 肉鸡生产加工作业指导书一.docx
肉鸡生产加工作业指导书一.docx
- 文档编号:12483141
- 上传时间:2023-04-19
- 格式:DOCX
- 页数:35
- 大小:28.89KB
肉鸡生产加工作业指导书一.docx
《肉鸡生产加工作业指导书一.docx》由会员分享,可在线阅读,更多相关《肉鸡生产加工作业指导书一.docx(35页珍藏版)》请在冰豆网上搜索。
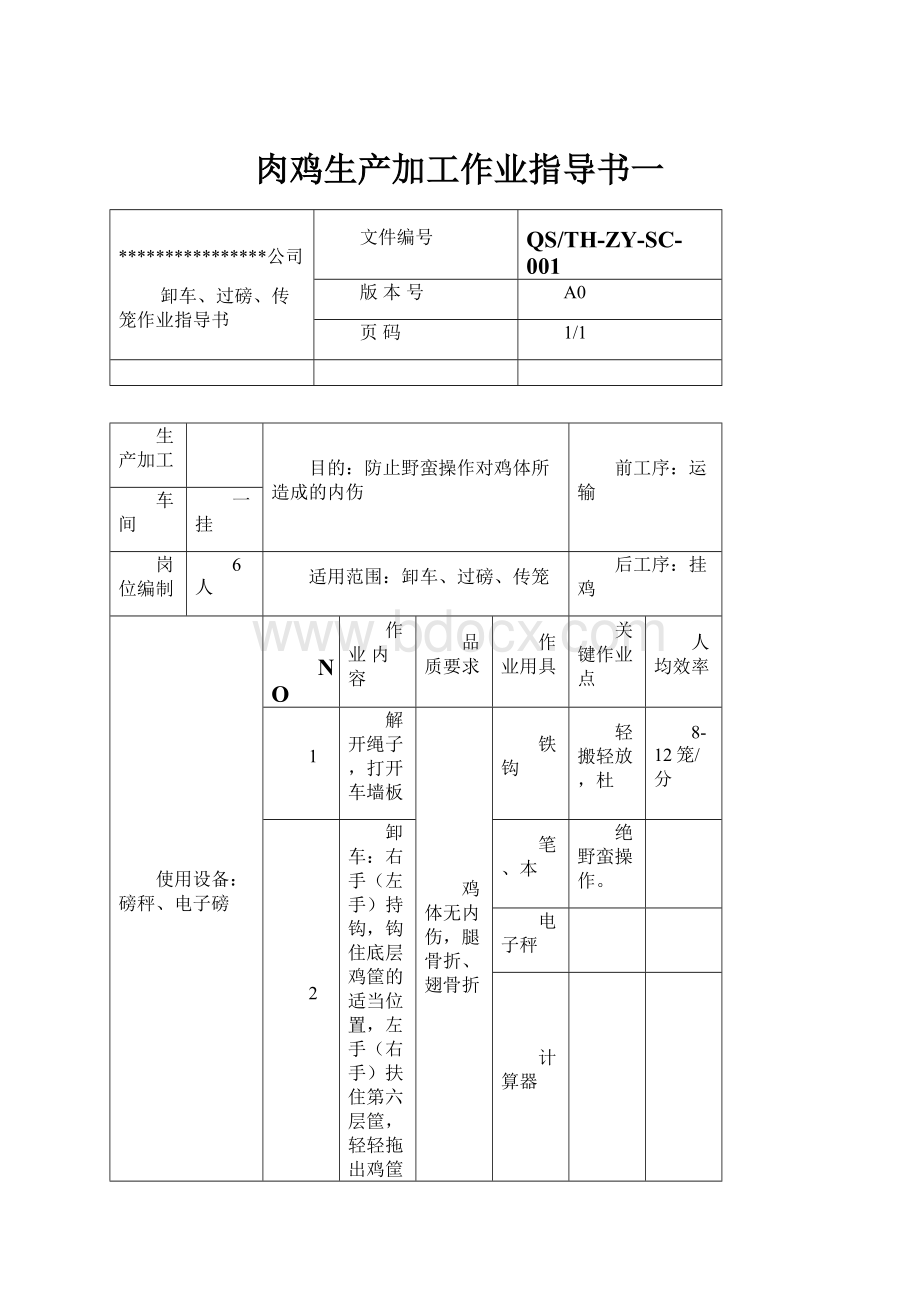
肉鸡生产加工作业指导书一
****************公司
卸车、过磅、传笼作业指导书
文件编号
QS/TH-ZY-SC-001
版本号
A0
页码
1/1
生产加工
目的:
防止野蛮操作对鸡体所造成的内伤
前工序:
运输
车间
一挂
岗位编制
6人
适用范围:
卸车、过磅、传笼
后工序:
挂鸡
使用设备:
磅秤、电子磅
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
解开绳子,打开车墙板
鸡体无内伤,腿骨折、翅骨折
铁钩
轻搬轻放,杜
8-12笼/分
2
卸车:
右手(左手)持钩,钩住底层鸡筐的适当位置,左手(右手)扶住第六层筐,轻轻拖出鸡筐放在卸鸡台上。
笔、本
绝野蛮操作。
电子秤
计算器
工艺及生产程序
3
过磅:
过磅前,由品管员对磅秤进行校正后方可使用,过磅员实事求是,记录毛鸡的重量,准确算出毛鸡总重量,并根据品管《毛鸡验收单》对毛鸡进行扣重,作好记录,杜绝弄虚作假,以权谋私。
拉笼→过磅→传笼
4
传笼:
开启传送带,生产人员将秤后的鸡筐拉到传送带前,一个个轻轻地搬到传送带上,配合生产速度每笼装的只数掌握笼距确保后一道工序的连续性。
安全规定事项:
避免鸡筐落地,砸伤人员。
****************公司
吊挂、电击昏作业指导书
文件编号
QS/TH-ZY-SC-002
版本号
A0
页码
1/1
生产加工
目的:
严禁死鸡、病鸡、异常鸡、小鸡吊挂
前工序:
过磅
车间
前区
班组
一挂
适用范围:
吊挂、电击昏
后工序:
①宰杀、②清洗鸡笼
岗位编制
5人
使用设备:
传送带
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
装满鸡的笼筐由传送带送到员工面前,吊挂前先打开笼盖,右手(左手)伸入笼中,手摸鸡背,使它安静,免受惊吓,向腿部滑动,(鸡的左腿或右腿)掌心压着翅尖部,抓住腿大部由笼中拉出
抓鸡不得野蛮操作,上挂时须瞄准链钩。
拂摸鸡背用
25只/分
掌心将翅尖压
住使它与鸡胸
紧贴,同时抓
工艺及生产程序
住腿根部。
打开笼盖→抓鸡→上挂→关笼盖
2
左手(右手)用拇指贴着鸡胸部压着翅尖,抓住鸡右腿(左腿)根部举起瞄准挂钩,将鸡挂上,松手时轻轻往下一带,保证鸡只爪关节安静地挂在链钩上,配合生产速度挂鸡。
将死鸡、可疑病鸡、异常鸡、小鸡剔出,严禁挂单腿、双腿合挂。
3
死鸡应放在一边经过磅人员点数后隔离处理。
挂完后的笼,须将笼盖关严。
4
电击昏电压为40-60伏,电击时间为6-8秒,判定电压的高低标准为击昏后鸡在60-80′之间清醒并能站起
安全规定事项:
避免将手挂在链
钩中
****************公司
宰杀、沥血作业指导书
文件编号
QS/TH-ZY-SC-003
版本号
A0
页码
1/1
生产加工
目的:
放血部位准确完全
前工序:
电击昏
车间
前区
班组
一挂
适用范围:
宰杀、沥血
后工序:
浸烫、打毛
岗位编制
4人
使用设备:
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
以左手捏住鸡头,将鸡颈左侧翻上,右
手持刀(拇指、小指)贴着刀把的左侧面
宰杀部位左侧耳后垂刀口长1.5-2cm,深0.3-0.7cm,沥血时间3.5-5分钟,毛鸡未死就进入烫池里,这种现象不得出现。
宰杀刀
刀口不得深,
35只/分
放血要净,不
2
中指、食指无名指紧贴刀把柄右侧)在鸡的左耳垂后侧进刀,进刀时右手持刀要稳,动作要快、准、刚柔相济,同时左手用力将鸡颈向左侧转动,切割刀口长约1.5-2cm,深为0.3-0.7cm,切断颈动脉血管、食管、气管。
得出现红鸡
工艺及生产程序
抓鸡→放血→沥血
3
沥血时间为3.5-5分之间,保证放血完全,杜绝漏刀,生产中刀要经常消毒。
安全规定事项:
避免刀划伤手
****************公司
浸烫、打毛作业指导书
文件编号
QS/TH-ZY-SC-004
版本号
A0
页码
1/1
生产加工
目的:
大胸无烫白、脱羽质量高
前工序:
宰杀、沥血
车间
前区
班组
拔毛组
适用范围:
浸烫、打毛
后工序:
摘毛
岗位编制
1人
使用设备:
浸烫池、脱毛机、链
条
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
浸烫时间为60-90秒,操作工把烫池温度调为58-62℃之间为适宜,可根据鸡源的品种、日龄、均重、浸烫时间(链条)、宰杀天气等因素可适当调控温度,但注意不能将大胸烫白。
胸肉不能烫白,不得有黄皮,翅骨节破皮,骨折(3.0%)不得有过多绒毛
温度计
作业人员须
对业务知识精
通,严格按标
准操作,烫锅
工艺及生产程序
水温,打毛机
进烫池→出烫池→烫鸡头→粗打
毛→精打毛
2
脱毛机胶棒的间隙可依据鸡体大小、温度调节,鸡体越大间隙越大,温度越高间隙越大。
进口打毛机可依据鸡体的大小来调节脱毛胶棒的高度和角度。
胶棒松紧。
3
打毛机、烫池用水量为1.1㎏/只左右,保证烫池水的溢流量。
安全规定事项:
避免蒸气、热水
烫伤
****************公司
摘毛作业指导书
文件编号
QS/TH-ZY-SC-005
版本号
A0
页码
1/1
生产加工
目的:
保证鸡体无黄皮、毛根、绒毛等,避免对深加工造成异物
前工序:
脱毛
车间
前区
班组
拔毛组
适用范围:
拔毛(摘小毛)
后工序:
切爪
岗位编制
8人
使用设备:
链条
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
双手分别抓住鸡的两大腿,用力将鸡毛黄皮及绒毛搓下。
无黄皮、
毛根、无过
多的绒毛
拔毛钳
将黄皮、毛
30只/分
根、绒毛拔净
2
右手拿钳,左手扶住鸡尾,将鸡尾上的硬毛拔下。
工艺及生产程序
3
左手扶住鸡体,右手拿藻巾将鸡腋窝内的黄皮擦掉。
拔腿→拔尾→拔翅、胸→拔鸡头
4
一只手拿住鸡的翅中,将翅尖上的毛拔下。
5
左手拿起鸡头,另一只手将鸡头上的毛拔下。
安全规定事项:
小心手指挂在链
钩内
****************公司
切爪、摘爪、拾鸡作业指导书
文件编号
QS/TH-ZY-SC-006
版本号
A0
页码
1/1
生产加工
目的:
腿关节无破损
前工序:
拔毛
车间
一
班组
拔毛
适用范围:
切爪、摘爪、拾鸡
后工序:
二次转挂
岗位编制
1人
使用设备:
链条
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1将挂在链钩上的爪用双手摘下放入溜槽中,滑入鸡爪班。
部位必须
准确
240个/分
筐
不得切破关节
骨球
工艺及生产程序
摘爪
2
拾鸡人员守在打毛间地沟末端,将打毛
机里脱落的鸡拾起来,交给拔毛人员,杜
绝产品从地沟中流失。
安全规定事项:
避免刀切到手指
****************公司
二次转挂作业指导书
文件编号
QS/TH-ZY-SC-007
版本号
A0
页码
1/1
生产加工
目的:
规范挂鸡并及时转挂
前工序:
摘爪
车间
二
班组
净膛组
适用范围:
二次转挂
后工序:
割气管
岗位编制
2人
使用设备:
链条、转挂槽
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
双手分别抓住两只鸡的头部,瞄准鸡钩,双手伸向鸡钩外侧,然后松开两手,使鸡脖落在钩内,注意不准挂住鸡的放血刀口处。
及时上挂
不准积压
不准野蛮操
60只/分
作,挂鸡方位
方向一致。
工艺及生产程序
安全规定事项:
防止手指被钩挂
住
****************公司
割气管作业指导书
文件编号
QS/TH-ZY-SC-008
版本号
A0
页码
1/1
生产加工
目的:
将鸡嗉顺利拉出
前工序:
二次转挂
车间
二
班组
净膛
适用范围:
割气管
后工序:
掏嗉
岗位编制
4人
使用设备:
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
左手拇指、食指捏住右脖下部与肩之间的鸡皮。
不能伤嗉囔、鸡胸,
也注意不能
大面积撕破
鸡皮。
刀
不能割伤鸡嗉
50个/分
防止交叉污染
2
右手持刀,从左手捏鸡皮的地方下刀,
下刀过程中向左用力,连同鸡皮割断食气
管。
工艺及生产程序
安全规定事项:
防止刀割伤手指
****************公司
掏嗉作业指导书
文件编号
QS/TH-ZY-SC-009
版本号
A0
页码
1/1
生产加工
目的:
嗉囔无破损
前工序:
割气管
车间
二
班组
净膛
适用范围:
掏嗉
后工序:
开肛
岗位编制
5人
使用设备:
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
左手食指与中指拉开割气管处胸上方的鸡皮,右手食指伸入鸡胸偏左部位,将嗉勾出。
一、鸡嗉不能拉破
二、不能用力过大,使鸡头脱落。
不得掏破鸡
25个/分
嗉。
2
掏嗉时应注意力度,不准撕破鸡皮,不应将鸡嗉掏破,以免污染鸡体。
掏嗉时还应注意把嗉拉活,不得出现单嗉脱离,而使嗉料粘连在鸡体上。
工艺及生产程序
3
掏嗉每操作一次,手部用清水清洗一次
安全规定事项:
****************公司
开肛作业指导书
文件编号
QS/TH-ZY-SC-010
版本号
A0
页码
1/1
生产加工
目的:
防止将肠道划破造成粪便污染
前工序:
掏嗉
车间
二
班组
净膛
适用范围:
开肛
后工序:
掏脏
岗位编制
6人
使用设备:
链条、消毒盒
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
左手提起鸡尾,高度约为5-10cm,使鸡尾成水平状态即可,右手五指握住刀柄刀刃向下,第一刀,紧贴鸡尾左侧垂直下刀,刀面偏左划破腹皮长为1.5-2.5cm,第二刀在鸡尾右侧下刀向右划同样长。
第三刀将泄殖肠与鸡尾之间皮划开,将肛门球挑出。
开肛时,下刀用力不能过猛,下刀不易过深(2-3cm)防止把肠割断,造成污染。
下刀不易过深,不能割破直肠
刀
不能割破鸡肠
20个/分
工艺及生产程序
提起鸡尾→一刀→二刀→三刀→冲洗
2
冲洗时水量应充足,部位准确,使鸡体外表杂物冲洗下去且保证鸡体水份。
3
每操作一次刀器具,用清水冲洗一次。
安全规定事项:
避免刀割伤手指
****************公司
掏脏作业指导书
文件编号
QS/TH-ZY-SC-011
版本号
A0
页码
1/1
生产加工
目的:
无肠道破损、粪便、胆汁污染
前工序:
开肛
车间
二
班组
净膛
适用范围:
掏脏
后工序:
去肠
岗位编制
4人
使用设备:
链条、清洗槽
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
左手大拇指压住鸡颈背,其它四指扶住鸡脖下大胸握稳,右手持掏膛钩,将掏膛钩插入腹腔内沿鸡背侧将内脏全部钩出.
鸡肝完整、鸡胆完整,不得出现胆汁污染,不得将肠钩破、内脏须全部掏出
掏脏器
用力要适当
35只/分
鸡肝完整,不
得有胆汗,粪
便污染
工艺及生产程序
2
每动作一次,用流动的水消毒一次。
清洗→握鸡→掏内脏→清洗
安全规定事项:
****************公司
去肠、脏作业指导书
文件编号
QS/TH-ZY-SC-012
版本号
A0
页码
1/1
生产加工
目的:
鸡胆、肝完整
前工序:
掏脏
车间
二
班组
净膛
适用范围:
去肠、脏
后工序:
割肛
岗位编制
4人
使用设备:
链条,不锈钢槽
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
左手握住鸡肠,右手抓住内脏,向下分
离,使内脏脱离鸡体与鸡肠分开,将内脏丢入滑槽随水流入内脏加工间。
胆汁无破损
鸡肝完整无
破损
乳胶手套
不得将鸡胆弄
破,造成污染。
不得将任何心
肝、脏等副产
品随肠流出,
造成产品流失
不得将肠随内
脏产品流入内
脏加工间。
35只/分
2
抓住鸡肠向下拉,使它脱离鸡体,放入
小滑槽中流向鸡肠处理间。
工艺及生产程序
抓鸡肠→摘脏→摘鸡肠
安全规定事项:
****************公司
割肛作业指导书
文件编号
QS/TH-ZY-SC-013
版本号
A0
页码
1/1
生产加工
目的:
无肛门残留、无污染
前工序:
去肠
车间
二
班组
净膛
适用范围:
割肛
后工序:
去板油
岗位编制
3人
使用设备:
链条、滑槽、塑料管
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
左手捏住鸡肛门,右手持刀,将鸡肛门切下,放入掏膛槽中流入塑料筐内。
不得将鸡
肠、肛门割
破,造成鸡
体污染,不
得割下过多的腹皮和油
刀、塑
不得将鸡肛
40个/分
料筐
割破,肛门上
2
肛门所带的油和皮小于1g
的皮和油不能
过多
工艺及生产程序
抓鸡肛→切除鸡肛→放入滑槽
→流入塑料筐
安全规定事项:
避免刀割伤手指
****************公司
去板油作业指导书
文件编号
QS/TH-ZY-SC-014
版本号
A0
页码
1/1
生产加工
目的:
鸡腹部的板油去净
前工序:
割肛
车间
二
班组
净膛
适用范围:
板油去净
后工序:
冲膛
岗位编制
3人
使用设备:
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
双手分别抓住鸡下腹的两块油,向下顺势用力,使它与鸡体脱离,然后放在白筐里。
鸡体的板油须拉干净
白筐
每只鸡架上的
40只/分
板油都得去净
不得有漏边现
象。
工艺及生产程序
安全规定事项:
****************公司
冲膛作业指导书
文件编号
QS/TH-ZY-SC-015
版本号
A0
页码
1/1
鸡加工厂
目的:
减少细菌污染
前工序:
检查
车间
二
班组生产加工
净膛
适用范围:
冲膛
后工序:
三次转挂
岗位编制
2人
使用设备:
高压冲洗机、高压喷枪
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
2
左手扶住鸡体,右手将高压冲膛机由肛门处伸入到鸡体内膛冲洗。
无黄皮、小
水管
将黄皮、小
60只/分
毛、内膛无
高压冲膛
毛冲落,膛内
3
经过人工冲洗后的鸡体再由高压清洗机
将其外部清洗一遍。
血水、无内
机
无血水。
容物,异物
高压清洁
工艺及生产程序
4
水源充足,水压不低于4kg;
机
安全规定事项:
****************公司
摘除小鸡作业指导书
文件编号
QS/TH-ZY-SC-016
版本号
A0
页码
1/1
生产加工
目的:
有病变、污染的鸡摘下
前工序:
内脏冲洗
车间
二
班组
净膛
适用范围:
检查
后工序:
体表冲洗
岗位编制
1人
使用设备:
链条、不锈钢槽
NO
作业内容
品质要求
作业用具
关键作业点
人均效率
1
将有病变的、放血不良,污染(胆汗、粪便)严重、瘦小(小于0.75㎏),等不良胴体全部摘除,放入装有200PPM消毒溶液中浸泡30分钟,并进行单独处理加工。
摘下放血
笔、板
不良、污染、
夹、报表
瘦小胴体
工艺及生产程序
2
对以上操作作好记录。
检查→摘鸡→浸泡


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 肉鸡 生产 加工 作业 指导书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《搭船的鸟》教案.docx
《搭船的鸟》教案.docx
-
《地球的外衣》知识点总结及同步练习.docx
-
《教师的心理素质》考试笔记.docx
-
《室内设计》课程标准.docx
-
《郑州市房屋登记条例》.docx
-
3分钟发言稿.docx
-
7年级下政治中段试题及答案.docx
-
10《摄影摄像》课程标准已审核.docx
-
15春学期《中级会计学》在线作业满分答案.docx
-
《北京市存量房买卖合同经纪成交版》修订版doc.docx
-
《红树林》教学设计.docx
-
《劝学师说》文言现象翻译简答题.docx
-
《校长开学教师会上讲话稿5篇》.docx
-
02经济法试韪及答案.docx
-
06《工程测量学》课程复习提纲①课件.docx
-
9A文职业健康安全程序文件.docx
-
《灯下漫笔》备课札记模板.docx
-
《建筑施工技术》试题及答案.docx
-
《市场营销学》课程笔记和复习要点.docx
-
《证券投资研究》教材框架.docx
-
《大学英语》宋京哈师大级.docx
-
3PCS7 深入浅出第三章ASOS通讯.docx
-
《建设工程法规》时间要求清单课件.docx
-
7年级上册114《生态系统》设计2.docx
-
《食品安全法》知识竞赛试题.docx
-
29#楼 竣工验收备案表.docx
-
1213学年度 设计素描教案.docx
-
B0代物流业发展规划征求意见稿》.docx
-
《北京市食品经营许可审查细则暂行》.docx
-
《护理心理学》专升本作业集答案要点.docx
-
《人力资源管理专科》作业参考答案.docx
-
《心理学》在线练习2答案.docx
-
后进村转化路径问题研究Word文件下载.docx
-
公积金委托书范本文档格式.docx
-
关于成立羽毛球俱乐部策划方案Word下载.docx
-
关于黄山的诗句200句Word格式文档下载.docx
-
大学母亲节活动策划书Word文档下载推荐.docx
-
TRIZ理论案例分析报告.docx
-
湖南省行政职业能力测验26Word下载.docx
-
关于人力资源管理对我国国企企业改革的启示整理Word文档下载推荐.docx
-
关于电工工作总结八篇Word下载.docx
-
单机试车方案分解Word格式.docx
-
化工企业设备管理制度汇总资料Word下载.docx
-
互联网个人金融电商平台建设项目商业计划书报批稿Word文档格式.docx
-
关于消防应急预案通用5篇文档格式.docx
-
关于国家补贴收入的规定及帐务处理Word格式.docx
-
低频信号发生器及其应用DOCWord下载.docx
-
弹簧基础知识培训Word下载.docx
-
关于幸福的诗歌Word格式文档下载.docx
-
护士资格考试专业实务Word下载.docx
-
化工装置开车准备工作Word文档格式.docx
