 河北省赛机器人技术应用竞赛评分标准.docx
河北省赛机器人技术应用竞赛评分标准.docx
- 文档编号:11617393
- 上传时间:2023-03-28
- 格式:DOCX
- 页数:30
- 大小:23.80KB
河北省赛机器人技术应用竞赛评分标准.docx
《河北省赛机器人技术应用竞赛评分标准.docx》由会员分享,可在线阅读,更多相关《河北省赛机器人技术应用竞赛评分标准.docx(30页珍藏版)》请在冰豆网上搜索。
河北省赛机器人技术应用竞赛评分标准
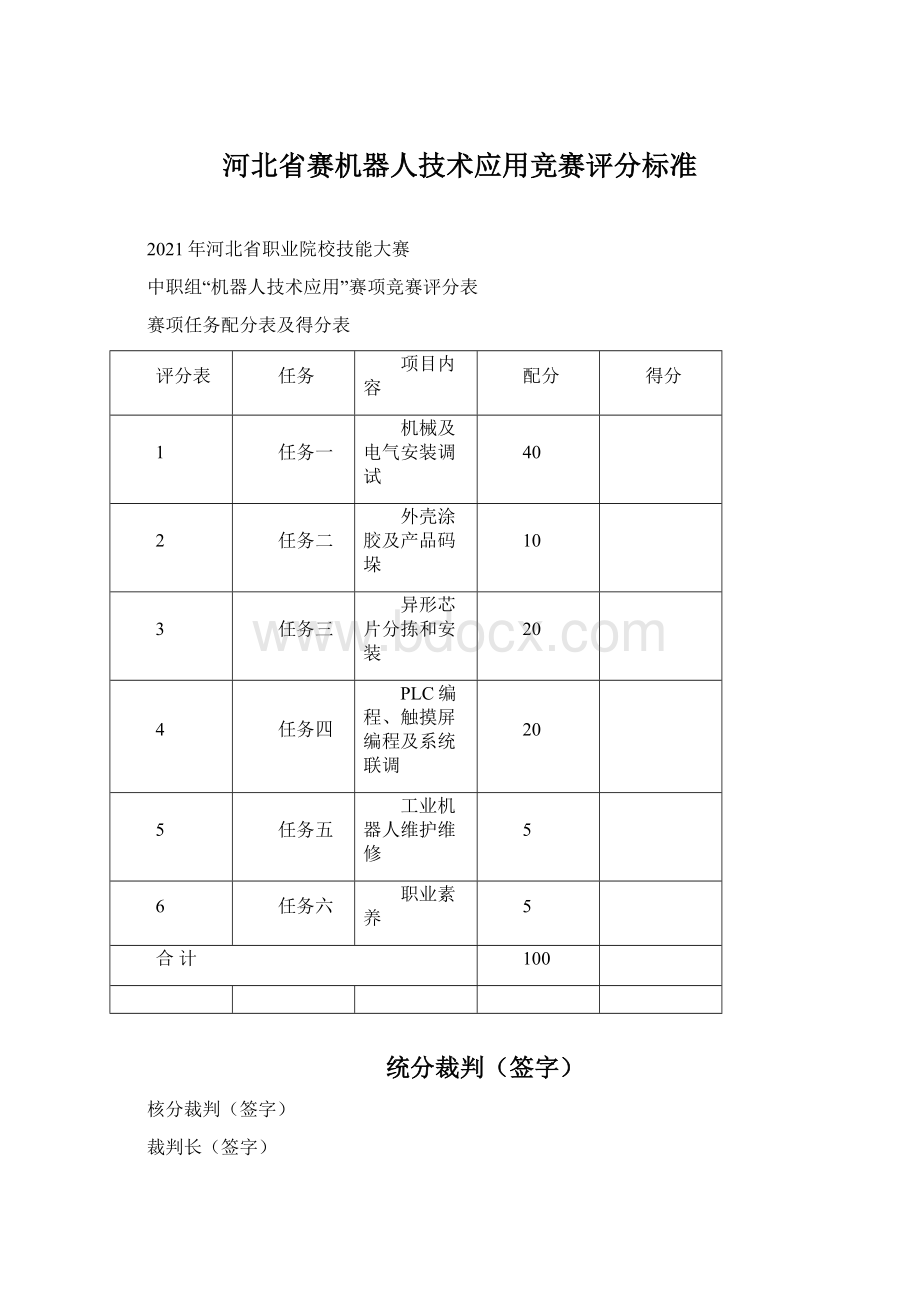
2021年河北省职业院校技能大赛
中职组“机器人技术应用”赛项竞赛评分表
赛项任务配分表及得分表
评分表
任务
项目内容
配分
得分
1
任务一
机械及电气安装调试
40
2
任务二
外壳涂胶及产品码垛
10
3
任务三
异形芯片分拣和安装
20
4
任务四
PLC编程、触摸屏编程及系统联调
20
5
任务五
工业机器人维护维修
5
6
任务六
职业素养
5
合计
100
统分裁判(签字)
核分裁判(签字)
裁判长(签字)
任务一、机械及电气安装调试
序号
内容
评分标准
结果划圈
分值
计算分
值
1
(16分)
检测单元一、二号工位(5分)
工作滑台安装平齐
是否
2.5
用手推动各个零件无晃动
是否
2.5
码垛平台(1分)
布局、装配结构与图纸一致
是否
0.5
用手推动无晃动
是否
0.5
涂胶单元安装
(1.6分)
布局、装配结构与图纸一致
是否
0.8
用手推动无晃动
是否
0.8
吸盘放置架安装
(1.6分)
布局与图纸一致
是否
0.8
用手推动无晃动
是否
0.8
涂胶工具放置架安装(1.6分)
布局与图纸一致
是否
0.8
用手推动无晃动
是否
0.8
夹爪放置架安装
(1.8分)
布局与图纸一致
是否
0.9
用手推动无晃动
是否
0.9
料仓单元安装
(2分)
布局与装配结构与图纸一致
是否
1
用手推动无晃动
是否
1
废品单元安装
(1分)
布局与装配结构与图纸一致
是否
0.5
用手推动无晃动
是否
0.5
其他(0.4分)
无螺丝、螺母、垫片、气管、工具等遗留在工作台(每处0.1分,最多0.5分)
是否
0.4
2
(5.2分)
磁性开关安装
(0.8分)
一号工位气缸上升,PLC信号灯亮
是否
0.2
一号工位气缸下升,PLC信号灯亮
是否
0.2
二号工位气缸上升,PLC信号灯亮
是否
0.2
二号工位气缸下升,PLC信号灯亮
是否
0.2
接近开关安装
(0.8分)
一号工位气缸推出,PLC信号灯亮
是否
0.2
一号工位气缸缩回,PLC信号灯亮
是否
0.2
二号工位气缸推出,PLC信号灯亮
是否
0.2
二号工位气缸缩回,PLC信号灯亮
是否
0.2
检测灯安装
(1.4分)
正确安装一号工位检测灯
是否
0.7
正确安装二号工位检测灯
是否
0.7
指示灯安装
(1.8分)
正确安装一号工位红、绿色指示灯
是否
0.9
正确安装二号工位红、绿色指示灯
是否
0.9
信号端子接线
(0.4)
信号端子接线处连接可靠
是否
0.2
信号端子处线路无交叉
是否
0.2
3
(3.5分)
法兰气路
(1.7)
法兰气路连接正确
是否
1.0
没有漏气声音
是否
0.7
过滤器气压表(0.2分)
压力范围在0.4-0.7MPa范围内
是否
0.2
气缸节流阀调节
(1.6分)
一号工位动作平稳,无明显撞击声
是否
0.3
二号工位动作平稳,无明显撞击声
是否
0.3
三号工位动作平稳,无明显撞击声
是否
0.3
四号工位动作平稳,无明显撞击声
是否
0.3
所有工位推动气缸速度大致相同
是否
0.4
4
(8.3分)
整体气路绑扎
(4.0分)
线槽盖板安装整齐
是否
0.5
扎带间距在45-55mm内
是否
0.5
阀岛处第一根扎带距离接头在55-65mm内
是否
0.5
扎带剩余长度不大于2mm
是否
0.5
气管颜色正确
是否
2
整体电路
(4.3分)
线槽盖板安装整齐
是否
1.0
扎带间距在45-55mm内
是否
1.0
阀岛处第一根扎带距离接头在55-65mm内
是否
1.0
扎带剩余长度不大于2mm
是否
1.3
5
(4.0分)
手动调试
(4.0分)
推动气缸伸出
是否
0.4
推动气缸缩回
是否
0.4
升降气缸下降
是否
0.4
升降气缸上升
是否
0.4
检测灯亮
是否
0.4
检测灯灭
是否
0.4
绿灯亮
是否
0.4
绿灯灭
是否
0.4
红灯亮
是否
0.4
红灯灭
是否
0.4
6
(3.0)
三维环境搭建
(3.0分)
RobotArt界面包含所有零件
是否
1.5
RobotArt中布局与装配图一致
是否
1.5
小计
40
裁判(签名):
定制涂胶
(2.3分)
轨迹C
(0.7分)
1起始点C4
是否
0.1
2C2停留3s
是否
0.1
3涂胶方向逆时针
是否
0.1
4涂胶速度40mm/s
是否
0.1
5回Home点
是否
0.1
6终止点C6
是否
0.1
7工具垂直涂胶平面
是否
0.1
8若碰撞1-7项不得分
是否
轨迹A
(0.7分)
1起始点A2
是否
0.1
2工具垂直涂胶平面
是否
0.1
3A3停留5s
是否
0.1
任务二外壳涂胶及产品码垛
表2-1外壳涂胶
(0.7分)
4终止点A2
是否
0.1
5偏移涂胶平面4-6mm
是否
0.1
6涂胶方向顺时针
是否
0.1
7回Home点
是否
0.1
8若碰撞1-7项不得分
是否
轨迹D
(0.6分)
1工具垂直涂胶平面
是否
0.1
2起始点D1
是否
0.1
3终止点D7
是否
0.1
4正常区域速度100mm/s
是否
0.1
5特殊区域速度50mm/s
是否
0.1
6蜂鸣器报警
是否
0.1
7若碰撞1-6项不得分
是否
放涂胶工具,回Home点
是否
0.1
整个过程机器人自动运行,停机不超过2次
是否
0.2
小计
4.5
表2-2产品码垛
序号
内容
评分标准
结果划
圈
分值
计算分值
产品码垛
基础码垛
(2.1分)
(1)起始Home点,取工具
是
否
0.1
(2)完成基础垛型码垛
是
否
1.0
(3)停止计时
是
否
0.1
(4)放工具回Home点
是
否
0.1
(5)使用工具与所选一致
是
否
0.2
(6)出现碰撞,
(1)-(5)项不得分
是
否
整个过程机器人自动运行,停机不超过2次
是
否
0.6
随机码垛
(3.4分)
(1)正确探测物料块数量并显示
是
否
0.8
(2)正确完成垛型的码放
是
否
1.9
(3)放工具,回Home点
是
否
0.1
(4)出现碰撞,
(1)-(3)项不得分
是否
整个过程机器人自动运行,停机不超过2次
是否
0.6
小计
5.5
裁判(签名):
选手确认(签工位号):
剩余工位芯片补充
(2.0)
剩余三号工位安装结果
1号位置是否补充完整
是否
0.2
2号位置是否补充完整
是否
0.2
3号位置是否补充完整
是否
0.2
4号位置是否补充完整
是否
0.2
5号位置是否补充完整
是否
0.2
剩余四号工位安装结果
1号位置是否补充完整
是否
0.2
2号位置是否补充完整
是否
0.2
3号位置是否补充完整
是否
0.2
4号位置是否补充完整
是否
0.2
5号位置是否补充完整
是否
0.2
小计
9
序号
评分内容
评分标准
结果划圈
分值
计算分值
1
定制工位芯片调整
(2.0分)
按下“运行”按钮,能继续机器人运行时间计时
是否
0.2
选择三号工位
(0.6分)CPU(A)集成(A)
电容(B)三极管(B)
CPU补充蓝色
是否
0.1
集成电路补充红色
是否
0.1
电容补充黄色
是否
0.2
三极管补充黄色
是否
0.2
选择四号工位
(0.6分)CPU(B)集成(A)
电容(A)三极管(A)
CPU补充白色
是否
0.1
集成电路补充红色
是否
0.1
电容补充蓝色
是否
0.2
三极管补充红色
是否
0.2
选择一号工位
(0.6分)CPU(B)集成(B)
电容(A)三极管(A)
CPU补充白色
是否
0.1
集成电路补充白色
是否
0.1
电容补充蓝色
是否
0.2
三极管补充红色
是否
0.2
调整完成
(0.3分)
回到Home后,机器人暂停
是否
0.3
2
剩余工位芯片调整(2.3分)
按下“运行”按钮,机器人运行
是否
0.3
剩余二号工位
(0.8分)
CPU补充蓝色
是否
0.2
集成电路补充红色
是否
0.2
电容补充蓝色
是否
0.2
评分表3-2复杂分拣工艺流程
三极管补充红色
是否
0.2
选择定制三号工位
(0.5分)
CPU补充白色
是否
0.2
集成电路补充白色
是否
0.1
电容补充蓝色
是否
0.1
三极管补充红色
是否
0.1
选择定制四号工位
(0.5分)
CPU补充蓝色
是否
0.2
集成电路补充白色
是否
0.1
电容补充黄色
是否
0.1
三极管补充黄色
是否
0.1
选择定制一号工位
(0.5分)
CPU补充蓝色
是否
0.2
集成电路补充红色
是否
0.1
电容补充黄色
是否
0.1
三极管补充黄色
是否
0.1
调整完成
(0.2分)
回到Home后,机器人运行时间暂停,分拣运行总时间不停
是否
0.2
检测结果设定
(0.3分)
能通过触摸屏设定检测结果A03设为OK,A04设为SM,A05设为NG,A06设为NG
是否
0.3
调整工位芯片设置
(1.0)
在选项单内设置A03和A04集成电路的互换
是否
1.0
回收区排序
(2.0
分)
回收区排序界面
触摸屏界面元件和文字齐全
是否
0.2
掺杂剔除
是否能把回收区掺杂补充到原料区
是否
0.2
排序按钮
机器人是否运行
是否
0.2
芯片排序
三极管
是否
0.3
电容
是否
0.3
集成电路
是否
0.4
CPU
是否
0.4
小计
8.1
评分表3-3盖板螺丝安装及入库
序号
评分内容
评分标准
结果划圈
分值
计算分
值
1
螺丝孔吹气及产品轮廓涂胶(0.7分)
按下“运行”按钮,能继续机器人运行时间计时
是否
0.2
只能对定制化三个工位4个螺丝孔吹气,且吹气时间
为3s
是否
0.2
对剩余工位产品的上表面轮廓进行涂胶,工位错误或
者涂胶位置错误,均不得分
是否
0.2
涂胶工具TCP速度为50mm/s,TCP偏离产品上表面3-5mm
是否
0.1
2
安装盖板
(0.2分)
能按照A03,A04,A05,A06顺序安装盖板
是否
0.1
四个工位盖板安装到位
是否
0.1
安装盖板完成
(0.2分)
Home点姿态正确,回到Home后机器人暂停
是否
0.2
锁螺丝顺序设定
(0.2分)
触摸屏能设定产品上锁螺丝顺序:
1432
是否
0.1
按下“运行”按钮,机器人运行
是否
0.1
锁螺丝
(1.0分)
A03锁4颗螺丝,螺丝顺序为1432
是否
0.2
A04锁3颗螺丝,螺丝顺序为143
是否
0.2
A05锁2颗螺丝,螺丝顺序为14
是否
0.2
A06锁2颗螺丝,螺丝顺序为14
是否
0.2
所有螺丝均能安装到位
是否
0.2
3
入库(0.3分)
将A05,A06放入废品库
是否
0.1
将A04放入盖板原料区
是否
0.1
将A03产品放入成品库
是否
0.1
回Home点
(0.1分)
机器人放回工具后回Home点,机器人暂停运行
是否
0.1
4
流程结束
(0.2分)
按下“停止”按钮,指示灯熄灭,所有气缸缩回、下降,分拣运行总时间暂停
是否
0.2
小计
2.9
裁判(签名):
选手确认(签工位号:
)
设备安全
光栅报警
(1.0
分)
触发光栅时间未到达1s,不做任何处理
是否
0.1
触发光栅超过5s,机器人停止
是否
0.4
按下重新按钮,恢复正常运行
是否
0.4
触发光栅蜂鸣器报警
是否
0.1
检测监控
界面(1.0分)
触摸屏界面四次检测文字齐全,元件齐全
是否
0.2
检测到当前流程,箭头指向当前流程
是否
0.8
急停报警
(1.0
分)
按下“急停”按钮工业机器人停止
是否
0.5
按下重新按钮,恢复正常运行
是否
1.5
任务四PLC编程、触摸屏编程及系统联调
评分表4-1HMI编程及系统联调
及注意事
项
自动运行
(1.5
分)
裁判记录停机次数:
次
整个过程自动运行,没有停机
是
否
1.5
整个过程自动运行,停机
1
次
是
否
1.2
整个过程自动运行,停机
2
次
是
否
0.9
整个过程自动运行,停机
3
次
是
否
0.6
整个过程自动运行,停机
4
次
是
否
0.3
整个过程自动运行,停机
5
次
是
否
0
小计
10.4
评分表4-2设备自检
序号
评分内容
评分标准
结果
划圈
分值
计算
分值
设备工位自
检
(2.0分)
自检工位推动气缸缩回,检测台下降,检测灯亮,3秒
后,检测台上升,推动气缸伸出,红灯亮,3秒后,绿灯亮。
3秒后,依次完成后面三个自检工位的检测。
是否
0.9
是否按照自检设定界面设定的工位顺序进行自检
是否
0.9
按下自检完成按钮,所有的灯熄灭
是否
否
0.2
小计
2
序号
评分内容
评分标准
结果划圈
分值
计算分值
1
第一次检测
(1.6分)
在触摸屏设置顺序1为A03,顺序2为A06,顺序3为A03,顺序4为A03
是
否
0.2
产品所在的工位推动气缸缩回,缩回到位后升降气缸下降,下降到位后检测LED灯以2秒为周期闪烁4s,升降气缸上升,上升到位后推动气缸伸出
是
否
0.6
A03,A04,A05,A06的红灯常亮5秒
是
否
0.6
检测状态监控界面箭头指向“第一次检测结束”
是
否
0.2
2
第二次检测
(1.6分)
在触摸屏设置顺序1为A04,顺序2为A05,顺序3为A06,顺序4为A03
是
否
0.2
产品所在的工位推动气缸缩回,缩回到位后升降气缸下降,下降到位后检测LED灯以2秒为周期闪烁4s,升降气缸上升,上升到位后推动气缸伸出
是
否
0.6
A03,A04,A05,A06绿色红灯常亮5秒
是
否
0.6
检测状态监控界面箭头指向“第二次检测结束”
是
否
0.2
小计
3.2
评分表4-3简单分拣工艺流程
序号
评分内容
评分标准
结果划圈
分值
计算分值
1
第一次复杂工艺产品检测
(2.2分)
在触摸屏设置顺序1为A06,顺序2为A05,顺序3为A04,顺序4为A03
是
否
0.4
产品所在的工位推动气缸缩回,缩回到位后升降气缸下降,下降到位后检测LED灯以2秒为周期闪烁4s,升降气缸上升,上升到位后推动气缸伸出
是
否
0.8
一号,三号,四号工位只亮绿灯,二号工位红灯绿灯同时
亮
是
否
0.5
检测状态监控界面箭头指向“第一次复杂工艺产品检测结束”
是
否
0.5
2
第二复杂工艺产品检测
(2.2分)
能先同时检测一号,三号和四号工位,再检测二号工位
是
否
0.9
产品所在的工位推动气缸缩回,缩回到位后升降气缸下降,下降到位后检测LED灯以2秒为周期闪烁4s,升降气缸上升,上升到位后推动气缸伸出
是
否
0.8
检测状态监控界面箭头指向“第二次复杂工艺产品检测结束”
是
否
0.5
小计
4.4
评分表3-3复杂分拣工艺流程
裁判(签名):
选手确认(签工位号):
任务六职业素养
任务
子项
评分标准
记录上限
现场记录
分值
计算分值
违规项目
选手未着比赛服、未穿电工绝缘鞋
1
项
-3
气路连接及测试过程中,未关闭气路状态下对气管进行插拔操作致气管乱飞,记录出现次数
1
项
-0.3
比赛过程中脱安全帽,记录出现次数
1
项
-0.3
比赛过程中安装工具掉落,记录出现次数
1
项
-0.3
比赛结束后,工具摆放无序
1
项
-0.3
比赛结束后,卫生没有清扫
1
项
-0.3
环保意识薄弱,浪费耗材(扎带、气管、胶贴)
1
项
-0.2
违反比赛规定,提前进行比赛操作或比赛终止仍继续操作的
1
项
-0.3
小计
5
裁判(签名):


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 河北省 机器人 技术 应用 竞赛 评分标准
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 铝散热器项目年度预算报告.docx
铝散热器项目年度预算报告.docx
-
牛津上海版通用小学英语三年级上册Unit 12同步练习2II 卷.docx
-
论我国私营企业员工激励机制.docx
-
人教版五年级品德与社会上册全册教案.docx
-
开学啦国旗下讲话稿三分钟.docx
-
露天采矿学复习题.docx
-
六年级英语教师年度考核个人总结.docx
-
某路站综合体项PC吊装施工方案.docx
-
人教版九年级历史上册期末考试试题一套.docx
-
隆昌妇幼保健院.docx
-
芦二矿抽采达标中长期规划.docx
-
看拼音写词语.docx
-
模拟磁盘调度算法系统的设计毕业设计.docx
-
每周一条名言警句或一首诗词.docx
-
棉花膜下滴灌示范工程设计总结报告.docx
-
九年级化学教案第十单元酸和碱教案新人教版.docx
-
宁波市水资源公报.docx
-
农业实用技术培训工作意见与农业局上半年工作总结范例两篇汇编.docx
-
平行线的判定.docx
-
内部会计管理制度11成本核算制度.docx
-
盘扣式脚手架支撑方案.docx
-
旅游规划模板.docx
-
煤矿大本大专毕业设计大采高综采工作面作业规程.docx
-
美学选择题整理课件资料.docx
-
名家论腹泻慢性肠炎.docx
-
宁夏银川市第一中学学年高一上学期期中考试地理试题解析解析版.docx
-
年产吨精密纤维纸项目建设建议书.docx
-
农技推广中心工作总结.docx
-
彭宇案的法逻辑批判.docx
-
宁夏仕奇房产网发布份房地产交易情况.docx
-
项目推荐书智能温控节能系统.docx
-
区县节日期间加强消防安全讲话稿与区发改委领导班子述职述廉报告汇编.docx
-
中国邮政发行的邮票下.docx
-
小学音乐二年级下册教案.docx
-
中考物理光学问题求解方法综合题.docx
-
校园公共广播系统方案文档.docx
-
忻州小学教师招聘考试真题及答案解析卷2.docx
-
中小学资料山东省济南市章丘区学年七年级英语下学期期末片区联考试题.docx
-
新课标人教版小学三年级下册数学教案及教学反思.docx
-
重庆大学考博英语真题.docx
-
小学数学六年级上教材分析资料.docx
-
住宅小区公共绿化养护方案与小区绿化病虫害防治.docx
-
新时代好少年演讲稿.docx
-
小学一年级下数学应用题.docx
-
校本课程的开发和实施.docx
-
桩基施工方案.docx
-
徐州市职业学校技能大赛财经商贸类财会专业暨第三十三届珠算技术比赛实施方案.docx
-
心理学复习题选萃附答案.docx
-
学年高一生物下学期期末考试试题 新人教版新版3.docx
-
总监代表处年度总结.docx
-
学年云南省玉溪市玉溪一中高二下学期第二次月考地理试题 Word版.docx
