 精选实践引纸绳故障案例分析及改进措施.docx
精选实践引纸绳故障案例分析及改进措施.docx
- 文档编号:11365166
- 上传时间:2023-02-28
- 格式:DOCX
- 页数:10
- 大小:3.90MB
精选实践引纸绳故障案例分析及改进措施.docx
《精选实践引纸绳故障案例分析及改进措施.docx》由会员分享,可在线阅读,更多相关《精选实践引纸绳故障案例分析及改进措施.docx(10页珍藏版)》请在冰豆网上搜索。
精选实践引纸绳故障案例分析及改进措施
【精选实践】引纸绳故障案例分析及改进措施
引纸绳在造纸生产中广泛应用,主要是用于纸条转移,把压榨部出来的纸条从纸机的前烘干燥部入口引导和传送到卷取的卷纸轴。
在造纸生产中多数老的机台还是全部靠引纸绳传动来引纸;近几年新投产的高速纸机基本上都是采用无绳引纸技术,无绳引纸技术不仅操作方便、接纸效率高而且相对安全。
但是由于纸机生产线太长,且各部分构造复杂,所谓的无绳引纸并不是全部不使用引纸绳;前烘出口到施胶再到后烘入口部分,从后烘出口到压光机再到卷取部分,还是依然采用引纸绳传动引纸。
引纸绳使用的好坏,直接关系到引纸效率。
提高接纸效率和降低引纸绳故障的事故率也是各个造纸生产企业追求的目标;我们几年来对引纸绳在使用过程中出现的一些问题不断地总结和分析;并根据分析的原因不断地改进和设备升级,取得了很好的使用效果,降低了引纸绳故障,提高了接纸效率。
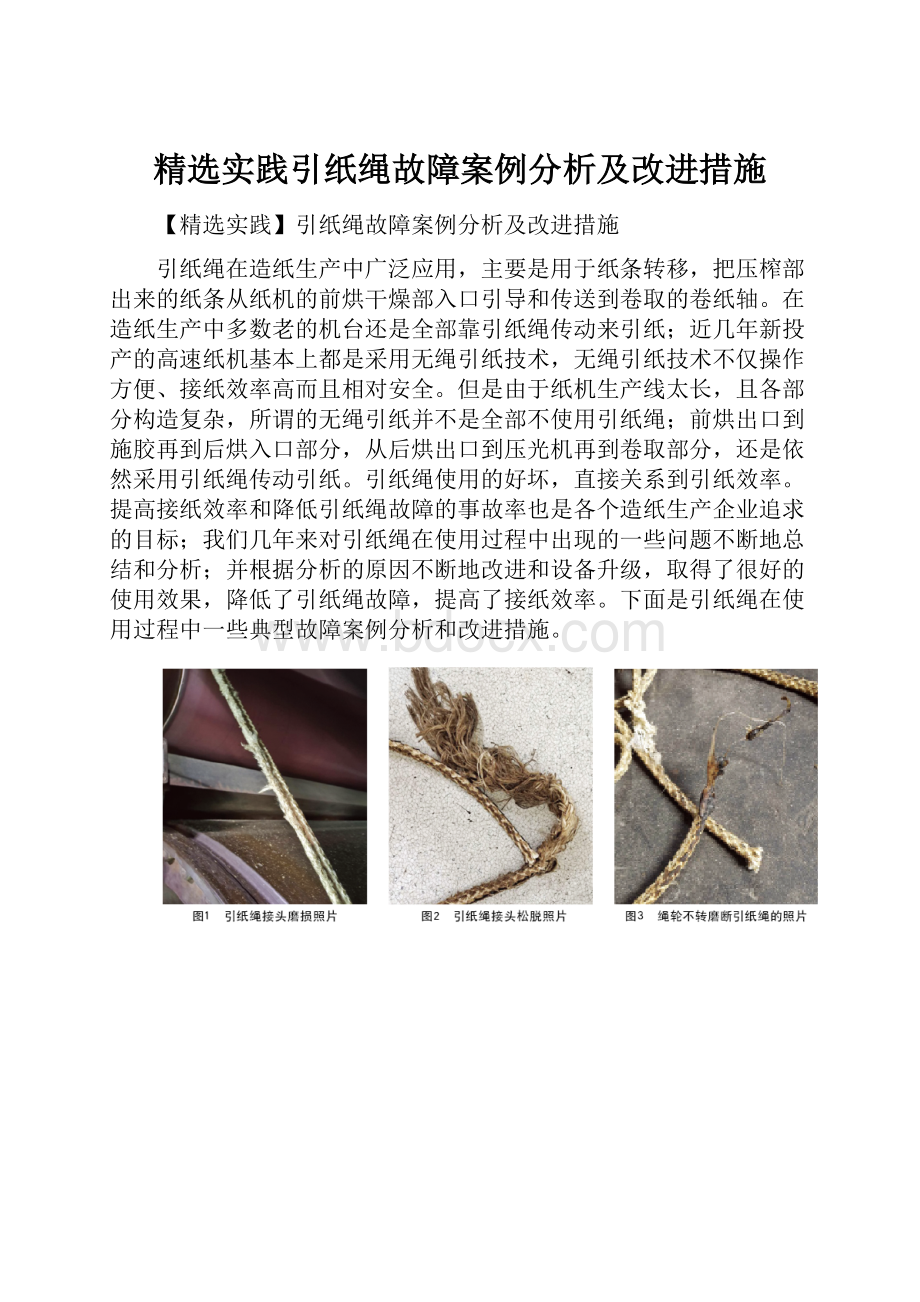
下面是引纸绳在使用过程中一些典型故障案例分析和改进措施。
1 纸机各部位引纸绳常见的典型问题
(1)前烘引纸绳正常生产使用不足10天磨断,如图1~图3所示,引纸绳磨损严重以及断裂情况的图片。
(2)在前烘干燥部的一二组绳轮处塞纸。
(3)接纸困难,纸条不进下一组缸绳进口夹角。
(4)施胶机接纸时间长,纸条挂施胶辊、不进引纸绳夹口或进入后断裂。
(5)后烘七组缸引纸绳易脱轮,安装困难。
(6)引纸绳使用后期接头磨损严重。
(7)卷纸机处引纸绳磨损严重。
(8)生产过程中断绳打断纸页和校正器挡板,造成异常事故。
(9)断绳清理困难,缠绕烘缸轴。
2 原因分析
(1)以前在机使用的引纸绳轮直径是φ180 mm的,由于引纸绳轮直径小,导致回程过程中绳轮包角小是磨损的主要原因;还有绳轮偏斜、脱轮、缺油磨轴、与引纸绳不在同一个面上,张力控制不合理等也是引纸绳磨损的一些原因。
(2)纸机一二组烘缸初始设计为双排缸,后来改造为单排缸;改“单挂”后纸页走向随之改变,原来的引纸绳轮过于繁琐,于是在接纸过程中出口和张紧器位置塞纸情况增加。
(3)每组进口角度小,烘缸出口纸条卡刮刀起皱。
(4)施胶引纸绳原设计为内外两根绳,接纸时纸页侧向进入绳轮易断裂;施胶机辊面湿水黏纸;引纸绳未进入引纸位,接纸时挂施胶辊;六七组缸速比调节不合理;进七烘角度不合理。
(5)七组烘缸数量多,引纸绳轮过于紧凑,单个张紧器伸缩量不够。
(6)引纸绳选型与绳轮不匹配;接头穿接不标准。
(7)卷纸机引纸绳在二楼楼面上,回抄纸页容易划伤引纸绳。
(8)校正器无防护措施。
(9)烘缸轴无防护罩。
3 改进措施
(1)将原来直径为φ180 mm的引绳轮改为φ280 mm的,并且改变入口绳轮位置,增大绳轮包角;调整绳轮的水平,与引纸绳在同一平面上,避免磨损和脱轮;加大设备的维护保养,调整合适的引纸绳张力。
(2)根据纸机烘缸改造后的情况,取消原来下排缸多余的引纸绳轮,并调整底层引纸绳轮位置,增加引纸绳长度,理顺引纸绳与纸页的走向顺序。
(3)调整绳轮入口角度40°~45°,如图4所示:
改造之后烘缸引纸绳入口角度照片。
在每组出口烘缸的切线位置上安装引纸吹风管,如图5所示:
一二三组烘缸出口引纸风管照片。
(4)对施胶机引纸绳进行改造,将原来的内外两根绳改为两根底绳和一根顶绳,让纸页水平地进入引纸绳夹区;调整七烘引纸绳角度,使纸页出六烘直接进入七烘引纸绳入口,如图6所示:
改造前施胶引纸绳示意图,图7所示:
改造之后的施胶引纸绳;速比的调节原则按照先松后紧,以纸页不拉断和松脱打折为准。
(5)七组烘缸通过调整底层回头轮位置和内外绳各增加一套张紧装置来增加引纸绳伸缩量,达到穿接方便的目的。
如图8所示:
改造后七组缸引纸绳示意图,图9所示:
七组缸两套引纸绳张紧器照片。
(6)选择ENDUROR系列φ14 mm的白色引纸绳;规范引纸绳穿接标准:
接头长度120±10 cm;接头外观无起毛起泡现象,无明显竹节现象;绳头单边修剪20~25 cm成平滑的阶梯状;均匀修剪,拉紧绳头接头光滑均匀,穿接走向无交叉、错挂轮、掉轮、漏挂轮、磨绳现象;运行张力0.1±0.05 MPa;张紧位置控制在气缸1/3~1/2处,如图10所示:
引纸绳选型照片。
(7)卷纸机磨损位置增设防护板。
(8)安装校正器防护装置。
(9)安装烘缸轴承防护罩,断绳时及时清理,用刀片把每段割开分别取出;如图11所示:
各部位引纸绳安装防护罩的照片。
4 结束语
通过以上措施的改进,在生产过程中对引纸绳轮定期加油保养、绳轮校正;对引纸绳定期更换;对员工穿接引纸绳培训和完善工艺标准;对引纸设备的持续改进。
很大程度上降低了引纸绳出现故障的几率,实现了引纸绳使用周期30~40天,每次接纸时间节约10~20 min的目标。
当然不同的机型、不同的引纸方式,以上典型问题不可能全部覆盖,还需要大家在生产过程中不断地总结和改进,收到良好的使用效果。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 精选 实践 引纸绳 故障 案例 分析 改进 措施
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
《鸿门宴》优秀教案21Word下载.docx
-
盟务工作记事本Word格式.docx
-
浙江省绿色教育评价联盟届高三份生物模拟生物试题解析版Word下载.docx
-
质量手册Word文档下载推荐.docx
-
内蒙古巴彦淖尔市中考生物真题答案+解析Word格式文档下载.docx
-
免费中考英语考点难点总结重点动词短语详解Word文档格式.docx
-
中国股市一二三四五代股民文档格式.docx
-
真空镀膜机电气控制系统毕业设计毕业设计论文Word文件下载.docx
-
中国经济管理大学学员课件《某企业项目部组织机构图与岗位职责描述》Word文件下载.docx
-
磨浆新操作规程Word下载.docx
-
中国煤矿智能开采科技创新与发展Word下载.docx
-
正方形综合试题选Word下载.docx
-
年铁路施工合同协议书范本Word格式文档下载.docx
-
某村深入学习实践科学发展观活动方案Word格式文档下载.docx
-
农产品会展中心营销策划实施方案Word文档格式.docx
-
政治分析题答题方法Word格式文档下载.docx
-
中国校训大全Word文档下载推荐.docx
-
年产4万吨PBPERTPEPPR新型管材项目可行性研究报告文档格式.docx
-
女生团结音乐节元年香港演唱会Word文档格式.docx
