孔距2030+-1mm
卷尺
3
下弦杆孔距5270+-1mm
卷尺
4
下弦杆中心间距1306+-1mm
卷尺
5
耳板内空尺寸98mm
卷尺
6
主弦内空尺寸1208mm
卷尺
7
未注焊高为相邻薄板厚的0.8~1倍
焊接检验尺
8
9
10
11
12
13
14
15
16
17
18
19
20
所有焊缝外观成型是否合格
目测
21
焊缝是否有缺陷、漏焊等缺陷
目测
22
结构件有无明显变形
目测
23
有无结构标识、焊工编号
目测
24
打磨是否彻底、有无飞溅棱边
目测
注:
铆后值与焊后值由操作者如实填写并在自检栏签字。
专检值由检验员如实填写并专检栏签字,最后判定产品是否合格并开具相应的手续。
铆
签字:
日期:
专检
不合格处理意见
焊
签字:
日期:
结论
签字
日期
让步接收
返工
报废
不合格处理单编号
打磨
签字:
日期:
QTP7525铆焊件过程控制检验卡
铆焊件名称:
平衡臂
图号:
QTP75251.2.
制作数量:
抽检数量:
交检日期:
年月日
检验记录
铆焊件示意图
序号
关键尺寸设计值
检验方法
铆后值
焊后值
专检值
结论
1
双耳板夹耳间距1280-1mm
卷尺
2
双耳板孔间距510+-0.5mm
卷尺
3
主弦长度尺寸2945mm
卷尺
4
双二板内空间距1750+-1mm
卷尺
5
双耳板中心间距1800+-1mm
卷尺
6
未注焊高为相邻薄板厚的0.8~1倍
焊接检验尺
7
8
9
10
11
12
13
14
15
16
17
18
19
20
所有焊缝外观成型是否合格
目测
21
焊缝是否有缺陷、漏焊等缺陷
目测
22
结构件有无明显变形
目测
23
有无结构标识、焊工编号
目测
24
打磨是否彻底、有无飞溅棱边
目测
注:
铆后值与焊后值由操作者如实填写并在自检栏签字。
专检值由检验员如实填写并专检栏签字,最后判定产品是否合格并开具相应的手续。
铆
签字:
日期:
专检
不合格处理意见
焊
签字:
日期:
结论
签字
日期
让步接收
返工
报废
不合格处理单编号
打磨
签字:
日期:
QTP7525铆焊件过程控制检验卡
铆焊件名称:
平衡臂
图号:
QTP75251.3.
制作数量:
抽检数量:
交检日期:
年月日
检验记录
铆焊件示意图
序号
关键尺寸设计值
检验方法
铆后值
焊后值
专检值
结论
1
下弦杆长度11750卷尺+-1mm
卷尺
2
上弦耳板孔距尺寸11465mm
卷尺
3
单耳板中心间距1306+-1mm
卷尺
4
水平杆斜腹杆定位尺寸94mm
卷尺
5
下弦连接螺栓孔距1030+-0.5mm
卷尺
6
下弦杆定位销间距1366+-0.5mm
卷尺
7
配重块内空长度尺寸2219mm
卷尺
8
配重块内空宽度尺寸1490mm
卷尺
9
吊点板位置尺寸5310+-0.5mm
卷尺
10
未注焊高为相邻薄板厚的0.8~1倍
焊接检验尺
11
12
13
14
15
16
17
18
19
20
所有焊缝外观成型是否合格
目测
21
焊缝是否有缺陷、漏焊等缺陷
目测
22
结构件有无明显变形
目测
23
有无结构标识、焊工编号
目测
24
打磨是否彻底、有无飞溅棱边
目测
注:
铆后值与焊后值由操作者如实填写并在自检栏签字。
专检值由检验员如实填写并专检栏签字,最后判定产品是否合格并开具相应的手续。
铆
签字:
日期:
专检
不合格处理意见
焊
签字:
日期:
结论
签字
日期
让步接收
返工
报废
不合格处理单编号
打磨
签字:
日期:
QTP7525铆焊件过程控制检验卡
铆焊件名称:
前臂
图号:
JIB01.1
制作数量:
抽检数量:
交检日期:
年月日
检验记录
铆焊件示意图
序号
关键尺寸设计值
检验方法
铆后值
焊后值
专检值
结论
1
水平杆斜腹杆定位尺寸94mm
卷尺
2
下弦定位销间距1366+-0.5mm
卷尺
3
下弦杆连接螺栓孔距1030+-0.5mm
卷尺
4
水平主弦杆中心间距1306+-1mm
卷尺
5
主弦杆耳板长度9205mm
卷尺
6
下弦宽度尺寸1500+-1mm
卷尺
7
未注焊高为相邻薄板厚的0.8~1倍
焊接检验尺
8
9
10
11
12
13
14
15
16
17
18
19
20
所有焊缝外观成型是否合格
目测
21
焊缝是否有缺陷、漏焊等缺陷
目测
22
结构件有无明显变形
目测
23
有无结构标识、焊工编号
目测
24
打磨是否彻底、有无飞溅棱边
目测
注:
铆后值与焊后值由操作者如实填写并在自检栏签字。
专检值由检验员如实填写并专检栏签字,最后判定产品是否合格并开具相应的手续。
铆
签字:
日期:
专检
不合格处理意见
焊
签字:
日期:
结论
签字
日期
让步接收
返工
报废
不合格处理单编号
打磨
签字:
日期:
QTP7525铆焊件过程控制检验卡
铆焊件名称:
前臂
图号:
JIB02.1
制作数量:
抽检数量:
交检日期:
年月日
检验记录
铆焊件示意图
序号
关键尺寸设计值
检验方法
铆后值
焊后值
专检值
结论
1
上主弦耳板孔距9990+-1mm
卷尺
2
下主弦杆长度10000+-1mm
卷尺
3
下主弦杆间距1500+-1mm
卷尺
4
下弦杆连接螺栓孔距1030+-0.5mm
卷尺
5
下弦杆定位销间距1366+-0.5mm
卷尺
6
未注焊高为相邻薄板厚的0.8~1倍
焊接检验尺
7
8
9
10
11
12
13
14
15
16
17
18
19
20
所有焊缝外观成型是否合格
目测
21
焊缝是否有缺陷、漏焊等缺陷
目测
22
结构件有无明显变形
目测
23
有无结构标识、焊工编号
目测
24
打磨是否彻底、有无飞溅棱边
目测
注:
铆后值与焊后值由操作者如实填写并在自检栏签字。
专检值由检验员如实填写并专检栏签字,最后判定产品是否合格并开具相应的手续。
铆
签字:
日期:
专检
不合格处理意见
焊
签字:
日期:
结论
签字
日期
让步接收
返工
报废
不合格处理单编号
打磨
签字:
日期:
QTP7525铆焊件过程控制检验卡
铆焊件名称:
前臂
图号:
JIB03.1
制作数量:
抽检数量:
交检日期:
年月日
检验记录
铆焊件示意图
序号
关键尺寸设计值
检验方法
铆后值
焊后值
专检值
结论
1
上主弦耳板孔距99950mm
卷尺
2
下主弦杆长度10000mm
卷尺
3
下主弦杆间距1500+-1mm
卷尺
4
下弦杆连接螺栓孔距1100+-0.5mm
卷尺
5
下弦杆定位销间距1366+-0.5mm
卷尺
6
未注焊高为相邻薄板厚的0.8~1倍
焊接检验尺
7
8
9
10
11
12
13
14
15
16
17
18
19
20
所有焊缝外观成型是否合格
目测
21
焊缝是否有缺陷、漏焊等缺陷
目测
22
结构件有无明显变形
目测
23
有无结构标识、焊工编号
目测
24
打磨是否彻底、有无飞溅棱边
目测
注:
铆后值与焊后值由操作者如实填写并在自检栏签字。
专检值由检验员如实填写并专检栏签字,最后判定产品是否合格并开具相应的手续。
铆
签字:
日期:
专检
不合格处理意见
焊
签字:
日期:
结论
签字
日期
让步接收
返工
报废
不合格处理单编号
打磨
签字:
日期:
QTP7525铆焊件过程控制检验卡
铆焊件名称:
前臂
图号:
JIB04.1
制作数量:
抽检数量:
交检日期:
年月日
检验记录
铆焊件示意图
序号
关键尺寸设计值
检验方法
铆后值
焊后值
专检值
结论
1
上主弦耳板孔距9990+-1mm
卷尺
2
下主弦杆长度10000+-1mm
卷尺
3
下主弦杆间距1500+-1mm
卷尺
4
下弦杆连接螺栓孔距1150+-0.5mm
卷尺
5
下弦杆定位销间距1400+-0.5mm
卷尺
6
未注焊高为相邻薄板厚的0.8~1倍
焊接检验尺
7
8
9
10
11
12
13
14
15
16
17
18
19
20
所有焊缝外观成型是否合格
目测
21
焊缝是否有缺陷、漏焊等缺陷
目测
22
结构件有无明显变形
目测
23
有无结构标识、焊工编号
目测
24
打磨是否彻底、


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 铆焊 检验 记录 QTP7525 修复
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《阿凡达》观后感.docx
《阿凡达》观后感.docx
-
《大中专毕业生就业指导》课程教学大纲.docx
-
《建设工程合同》复习题及答案.docx
-
《蜡烛》上课教学方案设计12.docx
-
《奇妙的对联》教案解析.docx
-
《水浒传》30个主要情节概述.docx
-
《36岁儿童学习与发展指南》读书笔记.docx
-
《财务管理》习题及答案.docx
-
《多媒体技术》期末考试复习题及参考答案.docx
-
《现代推销技术》课程标准简版.docx
-
《园林绿化先进个人先进事迹材料》.docx
-
#《预防医学》题目答案汇总.docx
-
《爱的教育》读后感多篇.docx
-
《登泰山记》综合复习题及答案必修上册.docx
-
《江雪》教案.docx
-
《第4章一次函数》单元测试2含答案解析.docx
-
《铁路旅客运输规程》.docx
-
《小学语文生活化教学的研究》课题.docx
-
《证券投资基金基础知识》.docx
-
#3 汽机房设备及管道保温作业指导书.docx
-
《勃兰特下跪赎罪受到称赞》备课资料第一个向犹太人下跪赔罪的德国总理勃兰特维利访谈录.docx
-
《国际贸易术语解释通则》中文版.docx
-
《教育社会学》课程教案.docx
-
《老人与海》好词好句.docx
-
《钳工技能训练》实训教案.docx
-
1第一单元位置与方向导学案.docx
-
3篇关于校园电子竞技比赛活动策划书.docx
-
007质量部岗位说明书.docx
-
《工程现场施工安全事故应急救援预案》的管理章程办法.docx
-
《Web程序设计一课程设计》.docx
-
《打火匣》读后感.docx
-
《家政须知》.docx
-
大学实验室安全知识考试题库100题含答案EGA.docx
-
端午节简短的祝福语.docx
-
大学英语3复习题.docx
-
俄罗斯海军为何采购西北风.docx
-
大数据应用于客户关系管理的可行性与必要性.docx
-
大学英语四级真题6.docx
-
二年级数学乐考内容2.docx
-
大一军训心得600字.docx
-
大学大三团支部工作总结与大学女工作上半年工作总结汇编.docx
-
大学生毕业自我鉴定1500字五篇.docx
-
法考《行政法与行政诉讼法》复习题集第3026篇.docx
-
范氏家谱及字辈族谱.docx
-
大学生实习工作计划与实施步骤.docx
-
大学生物化学习题及答案完整版.docx
-
大学生志愿服务西部计划个人总结教学提纲.docx
-
大学英语1高起专阶段性作业及答案.docx
-
大学英语四级考试真题与及答案3套.docx
-
道德与法制一年级下册教案.docx
-
初中物理力学章节复习题.docx
