 斗笠式刀库调试.docx
斗笠式刀库调试.docx
- 文档编号:11110879
- 上传时间:2023-02-25
- 格式:DOCX
- 页数:13
- 大小:338.54KB
斗笠式刀库调试.docx
《斗笠式刀库调试.docx》由会员分享,可在线阅读,更多相关《斗笠式刀库调试.docx(13页珍藏版)》请在冰豆网上搜索。
斗笠式刀库调试
1:
基本概念:
1)当前刀具号
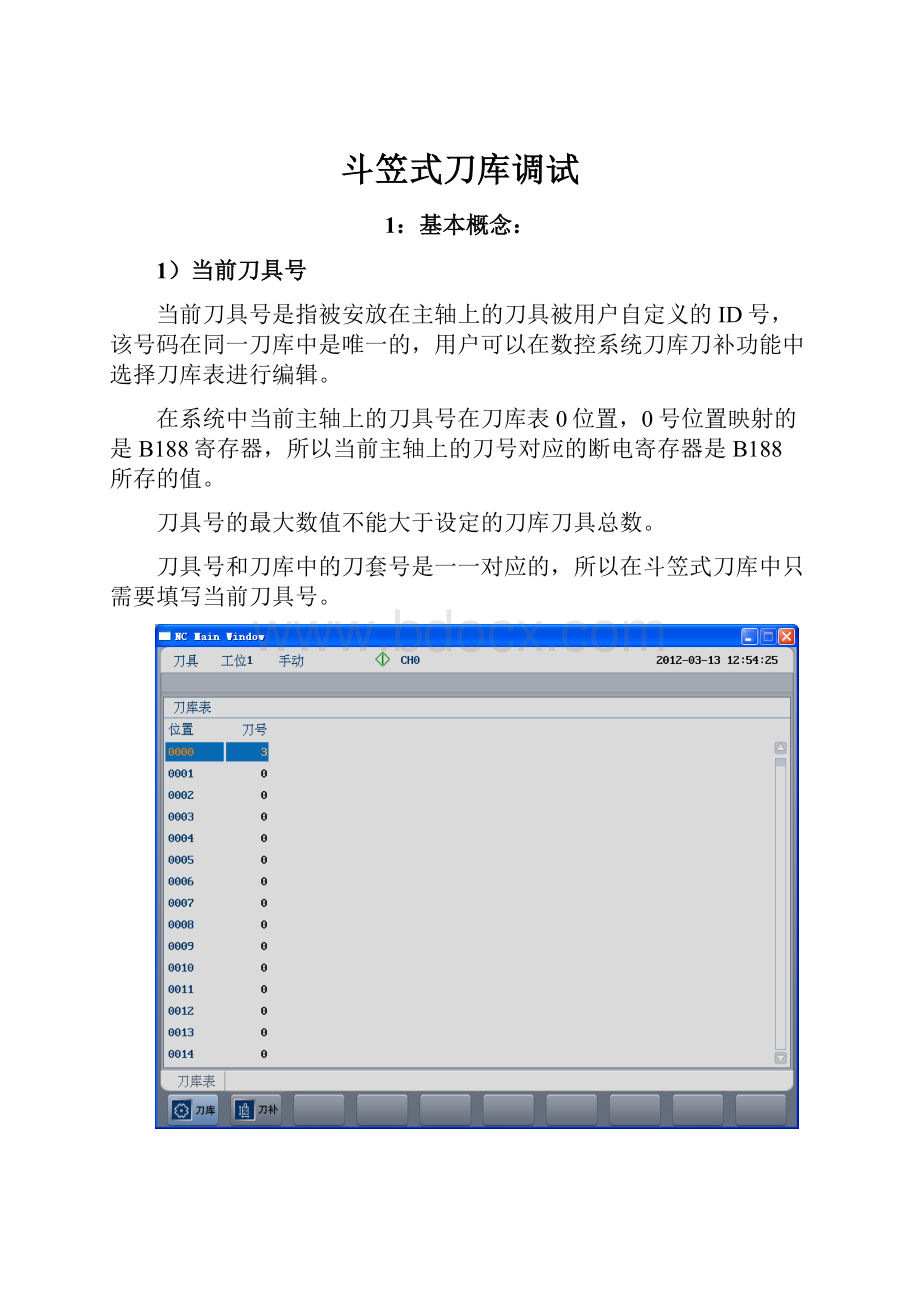
当前刀具号是指被安放在主轴上的刀具被用户自定义的ID号,该号码在同一刀库中是唯一的,用户可以在数控系统刀库刀补功能中选择刀库表进行编辑。
在系统中当前主轴上的刀具号在刀库表0位置,0号位置映射的是B188寄存器,所以当前主轴上的刀号对应的断电寄存器是B188所存的值。
刀具号的最大数值不能大于设定的刀库刀具总数。
刀具号和刀库中的刀套号是一一对应的,所以在斗笠式刀库中只需要填写当前刀具号。
2)当前刀位号
刀位号是指当前刀库停在换刀缺口上的那把刀的刀具号。
在旋转刀库找刀的时候需要该数据进行数值计算。
刀位号对应的断电寄存器是B189。
3)最大刀具数量
最大刀套数量是用来定义刀库的最大容量的数值。
该数值由B187断电寄存器设定。
4)换刀点(第二参考点)
在换刀过程中取刀和还刀的位置称为换刀点,也就是所谓的机床第二参考点。
可以在坐标轴参数中进行设置。
5)抬刀点(第三参考点)
松开刀具以后主轴将抬刀到一个安全的避让位置用以避开刀柄的碰撞,此安全位置称之为抬刀点,也就是所谓的第三参考点。
2:
斗笠式刀库换刀基本流程
整个流程分为3步
1)还刀过程:
Z轴首先抬刀到第二参考点,主轴定向开始,检查是否到达第二参考点,检查当前刀具号和当前刀位号是否对应,如果不对应首先先将刀库转到当前刀位号位置,刀库进到位,刀具松开,Z轴抬刀到第三参考点。
2)选刀过程:
旋转到预选刀刀号所对的刀位号。
3)取刀过程:
Z轴到第二参考点,刀具紧刀,回退刀库,取消主轴定向。
3:
换刀用户自定义循环G代码程序
IF[#190188EQ#100111]
M99
ENDIF
M35;换刀开始标记
M32;换刀检查
G91G30P2Z0;定位到换刀位置
M33;第二参考点到位检查
M19;主轴定向开
IF[#190188NE#190189]
M26
ENDIF
M23;刀库进
G4P1000
M21;刀具松
G4P1000
G91G30P3Z0;Z抬刀
M34;第三参考点到位检查
G4P1000
M25;选刀
G4P1000
G91G30P2Z0;定位到换刀位置
M33
G4P1000
M22;刀具紧
M24;刀库退
G4P1000
M20;主轴定向关
M36;换刀结束标记
注意:
#190188表示的是B188寄存器的值;
#100111表示的是R111寄存器的值。
IF[#190188EQ#100111]
G[#1];恢复进循环之前模态值
G[#2]
M99
ENDIF
该程序段的意思是当两个寄存器的值相等,则表示当前所选刀与当前主轴上的刀号相同,不进行换刀。
4:
刀库主要功能
主要M代码
功能
M代码
结束条件
换刀开始标记状态位
M35
换刀开始
换刀结束标记
M36
所有换刀步骤完成
换刀检查
M32
机床没有锁住,Z轴没有锁住,刀具松未开
第二参考点到位检查
M33
到达第二参考点
第三参考点到位检查
M34
到达第三参考点
选刀
M25
选刀完成
刀库进到位
M23
刀库进到位
刀库退到位
M24
刀库退到位
主轴定向开始
M19
定向完成
主轴定向取消
M20
取消完成
M35换刀开始标志位
M36换刀结束标志位
M32换刀检查
M33第二参考点检查
M34第三参考点检查
M23刀库进
M24刀库退
M25自动选刀


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 斗笠 式刀库 调试
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
高中生物会考知识点详细总结0101105225精华版.docx
-
风电场工程安全设施竣工验收检查要点.docx
-
高考作文素材改变命运励志名言100句Word版.docx
-
高中英语 Unit 4 Stage and screen Period Two Starting o.docx
-
高考志愿填报秘籍.docx
-
高收入家庭投资理财方案设计与分析之欧阳体创编.docx
-
高三上册语文试题河北省衡水中学届第一学期期末预热联考图片版含答案.docx
-
凤凰职教Unit2高二英语下集体备课电子教案全.docx
-
高三化学上学期第一次质量检测试题.docx
-
高原湿地三江源地区教学设计.docx
-
福贵读后感共8篇.docx
-
高三上学期周末练考英语试题二 含答案.docx
-
高一英语上册unit8教案doc.docx
-
高中化学第一章从实验学化学第2节化学计量在实验中的应用课时3物质的量在化学实验中的应用学案新人教版.docx
-
高考理综试题及答案陕西卷.docx
-
附4票付通业务参与者接入端信息系统验证标准.docx
-
服务网点考评管理制度doc 24页.docx
-
高中英语教学工作计划模板通用版.docx
-
高一化学必修一化学方程式大全按章节 1 1.docx
