 LF钢包精炼炉招标技术要求书.docx
LF钢包精炼炉招标技术要求书.docx
- 文档编号:11105308
- 上传时间:2023-02-25
- 格式:DOCX
- 页数:15
- 大小:23.96KB
LF钢包精炼炉招标技术要求书.docx
《LF钢包精炼炉招标技术要求书.docx》由会员分享,可在线阅读,更多相关《LF钢包精炼炉招标技术要求书.docx(15页珍藏版)》请在冰豆网上搜索。
LF钢包精炼炉招标技术要求书
常熟龙腾转炉 炼 钢 工程
LF 钢包精炼炉招标技术要求书
中冶华天工程技术有限公司
○九年十月
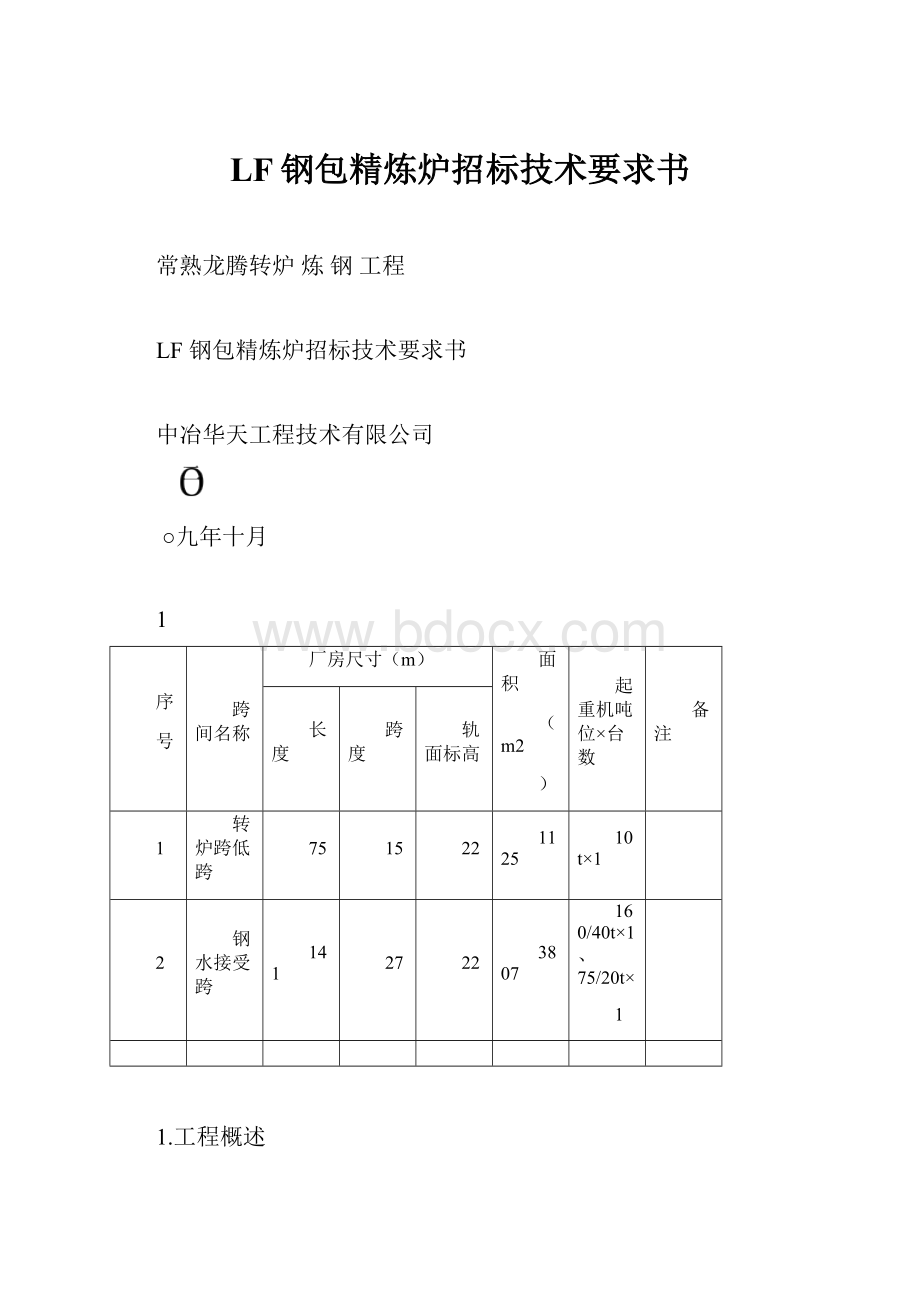
1
序
号
跨间名称
厂房尺寸(m)
面积
(m2
)
起重机吨位×台数
备注
长度
跨度
轨面标高
1
转炉跨低跨
75
15
22
1125
10t×1
2
钢水接受跨
141
27
22
3807
160/40t×1、75/20t×
1
1.工程概述
1.1 车间概况
常熟龙腾转炉炼钢工程拟在新建的 120t 转炉炼钢车间建设 1 座 LF 钢包精炼
炉,精炼炉年最大精炼钢水 126.3×104t。
新建精炼炉布置在钢水接受跨跨内。
该工程总体工厂设计由中冶华天工程技术有限公司负责,包括 LF 钢包精炼炉
的工厂设计。
1.2 精炼区域主厂房各跨主要技术参数
精炼区域布置图见附图,主要技术参数如下:
1.3 钢包精炼钢水主要技术条件
(1)转炉冶炼条件如下:
转炉公称容量120t
转炉座数:
1 座
同时吹炼座数:
1 座
转炉平均出钢量:
100t
转炉最大出钢量:
105t
转炉平均冶炼周期:
36min
转炉出钢温度:
~1620℃
转炉出钢:
少渣出钢
转炉日平均出钢炉数:
36.1 炉/d
转炉日最大出钢炉数:
40 炉/d
车间年有效作业天数:
315.8d/a
车间年产钢水量:
126.3×104t/a
炼钢车间全连铸生产。
(2)钢 种 及 代 表 钢 号
序号钢种代表钢号或钢种备注
2
1
造船用钢
A、B、A32、A36
2
履带板用钢
25MnB
3
高强度预应力混凝土用钢
30MnSi
2.工艺布置
本工程采用同轨双钢水罐车钢包精炼炉,钢水罐在钢水接受跨吊到精炼钢水罐车
上,每座钢包炉有两台精炼钢水罐车,交替接受钢水罐,两台钢包车交替处于精炼工
位和等待工位。
处于等待工位的钢水罐车可以进行喂丝、吹氩、测温和加保温剂等操
作,并可接受来自转炉的等待精炼的钢水罐。
这种形式可提高钢包精炼炉的工作效率,
以适应快节奏的转炉生产车间。
3. LF 钢包精炼炉设备组成及主要功能与技术参数
LF 精炼设施供货方应保证成套设备的完整性。
3.1LF 精炼设施的主要功能
(1)常压下电弧加热升温:
精炼周期为 28~35min,要求钢水平均升温速度
≥4.5℃/min;
(2)合成渣精炼(脱硫、脱氧、脱气、去除夹杂);
(3)吹氩搅拌(底吹氩)(均匀钢水成份和温度);
(4)合金化(钢水成分微调);
(5)作为转炉和连铸机之间的缓冲设备,保证转炉、连铸匹配生产,实现多炉
连浇;
(6)自动测温、取样。
3.2LF 精炼炉由以下主要设备组成:
LF 精炼炉由以下主要设备组成
(1)机械设备:
精炼钢水罐(不在供货范围内)、精炼钢水罐车、炉盖及升降
机构、电极横臂及升降装置、电极夹持器、双线喂丝机、电极连接站、加料系统设
备和自动吹氩装置等。
(2)除尘系统设备:
管道、阀门等。
(3)供电和电控系统设备:
精炼变压器、高低压电控柜、操作箱(台)等。
(4)仪表和计算机设备。
3
序号
项 目
单位
数 量
备 注
1.
钢水罐容量:
t
100
2.
平均钢水量:
t
100
3.
最大钢水量:
t
105
4.
最小处理量
t
80
5.
105t 钢水时净空:
mm
~610
6.
钢包上口外壳直径:
mm
Ф3558
7.
钢包下部外壳直径:
mm
Ф3180
8.
总高(含包脚):
mm
4042
9.
耳轴吊钩中心距:
mm
4200
10.
钢包总重:
t
~50(含耐材 28)
序号
项 目
单位
数量
备 注
1.
钢包额定容量
t
120
2.
钢包加热最少钢水重量
t
80
3.
钢包加热正常钢水重量
t
100
4.
钢包加热最大钢水重量
t
105
5.
精炼炉变压器额定容量
MVA
18
6.
精炼炉变压器一次电压
kV
35
7.
调压方式
/
有载调压(进口调压开关)
序号
项 目
单位
数量
备 注
1.
承载能力
t
160
2.
钢包车走行速度
m/min
2~20(变频调速)
3.
数量
辆/套
2
4.
其它要求
轨道端头设事故滑轮装置
(5)液压系统设备:
液压站和液压缸等。
3.2.1 精炼钢水罐
3.2.2 精炼钢水罐车
3.2.3 电弧加热系统
4
序号
项 目
单位
参 数
备 注
1.
液压介质
/
抗高温阻燃油
2.
液压工作压力
MPa
12
3.
柱塞泵
/
恒压变量泵(进口)
4.
电极升降调节
/
电液比例阀(进口)
5.
控制回路
/
锥阀集成块
6.
其它要求
/
应考虑断电保护,当动力电源发
生故障时,液压系统应能自动将
钢包盖和电极提升(蓄能器)
序号
项 目
单位
参 数
备 注
1.
型式
/
三臂式
2.
电极节圆直径
mm
~Ф750
3.
电极直径
mm
Ф400~Ф450
4.
电极臂
/
导电横臂
5.
电极行程
mm
2700~3000
6.
电极夹紧方式
/
弹簧夹紧,液压松开
7.
电极控制
/
液压
序号
项 目
单位
参 数
备 注
1.
炉盖
/
水冷管式
2.
炉盖升降行程
mm
≥650
3.
升降型式
/
液压升降
8.
升温速度
℃/min
≥4.5
9.
短网系统支架
材质为防磁不锈钢
3.2.4 电极升降系统
3.2.5 炉盖系统
3.2.6 液压系统
3.2.7 散状料系统
散状料系统中上料采用底开式料罐上料,加料采用皮带机。
料仓的数量及容积应
5
序号
项目
单位
数量
备 注
1.
喂线种类
/
合金芯线、铝线
2.
喂线根数
根
2
3.
喂线规格
mm
φ8~φ18 圆线、矩形线
4.
喂线速度
m/s
1~8
5.
主机行走速度
m/min
14
6.
导线管升角
︒
30
7.
喂丝机数量
台
2
能满足钢包炉一天的用量要求(上料料罐不在供货范围内)。
3.2.8 喂丝机
3.2.9 氩气阀门站
氩气阀门站采用变流量调节器单元的自动吹氩系统,设定压力下可实现多种流量,
流量要完全能满足不同阶段的吹氩工艺要求。
流量调节与测量功能由 PLC 自动完成,
既可以自动控制,也可以手动控制。
功能:
压力调节:
0.35~1.3MPa (视工艺要求人工设定)
流量测量、调节
漏气检查,高压旁吹
事故自动诊断和报警
3.2.10 压缩空气阀门站、冷却水分配器
为每套 LF 精炼炉设备所有的压缩空气用户点设一个压缩空气阀门站,阀门站上
设压力流量等仪表。
为每套 LF 精炼炉设备所有的冷却水用户点设一个总的冷却水分配器,分配器上
设压力、流量、温度等仪表,供水压力为 0.5~0.6MPa,有压回水。
3.2.11 除尘系统
LF 钢包炉除尘采用第四孔形式集尘装置(必须确保钢包炉内微正压),烟尘捕集率
达到 95%以上。
为散状料系统设置烟尘收集点。
钢包炉各除尘点、散状料系统除尘点经电动阀门后汇总,与车间除尘管道连接,
供货范围为设备除尘点经汇总管道后在厂房柱附近交接。
6
3.2.12 电极存放及连接系统
电极存放位3 个
电极接长位1 个
3.2.13 钢包炉设备及变压器的冷却水要求采用有压回水。
供水压力:
0.5~0.6MPa
回水压力:
≥0.3MPa
3.2.14 三电控制要求
三电控制要求采用仪、电、计算机三电合一,面向工艺的设计思想,充分考虑系
统的完整性和配套的合理性,满足工艺的功能要求。
电弧加热、合成渣精炼、吹氩搅
拌、合金添加、测温、取样、炉盖提升、炉盖旋转、冷却水系统、液压系统、除尘系
统等采用可编程序控制(PLC),PLC 控制系统选用西门子系列产品,控制水平按基础自
动化一级配置,其上位机留有联网的接口,可与炼钢系统联网,交换信息。
采用上位
机操作站完成以下功能:
输入功率控制
气体流量控制
数据记录及打印
画面监视(22″液晶显示器)
4.供货范围
提供供货范围及分项价格和设计分交点。
4.1120tLF 钢包精炼炉本体设备
1)钢包车及供电和供氩设施(卷筒或挂缆)、事故滑轮
2)加热机架及导向轮
3)密封式水冷炉盖及集烟除尘装置
4)炉盖提升机构
5)电极升降装置
6)短网
7)精炼炉变压器及高压开关柜
8)散状料系统
9)电极存放及连接装置
10)低压电控系统
7
11)自动化控制系统
12)液压、润滑系统
13)高压供电系统(高压开关柜)
4.2 水冷系统(采用有压回水)
4.3 氩气系统
4.4 气动系统
4.5 喂丝机
4.6 除尘管道及阀门
5.卖方和买方设计范围
5.1 卖方承担的设计范围
Ø精炼炉本体工艺设计;
Ø精炼炉成套机械和电气设备基本设计和详细设计(供货范围表中由卖方供
货设备);
Ø精炼炉液压、润滑、气动系统设备及配管基本设计和详细设计;
Ø精炼炉水冷系统的阀门站和配管基本设计和详细设计;
Ø精炼炉三电控制系统设备及配管基本设计和详细设计;
Ø精炼炉软件(计算机画面)设计
Ø精炼炉钢结构平台、平台柱、小房子的工厂设计资料;
Ø精炼炉机械和电气设备基础的设计资料。
5.2 买方承担的设计范围
Ø精炼炉钢结构平台及平台柱、柱基础、小房子等;
Ø精炼炉机械和电气设备基础;
Ø精炼炉车间能源介质(水、压缩空气、氩气)的分界点前的供应管道;
Ø精炼炉的高、低压供电电源;
Ø精炼炉除尘系统分交点后风管设计;
Ø精炼炉区域通讯系统;
Ø精炼炉区域的照明。
5.3 设计分交点
5.3.1 供排水
8
买方负责为每座钢包炉提供一路进水和一路回水,设计分交点在冷却水分配器总
管阀门前。
5.3.2 除尘
除尘分界点位于精炼炉平台附近,从该点至厂房外除尘器的管道由买方设计。
该点至各除尘点的管道由卖方负责设计和供货,卖方应在分交点前将各除尘点汇
总,并在各支管上设置电动阀门。
5.3.3 压缩空气
压缩空气管分界点位于精炼炉压缩空气阀站前的总管法兰处。
5.3.4 氩气
氩气管分界点位于精炼炉氩气阀站前的总管法兰处。
5.3.5 电气
买方负责精炼炉高、低压电源设计。
设计要求由卖方提供。
高、低压电源分别输
入其受电柜。
5.3.6 液压和润滑系统
液压和润滑系统由卖方负责设计并供货。
6.技术资料交付及时间
卖方提供给买方的下列资料文件一式两份,同时要有一份电子文件,其中文本文
件为 DOC 文件,图形文件为 DWG 文件,电子文件可以通过 E-mail 传送。
(1)按全套所需设备(含液压)逐项陈述设备结构、性能和主要参数,供货清
单,外购件清单(含进口件)、易损易耗件清单
(2) 电气自动化控制的总配置结构图和功能说明
(3) 卖方应在月日提供下列工厂设计所需的资料
各种能源介质性质及消耗量要求;
全套装置的装机电容量及要求;
除尘烟气量及烟气参数;
(4) 卖方应在月日提供下列工厂设计所需的资料
最终的工艺平断面布置图(包括变压器、操作室、液压站等);
设备总装图(包括各单体设备的总装图、部件图部分零件图、操作平台及基础图
等);
9
全套三电控制图;
冷却水、液压、压缩空气及氩气系统图,各种管线与工厂设计之间的接点位置、
连接方式及连接尺寸;
通风除尘系统排烟接口位置、接口尺寸;
各操作室、电气室的布置及设计要求(包括照明、通风、通讯要求等);
其他工厂设计所需的资料。
7.附图
(1)精炼炉区域工艺平面布置图;
(2)精炼钢包图(由龙腾特钢提供最终图纸)。
10


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- LF 钢包 精炼炉 招标 技术 要求
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《JAVA编程基础》课程标准软件16级.docx
《JAVA编程基础》课程标准软件16级.docx
-
《分数的初步认识》.docx
-
《金属钠的性质与应用》教学设计.docx
-
《蚕妇》.docx
-
《会计》教材Word版第14章非货币性资产交换.docx
-
《与朱元思书》教学案例及反思.docx
-
《小壁虎借尾巴 》教案.docx
-
1第一部分 辅导员岗位基本知识.docx
-
09年CFO复习题.docx
-
2G1计算书.docx
-
17 古诗五首夜雨寄北一等奖教案.docx
-
240T15mw机组整体启动方案解析.docx
-
485总线设计方案加上位机扩展.docx
-
Aspose Word模板使用总结.docx
-
CDMA掉话分析.docx
-
C++新闻信息管理系统.docx
-
《HSE管理体系的策划与运行》.docx
-
c语言改错题及答案.docx
-
CMS7000使用说明资料.docx
-
《财经法规与会计职业道德》模拟卷考试试题及答案资料.docx
-
《大众传播媒介的更新》教案2.docx
-
《教育知识与能力》中学版全国教师资格考试复习资料教学教材.docx
-
EPC施工组织设计1.docx
-
ERP在服装行业的信息化应用可行性研究报告.docx
-
《项羽之死》教案人教版高二选修教学设计.docx
-
《公共关系实务》总复习资料.docx
-
FLUKE744过程校准仪经典实例免费给大家会让你未来的道路更通达.docx
-
《护士条例》试题.docx
-
2F男鞋统装规范84.docx
-
4测试用例修复方法与工具.docx
-
MC尼龙轮项目可行性研究报告.docx
-
Weblogic Server系统管理手册.docx
-
医生医德医风心得体会范文.docx
-
医学寄生虫归纳总结.docx
-
生产车间绩效考核方案.docx
-
胜任力模型测试题答案.docx
-
医院医疗服务管理年度总结范文与医院卫生服务情况小结汇编.docx
-
移动主要部门及职责.docx
-
艺术专业实习总结.docx
-
食品生产日常监督检查操作手册.docx
-
世界顶尖潜能大师安东尼修改版.docx
-
银行带薪年休假未落实情况说明.docx
-
整理武昌电厂循环水系统管沟开挖回填方案.docx
-
写情书给女朋友范文.docx
-
新《中华人民共和国环保法》精彩试题及问题详解.docx
-
新标准大学英语综合教程3课后练习答案Unit4.docx
-
直线导轨的结构设计含滚动导轨.docx
-
职工代表劳动保护巡视检查表.docx
-
新闻学试题.docx
-
信息工作总结模板4篇.docx
-
型钢拔出施工方案之欧阳体创编.docx
