 剪板机生产线.docx
剪板机生产线.docx
- 文档编号:11149492
- 上传时间:2023-02-25
- 格式:DOCX
- 页数:13
- 大小:111.95KB
剪板机生产线.docx
《剪板机生产线.docx》由会员分享,可在线阅读,更多相关《剪板机生产线.docx(13页珍藏版)》请在冰豆网上搜索。
剪板机生产线
附件1:
生产纲领及技术数据
1.1.产品大纲
1.2.重卷检查机组产品与基本参数
1.3.重卷检查机组产品规格
1.4.重卷检查机组概况
1.4.1生产工艺简述
1.4.2生产工艺及生产线主要设备组成
1.4.3生产能力计算
1.4.4能源介质及能源消耗
1.4.5生产线操作维护人员
1.5工厂基本条件
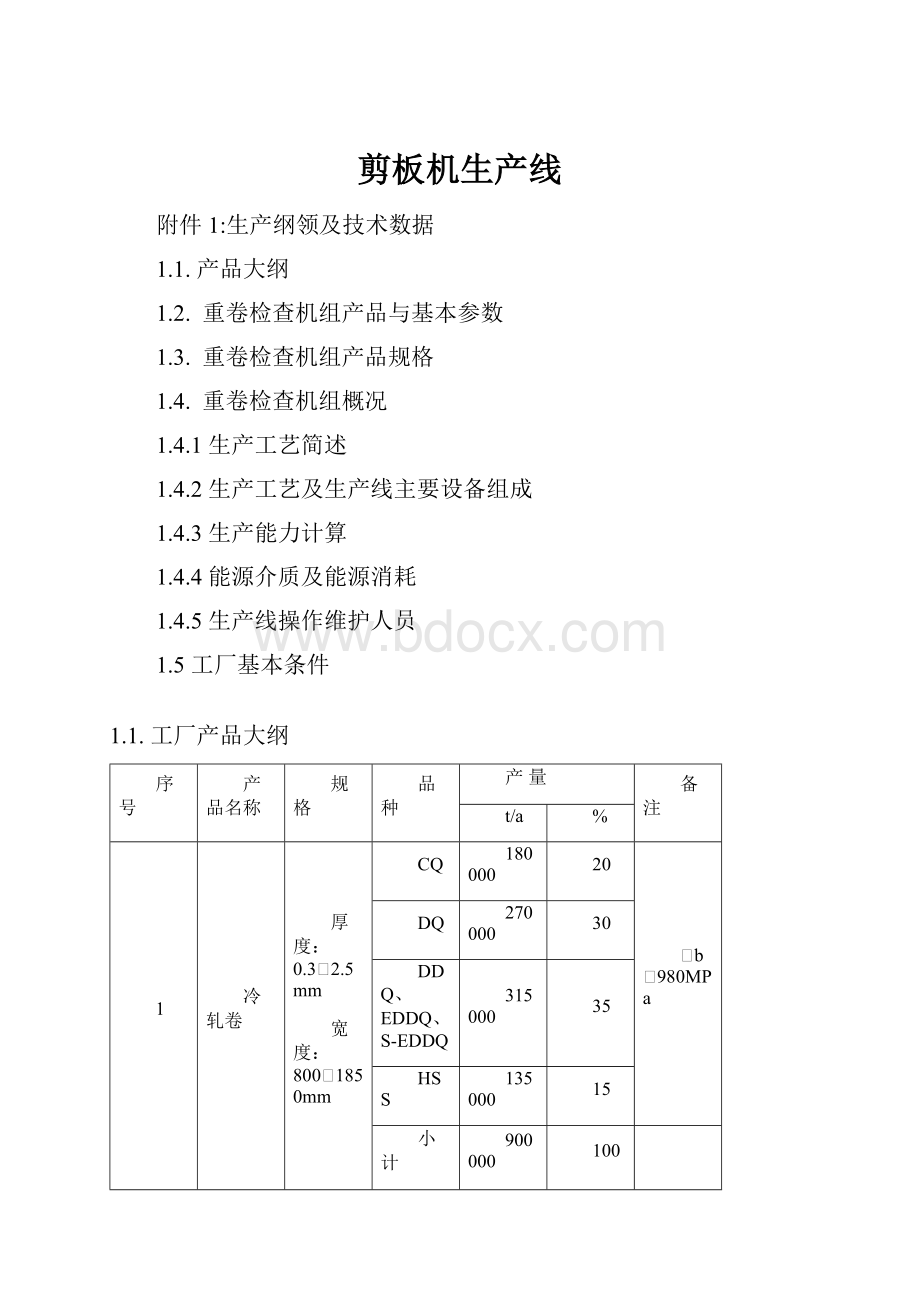
1.1.工厂产品大纲
序号
产品名称
规格
品种
产量
备注
t/a
%
1
冷轧卷
厚度:
0.3~2.5mm
宽度:
800~1850mm
CQ
180000
20
sb£980MPa
DQ
270000
30
DDQ、EDDQ、S-EDDQ
315000
35
HSS
135000
15
小计
900000
100
2
No1热镀锌卷(主要为轿车)
厚度:
0.40~2.5mm
宽度:
800~1850mm
CQ
45000
10
等厚/差厚、零锌花、光整锌花、合金化(GI:
GA=50%:
50%)
sb£590MPa
DQ
135000
30
DDQ、EDDQ、S-EDDQ
180000
40
HSS
90000
20
小计
450000
100
3
No2热镀锌卷(主要为家电及建筑)
厚度:
0.20~1.6mm
宽度:
800~1500mm
CQ
52500
35
GI
b440MPa
DQ
60000
40
DDQ、EDDQ、S-EDDQ
22500
15
HSS
15000
10
小计
150000
100
4
彩涂卷
厚度:
0.20~1.6mm
宽度:
800~1500mm
有机漆、有机溶胶、压花、印花、PVC膜等
200000
100
FH、CQ,DQ,HSS
sb£440MPa
5
中、低牌号无取向电工钢
厚度:
0.35~0.65mm
宽度:
1000~1250mm
50W540~50W600
60000
30
50W800~50W1300
140000
70
小计
200000
100
合计
1900000
100
注:
(1)冷轧产品:
HSS钢板,包括固溶型、析出型、烘烤硬化型、双相组织型及
TRIP钢等,其强度级别为340~980Mpa。
(2)汽车板热镀锌HSS钢板:
590MPa。
(3)家电板热镀锌HSS钢板:
440MPa。
1.2重卷检查机组产品与基本参数
(一)、原料及产量:
序号
机组名称
规格
品种
产量
备注
t/a
1
1#重卷检查机组
厚度:
0.40~2.5mm
宽度:
800~1800mm
热镀锌板
154600
CQ,DQ,DDQ,EDDQ,SEDDQ,HSS(sb£860Mpa)
2
2#重卷检查机组
厚度:
0.3~2.5mm
宽度:
800~1800mm
冷轧板
154600
CQ,DQ,DDQ,EDDQ,SEDDQ,HSS(sb£860Mpa)
(二)、机械性能:
1、抗张强度:
b:
≤980MPa
2、屈服强度:
s:
≤460MPa
(三)、规格尺寸及重量:
1、来料尺寸及重量:
(1).带厚:
0.3~2.5mm(头、尾纵向厚差≤±10%)
(2).带宽:
800~1800mm
(3).钢卷内径:
508/610mm
(4).钢卷外径:
1000~1900
(5).钢卷重量:
最大31t
(6).钢卷最大错层公差:
≤±4mm
(7).钢卷最大塔形公差:
≤20mm
(8).带材最大镰刀弯:
≤10mm/10000mm
2、剪切后成品尺寸及重量:
(1).带厚:
0.3~2.5mm
(2).带宽:
800~1850mm
(3).钢卷内径:
508/610mm
(4).钢卷外径:
800~1450mm
(5).钢卷重量:
5T~15T
(6).钢卷最大错层公差:
≤±0.5mm
(7).钢卷最大塔形公差:
≤2.0mm
(带卷的内5圈塔形公差≤5mm.)
(8).带材宽度公差:
0~+0.8mm
(四)、剪切技术性能:
1.切头:
用于将带卷的头部废料切除。
(1).剪切带厚:
0.3~2.5mm
(2).剪切废带头尺寸:
≤1000mm
2.纵切:
用于切除带材毛边。
(1).剪切带厚:
0.3~2.5mm
(2).剪切成品带材宽度:
800~1650mm
不切边时:
800~1800mm
(3).切边宽度:
(单边)5~25mm
(五)、机组主要工艺参数:
1.机组速度:
(1).机组喂料速度:
V≤18m/min
(2).机组工作速度:
100m/min(不检查)
2.开卷张力:
Max40KN
3.卷取张力:
Max55KN
3.机组工作方式:
动力剪
4.机组开卷方式:
上开卷
5.机组卷取方式:
上卷取
6.机组传动方向:
左传动(另一机组右传动)
7.机组作业线标高:
+900mm
8.机组反应时间:
机组升速时间:
15s
机组快速停机时间:
7.5s
机组事故停机时间:
≤3s
9.机组设备所造成的噪音:
按国家标准测量85dB
13.机组设备总长:
约40m
14.机组设备高度:
最高+3m
15.地下室深度:
-6m
1.3重卷检查机组产品规格
宽度(mm)
厚度(mm)
800~1020
>1020~1220
>1220~1520
>1520~1800
合计
t
%
t
%
t
%
t
%
t
%
0.40~0.50
1546
1.0
2937
1.9
0
0
0
0
4483
2.9
>0.50~0.70
2319
1.5
3401
2.2
8812
5.7
0
0
14532
9.4
>0.70~0.90
3865
2.5
15924
10.3
19016
12.3
10977
7.1
49781
32.2
>0.90~1.10
4174
2.7
18088
11.7
28601
18.5
15924
10.3
66787
43.2
>1.10~1.30
1546
1.0
3556
2.3
3865
2.5
2474
1.6
11440
7.4
>1.30~2.50
773
0.5
2319
1.5
2937
1.9
1546
1.0
7575
4.9
合计
14223
9.2
46225
29.9
63231
40.9
30920
20.0
154600
100.0
其中:
10.3万吨汽车外板的规格为:
宽度(mm)
厚度(mm)
800~1020
>1020~1220
>1220~1520
>1520~1850
合计
t
%
t
%
t
%
t
%
t
%
³0.70~0.90
3100
3.01
12916
12.54
17438
16.93
9466
9.19
42920
41.67
>0.90~1.10
3770
3.66
15708
15.25
21084
20.47
11557
11.22
52108
50.59
>1.10~1.30
639
0.62
2379
2.31
3111
3.02
1833
1.78
7972
7.74
合计
7509
7.29
31003
30.10
41633
40.42
20919
20.31
103000
100.0
1.4重卷检查机组概况
重卷检查机组用于将来料带卷切边、表面检查后进行分卷。
根据工厂设计规划设置两条重卷检查机组。
两个机组的设备组成及装备水平相同传动方向为一左一右。
以下仅就一条机组叙述。
1.4.1生产工艺简述
该机组的来料带卷由车间的天车吊运到机组前部的来料存料台架上。
上卷过程可采用手动、半自动和自动三种操作:
操作时,上卷全过程人工目测完成。
完成上卷后,开卷机轴头支承上升至工作位置。
小车下降,同时开卷机卷筒涨径压辊压下完成上卷。
开头时,先由人工将带卷上的捆扎带剪断。
开头矫直机的刮板摆起伸出至工作位置。
点动开卷机,使带头打开并沿着开头矫直机的刮板前进进入开头矫直机的夹送辊,夹送辊的上辊压下夹住带材。
开头矫直机的刮板缩回摆下。
点动开卷机和开头矫直机,使带材前进经过开头矫直机,完成矫直带头,带材头部进入切头剪。
切头时,开头矫直机向前送料,带头进入切头剪,送料停止。
切头剪进行剪切。
重复数次后移动导板台移出切头剪,拨杈将垛放数张的废带头推入废料收集车。
根据需要重复该过程,完成带材的切头。
送料切头的动作也可以根据设定切头长度自动完成。
带头继续向前进入立导辊,由立导辊闭合,将带材头部对中。
开头夹送辊及矫直辊打开,然后开头夹送辊将重新压住带材,立导辊快速打开。
带材继续向前送进,通过圆盘剪切边、去毛刺辊除毛刺,带头进入检查区。
圆盘剪切下的废带边经过圆盘剪上的废边导槽向下进入废边地坑。
人工将废边头引出废边地坑至卷边机,并将其插入卷边机的卷轴上,点动卷边机,将废边卷取。
然后将其置于联动状态。
检查台为立式结构,送至夹送辊。
卸完卷以后的卷取机、助卷器准备好后,带头通过转向辊,沿卷取机导板导入助卷器,借助于助卷器将带材卷到卷取机的卷筒上。
点动卷取机,卷取几圈带材,EPC投入工作,助卷器打开。
机组升速开始重卷工作。
当卷取机上的带材重量接近设定值时,机组的自动计量系统控制机组自动停车。
卷取机压辊压下,分切剪进行剪切,将带材剪断。
点动卷取机进行收尾。
卷取机压辊抬起,卷取机卷筒缩径,卸卷小车的托辊升起托住带卷。
确认轴头支撑退回后,卸卷小车向存料台方向横移。
成品带卷在卸卷小车上进行人工打捆。
当卸卷小车到达成品存料台位置时,卸卷小车的托辊下降,将带卷放到成品存料台架上,完成卸卷过程。
成品存料台架设置两个,其中一个为称重台,可称量成品卷重。
分切完后,机组低速进行再次穿带,将带头送入准备好的卷取机进入生产运行。
当一个大卷通过机组后,开头矫直机矫直辊压下,对带尾进行矫直、剪切处理带尾,并使带尾停在焊机处,等待下一卷剪切完废带头后的带头到达进行焊接。
剪切取样在分切剪处进行。
取样时,由人工操作控制试样送料长度,由分切剪进行剪切,剪切下的样品由人工取走。
机组设置的检查台,由人工对带材上下表面进行检查。
机组的开卷机、卷取机卷筒直径为φ508mm,可以通过加装橡胶套筒变径为φ610mm。
1.4.2生产工艺及生产线主要设备组成
(1)生产工艺流程图
重卷检查机组的生产工艺流程如下图所示,以此为依据进行生产设备选型和机组的设备布置。
(2)机组设备组成:
机组设备包括来料存料台,上卷小车,开卷机,开卷机轴头支承,CPC光电架,开头矫直机,切头剪,移动导板台,废料收集车,立导辊,焊机,月牙剪,稳定辊,切边圆盘剪,去毛刺辊,卷边机,导板台,立式检查台(含四个转向夹送辊),静电涂油机,夹送辊,分切剪,EPC光电架,转向辊,卷取机,助卷器,卷取机轴头支撑,卸卷小车,成品存料台,称重装置,手动打捆机。
与机组相配套的液压系统,设备润滑系统,电力拖动系统,基础自动化系统,监控计算机系统。
1.4.3生产能力计算
(1)机组有效作业时间及利用系数
日历时间:
365d×24h=8760h
年修:
12d×24h=288h
定期检修:
37d×24h=888h
机组可利用时间:
7584h
设备事故时间:
460h
非计划停机时间:
624h
年有效工作时间:
6500h
机组利用系数约为:
0.857
(2)辅助作业时间
每卷辅助作业时间共1140s(19min)
正常生产时,每卷辅助时间为二阶段,第一阶段为每卷头部送至焊机与头一卷尾部焊接,然后至月牙剪剪切;第二阶段为每次分切剪分切完带材后,将带头送至卷取机。
第一阶段:
上卷时间25s,支撑上升2s,人工拆除捆扎带,打开带卷,使带头进入开头矫直机30s。
送带头至切头剪共18s(理论送3次,每次送6s),剪切废头四次30s,废料拨离15s。
上卷至切完头共120s。
第二阶段:
一次分切剪剪切及取试样60s,从分切剪至卷取机60,剪切焊缝40s。
每个大卷按五分切计算,共用时间640s。
结论:
理论辅助时间为760s,小于1140s(19min)。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 板机 生产线
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《城市规划基本知识》深刻复习要点.docx
《城市规划基本知识》深刻复习要点.docx
-
《高电压技术》word版.docx
-
《安全带》gb6095.docx
-
BCP计划应急计划.docx
-
《计算机组成与工作原理》第一章复习题.docx
-
CANON LBP系列激光打印机使用方法指南.docx
-
C语言课程设计火车票系统源代码.docx
-
3热力管道沟槽开挖方法.docx
-
HR岗位职责.docx
-
1 脱硫脱硝cems维护技术规范.docx
-
O2O超市商业项目计划书.docx
-
SCI期刊呼吸胸外.docx
-
18岁生日祝福语短信.docx
-
ITMC物流企业经营沙盘比赛规则.docx
-
XX钢绳成本管理.docx
-
Matlab的第三方工具箱大全强烈推荐.docx
-
安全保卫工作先进个人.docx
-
安全生产工作日记.docx
-
windows 漏洞集合.docx
-
Φ160数控落地镗铣床技术规格.docx
-
安全施工组织设计.docx
-
安全检查和隐患排查治理制度及记录.docx
-
部编版小学二年级语文下册课外阅读专项.docx
-
变电站投运前质量监督检查汇报材料模版.docx
-
版 创新设计 高考总复习 历史 北师大版第一部分 必考内容第十五单元 第38讲.docx
-
本科毕业设计论文.docx
-
北京大学社会心理学串讲笔记1一10章加试题.docx
-
亳州市教坛新星骨干教师学科带头人特级教师年度考核细则知识分享.docx
-
超星尔雅《人生与人心》期末考试满分答案.docx
-
财经法规与会计职业道德案例分析题.docx
-
茶文化会发言稿.docx
-
财务会计核算实习总结.docx
-
贵州省贵阳市乌当区事业单位考试《医学专业能力测验》真题及答案.docx
-
监利县文化馆招聘考试及答案.docx
-
贵州省黔东南苗族侗族自治州台江县教师招聘《教育理论基础知识》 真题及答案.docx
-
剑川县交通银行人员招聘试题及答案解析.docx
-
海南区工会系统招聘考试及答案.docx
-
医疗包装常见标识.docx
-
和顺县邮储银行人员招聘试题及答案解析.docx
-
医师个人年终工作总结.docx
-
河北省保定市阜平县教师招聘《教育理论基础知识》 真题及答案.docx
-
江西省赣州市会昌县中小学、幼儿园教师进城考试真题库及答案.docx
-
学年高二下学期期末联考化学试题含答案.docx
-
江州区招聘特岗卫计人员试题及答案解析.docx
-
河北省石家庄市灵寿县建设银行招聘考试试题及答案.docx
-
河北省唐山市滦县事业单位考试《计算机专业知识》试题.docx
-
河南省新乡市红旗区教师招聘《教育理论基础知识》 真题及答案.docx
-
学习部招新计划.docx
-
学校安全工作自检自查报告.docx
-
学校规范办学专项督导评估自评报告范文.docx
-
横县联通公司招聘考试试题及答案.docx
