 HDPE管道焊接方案中英文版.docx
HDPE管道焊接方案中英文版.docx
- 文档编号:12609111
- 上传时间:2023-04-20
- 格式:DOCX
- 页数:15
- 大小:63.11KB
HDPE管道焊接方案中英文版.docx
《HDPE管道焊接方案中英文版.docx》由会员分享,可在线阅读,更多相关《HDPE管道焊接方案中英文版.docx(15页珍藏版)》请在冰豆网上搜索。
HDPE管道焊接方案中英文版
1.1.1HDPEPipingFusionWeldingPlanandRegulations
HDPE管道熔接方案及规程
1.1.1.1HDPEpipingfusionweldingprocedures
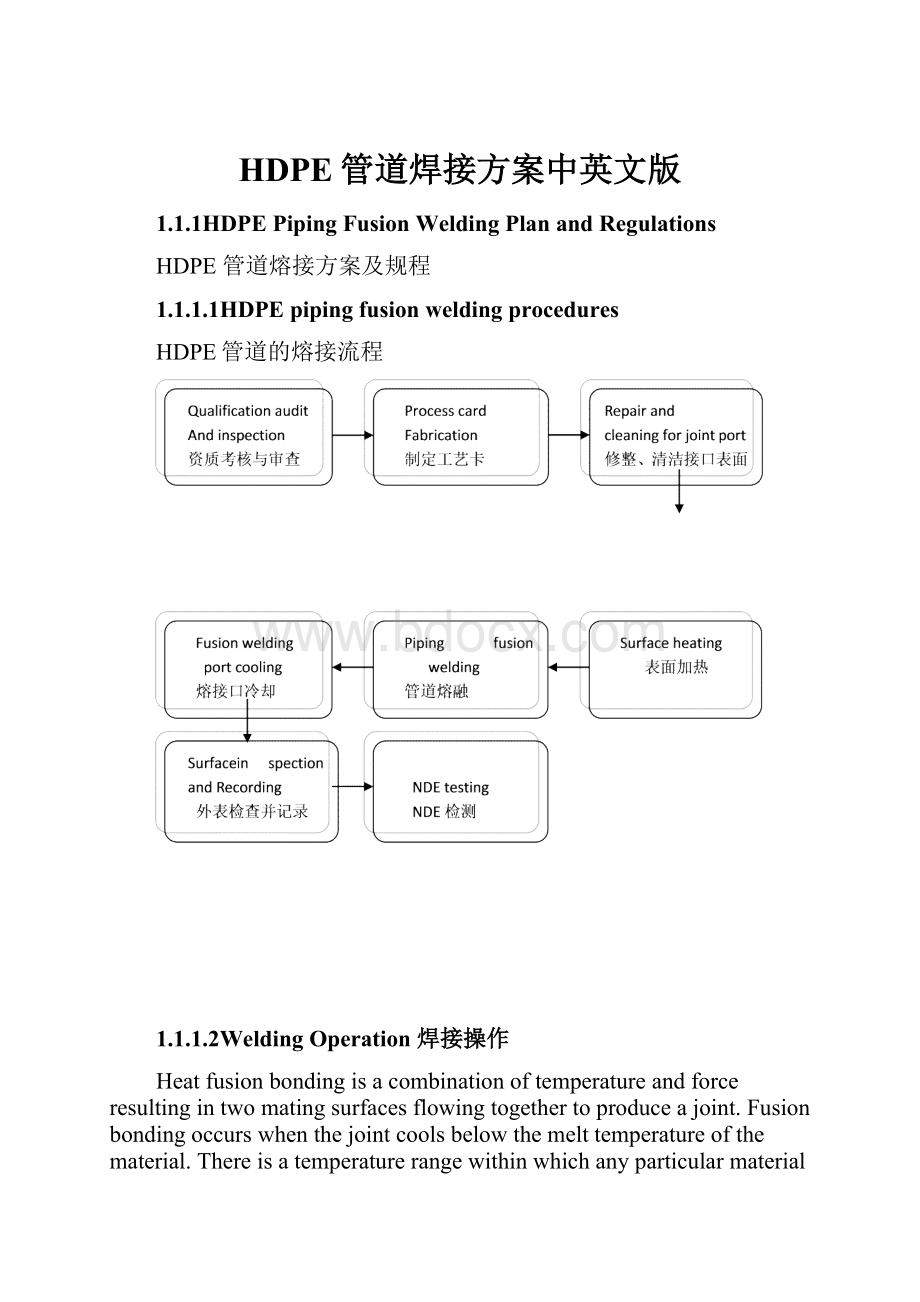
HDPE管道的熔接流程
1.1.1.2WeldingOperation焊接操作
Heatfusionbondingisacombinationoftemperatureandforceresultingintwomatingsurfacesflowingtogethertoproduceajoint.Fusionbondingoccurswhenthejointcoolsbelowthemelttemperatureofthematerial.Thereisatemperaturerangewithinwhichanyparticularmaterialmaybesatisfactorilyjoined.Thespecifiedtemperatureusedrequiresconsiderationofthepropertiesofthespecificmaterial,thefusionequipmentbeingusedandtheweldingenvironment.
热熔焊接是在两个需连接的表面利用温度和用力挤压的方法将其粘接形成一个接缝。
当接缝冷却并低于材料的熔化温度时就形成了热熔连接。
对于特殊的材料,会在一个温度范围内产生热熔连接。
一种材料的热熔温度应考虑该种材料的特性,使用的热熔及焊接环境。
1.1.1.3Theoperationscanbesummarizedasfollows:
操作步骤:
Thealignmentofthepipe管道找正
Theshavingofthesurfacesofthepipeends修整管端表面
ColdmatchingoftheHDPEpipes将HDPE管对齐
Cleaningofsurfaces清洁管道表面
Heatingofsurfaces表面加热
Fusionofsurfaces表面熔融
Coolingofweldjoint焊接接口冷却
1.1.1.4Theparametersusedduringweldingare:
焊接所用到的参数:
pressure(Pressureduringheating)inMpa,加热压力用Mpa
Bead-upheightinmm,加热高度用mm
Heatsoakingtime(Timeofheatingunderpressurereleasedcondition)inseconds,吸热时间(在降压条件下加热的时间)用秒
Heatsoakingpressure(Pressureduringheatingunderpressurereleasedcondition)inMpa,吸热压力(在降压条件下的压力)用Mpa
Transfertime(SwitchingTime)inseconds,切换时间用秒
Timeofreachingthefusionpressureinseconds,达到热熔压力的时间用秒
FusionpressureinMpa,热熔压力用Mpa
Coolingtimeinminutes.冷却时间用分钟
1.1.1.5WeldingPreparation焊接准备
ThewelderandpipefitterworkingonHDPEpipeshallbetrainedbytheweldingmachinemanufacturer.TheworkingshallbedoneafterthePMCqualificationinspection.
参加HDPE管道安装施工的焊工和管工都必须经管道生产厂或焊机生产厂的培训。
经管理方考核合格后方可持证上岗。
Thisistoensure,whethertheweldingmachineoperationconditionwillsatisfytheweldingrequirement.Forexample,checkwhetherthereisanyfastenerforholderismissingorloose.Checkwhethertheelectricalconnectioniscorrect/working,theoilinhydrauliccylinderisenough,thepowersupplyismatchingwiththemachinerequirement,theheatingplatematchthevisualinspectionrequirement(whetherthecoatingofplatedamaged)andperformtrialruntestingfortheshaverandoilpump.
焊接准备工作是确保焊机的工作条件满足焊接要求。
检查事项包括:
检查是否有卡具未紧固。
检查电气连接是否正确,液压筒里的油够不够,电源供电是否符合焊机要求,加热板是否符合外观检查的要求(加热板的涂层是否有损坏),对铣刀和油泵进行试运行。
Aftercheckingtheweldingmachineoperationcondition,fixthecorrectsizeholderonthemachinetomatchwiththeouterdiameterofthepipetobewelded.Setthetemperatureoftheheatingplateonthermostat.Usesoftpaperorclothanddiponalcoholtocleantheheatingplatesurface.PayattentiontoavoiddamageofPTFEadhesivepreventionlayer.
检查完焊机的操作条件后,在焊机上固定和需焊接的管道外径相匹配的夹具。
在温度调节器上设定加热板的温度。
用柔软的纸或布浸泡酒精后清洗加热板表面。
注意不能损坏PTFE防粘接层。
1.1.1.6管道焊接
ASettingofHDPEPipingComponentforWelding放置HDPE管
Thepipesmustbealignedwhentheyareclampedintotheweldingmachineinsuchawaythatthesurfacesareinthesameplane(parallel)toeachother.TheHDPEpipescanbepositioneddirectlyintotheweldingmachine.Installcorrectadapterinsertforthesizeofpipediametertobeusedandtightenthemtothemachine.当管道放入焊机固定时必须进行找正以使其表面都在同一平面上(平行)。
HDPE管可直接入焊机。
装入和管道尺寸相匹配的适配器并固定。
Positionthepipeinawaythatapprox.20~50mmisprotrudingbehindthelastclamp.Bydoingthis,wewillhaveapprox.5to15mmtoshavefrom,andtheremaining15to35mmshouldbesufficientforwelding.固定管道时,管子应伸出最后一个卡具约20~50mm,这样,有约5~15mm可以铣削,剩余的15~35mm用于焊接。
Oncethepipehasbeenplacedinposition,thetopclampscanbeclosed.Itisimportanttotightenthetopclampnutsevenlyinordertogetatotallycircularpipe.Then,makethefirstcoldmatching(pressthetwopipestoeachother)andchecktheamountofshavingthatwillberequired.管子就位后,顶端的卡具就可以固定了。
重要的是将顶部卡具的螺栓均匀地上紧以保证管子不变形。
然后,进行第一次冷对口(将两段管子合拢并加以适当的压力)并检查需铣削的厚度。
BShavingofSurface铣削管子表面
Afterthecoldmatchingiscompleted,openupthepipesandintroducetheshaver.Turntheshaveronandadjusttosuitablespeed.
冷对口结束后,放开管子,置入铣刀,打开铣刀电源形状并调节到适当的速度。
Pressthetwopipestogether,andshaveuntilacontinuousstripofHDPEispeelingoffonbothsidesoftheshaver.
再合拢管材两端,并加以适当的压力,直到两端均有连续的切屑出现。
Thethicknessofthecut-offmaterialshallbe0.5~1.0mm.Thethicknesscanbeadjustedbyadjustingtheheightofthecutterandhydraulicjig.
切屑厚度应为0.5mm左右。
切屑厚度可通过调节铣刀片和液压夹具的高度来进行调整。
Onceconstantpeelingoffisobserved,releasethepressureonthepipesandseparatethepipes.Donotturnofftheshaveruntilthepipesareapart.Iftheshaverisstoppedduringshaving,theshaverwillcreateanendcut-markandtheshavingoperationwillhavetoberepeated.
出现连续切屑后,撤掉压力并分开管子。
管子分开后才能关闭铣刀电源。
如果在铣削过程中关闭铣刀,管端上会出现切痕,并且该管段需重新铣削。
Removetheshaver,matchthepipesagain,andcheckthepipeforproperalignment.取出铣刀,再次合拢两管,检查两端的对齐情况。
Sometimes,evenwhencontinuouspeelingoffisachievedoneachsideoftheshaver,thepipesdonotmatchproperly.Thisisnormallyduetotheclamps,whicharepressingontothepipewithdifferentpressures.
有时,即使在铣刀两端有连续的切屑出现,管子还是会出现不能对齐的现象,这是因为在固定管子时夹具施加在管子上压力不同造成的。
Re-tighteningthenutsslightlyoneithersideisonesolution.But,ifthisdoesnothelp,Onlywithmachinemanufacturer’sapproval.
一种解决办法是重新略微紧固两端的螺帽,但是,如果这样还是不行,经厂家批准用加薄垫片来找正。
Openuponeclampandinsertashiminbetweenthejawsandthepipe.Thisshimwillconcentratethepressureontothepipeandmovethepipeintoalignment.
松开一个夹具,在管子和夹具间插入垫片。
此垫片应在与管子同心的条件下施加压力,挪动管子进行找正。
Itisimportanttorememberthat,iftheclamphasbeenopenedduringoperation,theshavingoperationmustberepeated.
如果在操作过程中打开了卡具,那么此管子需重新铣削。
Thefinalacceptablemisalignmenttolerancebetweentwocomponentstobeweldedis1mmforpipewallthicknessbelow10mmand10%ofthewallthicknessforpipewallthicknessabove10mm.
管材两端的错位量为1mm(管壁厚度小于10mm)和管壁厚度的10%(管壁厚度大于10mm)。
TheacceptablegapbetweentwocomponentsduringalignmentcheckshallOnlyperManufacturer’sRecommendation.
检查找正时两段管子之间的允许间隙要达到厂家允许标准。
Iftherequiredtoleranceforalignmentandclearancearenotachieved,theshavingoperationshallberepeateduntiltherequiredtolerancesaremet.
如果错位量超过了允许值,则该管段需重新铣削直到满足要求。
Oncethepipesarecorrectlyaligned,separatethepipesagainforcleaning.Removechipsinsidethepipesonbothsides,allchipsscatteredunderthepipesandalsoinsidethemachine.Otherwise,theywillsticktothemirror(heatingplate)laterwhilere-heating.Removethechipsbyusingabrushorasmallhookmadeoutofathinsteelwire.
如果管段满足要求,则分开管段进行清理。
清除管段两端内部的碎屑,管段下面的碎屑及机器内的碎屑。
否则,当加热时,碎屑会附着在加热板上。
应采用刷子或用细钢丝做的钩进行清理工作。
Neverputanydirtyglovesinsidethepipeorremovethechipswithhands.Donottouchtheshavedpipeends.
不能把脏手套放入管内或用手清除碎屑。
不能触碰铣削好的管端。
Alwayscleantheweldsurfacewithalintfree,beforethemirror(HeatingPlate)isintroducedonthealignmentjig.
在加热板放入夹具前,用干净的抹布清理焊接的表面。
CHeatingofSurface表面加热
Allstaffshallmastertheparametersrequiredbytheprocesscardbeforetheheatingplatesputinthefixtures.
在加热板放入夹具前,所有的工作人员都应掌握操作中工艺卡要求的参数。
Thejigshallbeoperatedwithouttheheatingplateinpositiontomeasuretherequiredpressuretopullthepipetowardstheheatingplate.Thispressureshallbemeasuredfromthepressuregaugeonthecontrolunit.
在放入加热板前,应先测试夹具把管段拉向加热板所需的压力。
该压力用控制单元的压力表测试。
Thepipepullingpressureshallbeadjustedbythepressureregulatorprovidedonthecontrolunit.Thispressureshallbeenoughtojustmovepipecomponents.
拉动管子的压力由控制单元的压力调节器进行调节。
此压力值只要能使两个管段能相互接触就足够了。
Thispullingpressureshallberecordedforeachjointweldingoperationbythewelder.Thepressurementionedontheweldingparametercardforotheroperation(suchasbeaduppressure,heatsoakingpressureetc.)shallbeaddedtothispullingpressureforweldingoperation.
每道焊口的拉拽压力都应作好记录。
其它操作(如加热压力,吸热压力等)焊接参数卡上压力值应加入焊接期间的拉拽压力。
Alsocheckthemirrortemperature.WithpyrometerNormally,themirrorhasayelloworredlamponthecontrolunit,whichindicatestheoperator,whetherthemirrorhasreachedworkingtemperature.
检查加热板的温度。
通常,加热板在控制单元有一个黄色或红色的指示灯用于显示加热板是否已达到了工作温度。
Tomakesurethereisnocoldairflowingthroughthepipe,placesomeplasticbagsoneachendofthepipe,thiswillpreventtheairfromcoolingthemirrorononeside.确保没有冷空气在管内流动。
在每个管端用塑料袋封堵以阻止空气流动到加热上。
PushthepipestogetheragainstthemirrorAtthepresetheatingpressure.
向加热板同时推动两管段并把压力升到加热压力。
ThispressureneedstobemaintaineduntiltherequiredBead-upheighthasbeenreached.Thebeadupheightistheheightofthebead,whichispressingupagainstthemirror.
该压力应维持到卷边高度达到要求。
卷边高度为管端沿加热板卷起的高度。
AssoonastheBeadupheighthasbeenreached,releasethepressuredowntotheHeatSoakpressure.HeatsoakpressureisthepressuremaintainedduringtheHeatSoaktime.
当卷边高度达到要求时,将压力降至吸热压力。
吸热压力是指在吸热阶段维持的压力。
Asper
recommendedweldingparameter,theheatsoakingpressureis0Mpa.Butmakesureduringtheheatsoaktime,theweldingcomponentsshouldtouchthemirror.
按推荐的焊接参数,吸热压力为0Mpa。
在吸热阶段应确保管段接触到加热板。
Assoonastheheatsoaktimehaselapsed,separatethepipes,removethemirror,andthenpresstogether.
当吸热时间达到后,立即分开管段,取出加热板,然后合拢两管端。
DFusionofSurfaces表面热熔
Thisoperationhastobedonequitefast,sincethereisactuallyatimelimit.
本操作过程需在很短的时间内完成,因为本操作有时间限制。
“Transfertime”(Switchtime)isthetimefromtheremovalofthemirroruntilthetwopipesarepressedtogetherandreachestheFusionpressure.
“切换时间”是指从移开加热板到两管段合拢到一起并达到热熔压力的时间。
FusionpressureisthepressurethatshallreachafterTransfertimeandmaintainedduringtheCoolingtime.
热熔压力是指在切换时间后达到并在冷却期间维持的压力。
ECoolingofJoint接缝冷却
Coolingtimeisthetimeinwhichthepipehasto


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- HDPE 管道 焊接 方案 中英文
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《搭船的鸟》教案.docx
《搭船的鸟》教案.docx
-
《地球的外衣》知识点总结及同步练习.docx
-
《教师的心理素质》考试笔记.docx
-
《室内设计》课程标准.docx
-
《郑州市房屋登记条例》.docx
-
3分钟发言稿.docx
-
7年级下政治中段试题及答案.docx
-
10《摄影摄像》课程标准已审核.docx
-
15春学期《中级会计学》在线作业满分答案.docx
-
《北京市存量房买卖合同经纪成交版》修订版doc.docx
-
《红树林》教学设计.docx
-
《劝学师说》文言现象翻译简答题.docx
-
《校长开学教师会上讲话稿5篇》.docx
-
02经济法试韪及答案.docx
-
06《工程测量学》课程复习提纲①课件.docx
-
9A文职业健康安全程序文件.docx
-
《灯下漫笔》备课札记模板.docx
-
《建筑施工技术》试题及答案.docx
-
《市场营销学》课程笔记和复习要点.docx
-
《证券投资研究》教材框架.docx
-
《大学英语》宋京哈师大级.docx
-
3PCS7 深入浅出第三章ASOS通讯.docx
-
《建设工程法规》时间要求清单课件.docx
-
7年级上册114《生态系统》设计2.docx
-
《食品安全法》知识竞赛试题.docx
-
29#楼 竣工验收备案表.docx
-
1213学年度 设计素描教案.docx
-
B0代物流业发展规划征求意见稿》.docx
-
《北京市食品经营许可审查细则暂行》.docx
-
《护理心理学》专升本作业集答案要点.docx
-
《人力资源管理专科》作业参考答案.docx
-
《心理学》在线练习2答案.docx
-
科教版科学五下科学复习提纲汇总Word文档格式.docx
-
工地机械设备租赁合同docWord下载.docx
-
自考02333软件工程试题及答案Word文档下载推荐.docx
-
中职生物测试题及答案word版本Word文档下载推荐.docx
-
寝室卫生不合格检讨书Word格式.docx
-
睡前小故事8篇文档格式.docx
-
整理中西医根性比较之五癌症的病因病理及中西治癌思路之比较Word下载.docx
-
北师大版四年级语文美丽的集邮册教案Word文件下载.docx
-
高速公路桥梁维修加固施工组织设计Word格式文档下载.docx
-
消防安全隐患整改方案模板5篇Word格式文档下载.docx
-
社会实践报告个人总结Word格式文档下载.docx
-
民政工作计划Word格式文档下载.docx
-
植物学复习思考题后附答案Word文档格式.docx
-
工业设计职业规划Word下载.docx
-
红日读后感1500字红日读书心得五篇Word格式.docx
-
摄影实训报告心得体会文档13篇Word文档格式.docx
-
外墙钢管脚手架搭设方案受力计算Word格式.docx
-
智慧树英伦历史文化拾遗答案文档格式.docx
-
住宅小区临时水电方案样本Word文档格式.docx
