 光机电气一体化实验台说明书.docx
光机电气一体化实验台说明书.docx
- 文档编号:11098497
- 上传时间:2023-02-25
- 格式:DOCX
- 页数:26
- 大小:810.50KB
光机电气一体化实验台说明书.docx
《光机电气一体化实验台说明书.docx》由会员分享,可在线阅读,更多相关《光机电气一体化实验台说明书.docx(26页珍藏版)》请在冰豆网上搜索。
光机电气一体化实验台说明书
第一章光机电气一体化控制实训系统产品简介
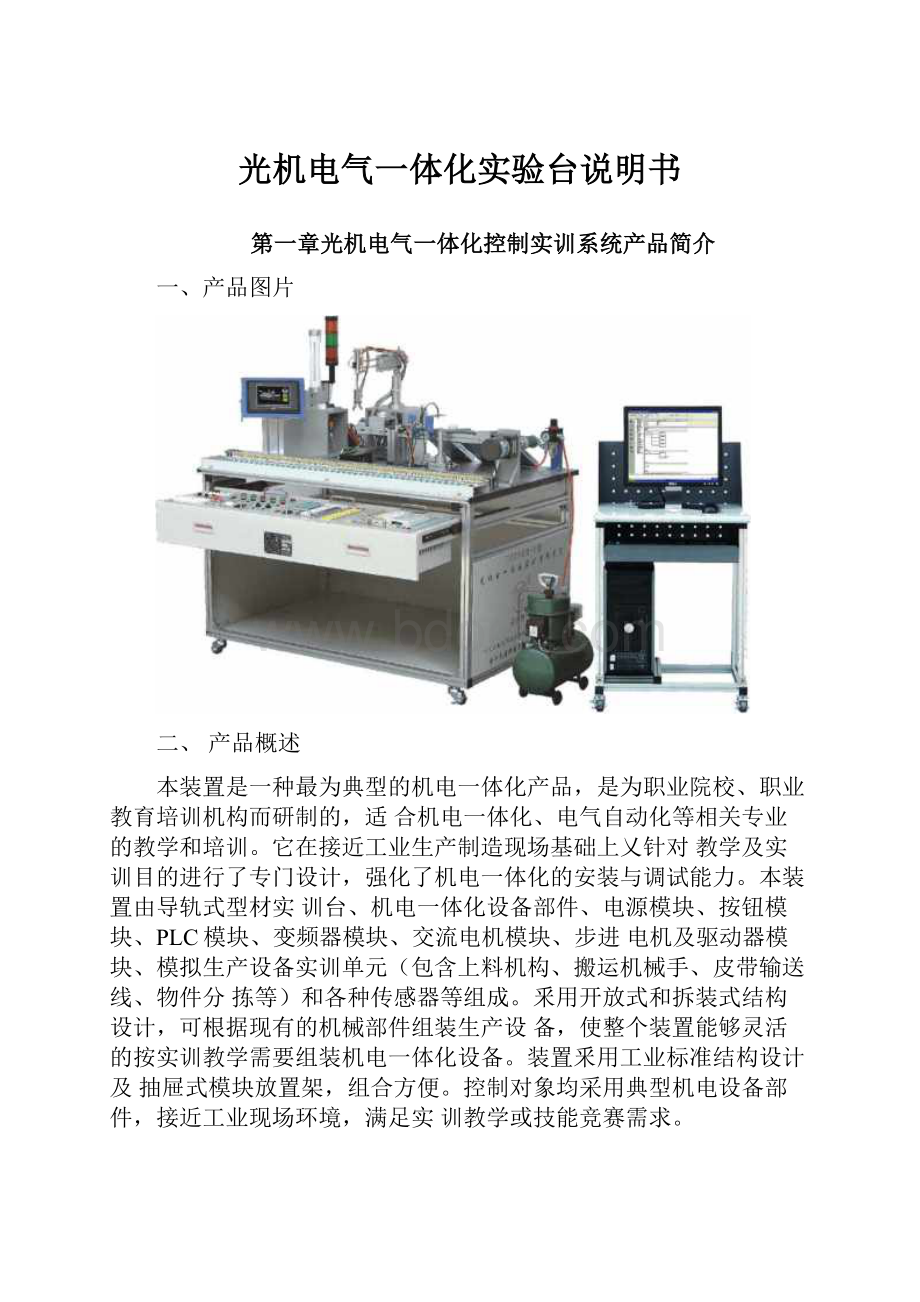
一、产品图片
二、产品概述
本装置是一种最为典型的机电一体化产品,是为职业院校、职业教育培训机构而研制的,适合机电一体化、电气自动化等相关专业的教学和培训。
它在接近工业生产制造现场基础上乂针对教学及实训目的进行了专门设计,强化了机电一体化的安装与调试能力。
本装置由导轨式型材实训台、机电一体化设备部件、电源模块、按钮模块、PLC模块、变频器模块、交流电机模块、步进电机及驱动器模块、模拟生产设备实训单元(包含上料机构、搬运机械手、皮带输送线、物件分拣等)和各种传感器等组成。
釆用开放式和拆装式结构设计,可根据现有的机械部件组装生产设备,使整个装置能够灵活的按实训教学需要组装机电一体化设备。
装置釆用工业标准结构设计及抽屉式模块放置架,组合方便。
控制对象均采用典型机电设备部件,接近工业现场环境,满足实训教学或技能竞赛需求。
本装置涵盖了机电一体化和电气自动化专业中所涉及的PLC控制、变频调速、步进调速、传感器检测、气动、机械结构安装与系统调试等内容。
为培养可持续发展的机电一体化高技能人才提供一个良好的平台。
三、产品特点
1.该装置融典型机电一体化设备机械部件安装、气动系统的安装与调试、电气控制电路的安装和PLC编程、机电设备安装与调试、自动控制系统安装与调试于一体,满足实训教学和竞赛的需要。
2.该实训考核装置的PLC模块I/O端子、变频器接线端子、交流电机接线端子、步进电机驱动器接线端子、各常用模块与PLC连接端子等,均采用安全插座连接,使用带安全插头的导线进行电路连接;各光电开关、行程开关、传感器和指示元件的电路,则通过端子排进行连接。
插拔线连接电路与端子排连接电路相结合,既保证学生基本技能的训练、形成和巩固,乂保证电路连接的快速、安全和可靠。
四、技术性能
1.输入电源
2.工作环境
3.装置容量
4.外形尺寸
5.安全保护
三相四线(或三相五线)〜380V+10%50Hz
温度-10°C〜40°C相对湿度W85%(25°C)海拔V4000m
Wl.5kVA
120cmXSOcmX130cm
具有漏电压、漏电流保护,安全符合国家标准
五、实训工作任务
1,气动系统的安装与调试
通过配置的单杆气缸、双杆气缸、旋转气缸、气动手指等气动执行元件和单控电磁换向阀、双控电磁换向阀和磁性开关等气动控制元件,可完成下列气动技术的工作任务;
A单杆气缸动作回路的安装
A气动方向控制回路的安装
A气动速度控制的调试
A气动顺序控制回路的安装
A气动机械手臂的安装
A气动系统安装与调试
2.电气控制电路的安装
通过配置的交流电机、步进电机、指令开关和传感器等,可完成下列电气安装的工作任务;
A交流电机正反转控制电路的连接
A交流电机调速控制电路的连接
A步进电机控制电路的连接
A传感器检测电路的连接
3.PLC编程
A步进电机控制程序编写
A异步电机正反转控制程序编写
A异步电机调速控制程序编写
A搬运机械手控制程序编写
»皮带输送线控制程序编写
A机电一体化设备控制程序编写
4.机电设备安装与调试
通过配置的机电一体化设备部件、PLC模块、变频器模块、步进电机模块、指令开关和传感器等,可完成下列机电设备安装和机电一体化技术的工作任务:
A工件库及工件推出设备的安装与调整
A搬运机械手设备的安装和调试
A皮带输送线设备的安装与调整
A物件分拣设备的安装与调试
A机电一体化设备安装与调试
5.自动控制系统安装与调试
通过配置的机电一体化设备部件、PLC模块、变频器模块、步进电机模块、指令开关和传感器等,可完成下列自动控制系统安装与调试的工作任务:
A上料结构的自动控制
A搬运机械手的自动控制
A皮带输送线的自动控制
A机电一体化的自动控制
核趟敬赛,可考察的砲能力:
A机械构件的装配与调整能力
A机电设备的安装与调试能力
A电路安装与调试能力
A气动系统的安装与调试能力
A机电一体化设备控制程序编写能力
六、装置基本配置
光机电气一体化控制实训系统由型材实训台、井式上料机构、搬运机械手、物料输送及分拣机构、PLC模块、变频器模块、按钮模块、电源模块、各种传感器、工件、I/O接口板和气管等组成;详见下表:
序号
名称
主要元件规格或功能
数量
备注
1.
型材实训台
1200mmXSOOmmX840mm
1台
2.
触摸屏组件
5.7英寸工业彩色触摸屏
1块
3.
4.
西门子PLC主机、变频器模块
CPU226CN(DC/DC/DC)+EM222CN8路输出扩展模块继电器
1台
MM420,三相输入,功率:
0.75kW
1台
5.
6.
7.
电源模块
三相电源总开关(带漏电和短路保护)1个,熔断器3只,单相电源插座2个,三相五线电源输出1组
1件
8.
按钮模块
开关电源24V/6A1只,急停按钮1只,
1件
复位按钮黄、绿、红各1只,自锁按钮黄、绿、红各1只,转换开关2只,蜂鸣器1只,24V指示灯黄、绿、红各2只
9.
井式上料机构
井式工件库1件,物料推出机构1件,光电传感器2只,磁性开关2只,单杆气缸1只,单控电磁阀1只,警示灯1只,主要完成将工件库中的工件依次推出。
1件
10.
搬运机械手机构
单杆气缸1只,双杆气缸1只,气动手爪1只,电感传感器1只,磁性开关5只,行程开关2只,步进电机1只,步进驱动器1只,单控电磁阀2只,双控电磁阀1只。
主要完成将工件从上料台搬运到输送带上。
1件
11.
皮带输送机构
三相交流减速电机(AC380V,输出转速130r/min)1台,滚动轴承4只,滚轮2只,传输带1500mmX67mmX2mm1条,主要完成将工件输送到分拣区。
1件
12.
物件分拣机构
旋转气缸,电感传感器1只,光纤传感器1只,漫反射式光电传感器1只,对射式光电传感器1对,磁性开关4只,物料分拣槽3个,导料块2只,单控电磁阀2只,完成物料的分拣工作。
1件
13.
接线端子转换板
接线端子和安全插座
1块
14.
物料
金属(铝)4个,尼龙黑白各4个
12个
15.
实训导线
强电导线/弱电导线若干
1套
16.
气管
C4/C6若干
1套
17.
PLC编程电缆
配套PLC使用
1条
18.
配套光盘
PLC编程软件(DEMO)、使用手册、程序等
1套
19.
配套工具
工具箱:
十字长柄螺丝刀,中、小号十字螺丝刀,钟表螺丝刀,剥线钳,尖嘴钳,剪刀,电烙铁,蹑子,活动扳手,内六角扳手
1套
20.
挂线架
TH-JD20
1个
21.
静音气泵
0.6〜0.8MPa
1台
22.
电脑推车
TH-JD21
1台
23.
计算机
品牌机
1台
用户自配
第二章光机电气一体化控制实训系统组成、工作原理、控制要求
及机构功能
一、系统要求
光机电气一体化控制实训系统由型材导轨式实训台、典型机电一体化设备机械部件、PLC模块、变频器模块、按钮模块、电源模块、模拟生产设备实训模块(包含上料机构、搬运机械手、皮带输送线、物件分拣等)、接线端子排、各种传感器、警示灯和气动电磁阀等组成。
整体结构釆用开放式和拆装式设计,学生可以组装、接线、编程和调试由上料机构、搬运机械手机构、皮带输送线和物料分拣组成的光机电一体化设备。
二、工作流程
三、控制要求
1.上料机构
在复位完成后,点动“启动”按钮,料筒光电传感器检测到有工件时,推料气缸将工件推出至存放料台,若3秒钟后,料筒检测光电传感器仍未检测到工件,则说明料筒内无物料,这时警示黄灯闪烁,放入物料后熄灭;机械手将工件取走后,推料气缸缩回,工件下落,气缸重复上一次动作。
2.蘇机械手机构
当存放料台检测光电传感器检测物料到位后,机械手手臂前伸,手臂伸出限位传感器检测到位后,延时0.5秒,手爪气缸下降,手爪下降限位传感器检测到位后,延时0.5秒,气动手爪抓取物料,手爪夹紧限位传感器检测到夹紧信号后;延时0.5秒,手爪气缸上升,手爪提升限位传感器检测到位后,手臂气缸缩回,手臂缩回限位传感器检测到位后;手臂向右旋转,手臂旋转一定角度后,手臂前伸,手臂伸出限位传感器检测到位后,手爪气缸下降,手爪下降限位传感器检测到位后,延时0.5秒,气动手爪放开物料,手爪气缸上升,手爪提升限位传感器检测到位后,手臂气缸缩回,手臂缩回限位传感器检测到位后,手臂向左旋转,等待下一个物料到位,重复上面的动作。
在分拣气缸完成分拣后,再将物料放入输送线上。
3.成品分拣机构
当入料口光电传感器检测到物料时,变频器接收启动信号,三相交流异步电机以30HZ的频率正转运行,皮带开始输送工件,当料槽一到位检测传感器检测到金属物料时,推料一气缸动作,将金属物料推入一号料槽,料槽检测传感器检测到有工件经过时,电动机停止;当料槽二检测传感器检测到白色物料时,旋转气缸动作,将白色物料导入二号料槽,料槽检测传感器检测到有工件经过时,旋转气缸转回原位,同时电动机停止;当物料为黑色物料直接导入三号料槽,料槽检测传感器检测到有工件经过时,电动机停止。
4.启动、停止、复位、警示
⑴系统上电后,点动“复位”按钮后系统复位,将存放料台、皮带上的工件清空,点动“启动”按钮,警示绿灯亮,缺料时警示黄灯闪烁;放入工件后设备开始运行,不得人为干预执行机构,以免影响设备正常运行。
(2)按“停止”按钮,所有部件停止工作,警示红灯亮,缺料警示黄闪烁。
5.突然断电的处理
突然断电,设备停止工作。
电源恢复后,点动“复位”按钮,再点动“启动”按钮。
四、上料机构
1.主要组成与功能
上料机构由井式工件库、光电传感器、工件、存放料台、推料气缸、安装支架等组成。
主要完成将工件依次送至存放料台上。
没有工件时,报警指示黄灯闪烁,放入工件后闪烁自动停止。
(1)光电传感器:
物料检测传感器为光电漫反射型传感器,检测到有物料时推料气缸将物料推出到存放料台,有物料时为PLC提供一个输入信号。
(2)推料气缸:
依次将工件推到存放料台上,由单相电控气阀控制。
(3)警示灯:
在设备停止时警示红灯亮,在设备运行时警示绿灯,在无物料时警示黄灯闪烁。
(4)井式工件库:
用于存放①32mm工件,料筒侧面有观察槽。
(5)安装支架:
用于安装工件库和推料气缸。
2.主要技术指标:
(1)控制电源:
直流24V/6A
(2)PLC控制器(三菱或松下或西门子或欧姆龙)
(3)光电传感器:
E3Z-LS63.SB03-1K
(4)磁性传感器:
D-A73
(5)单杆气缸:
CDJ2B16-75-A
(6)警示灯:
JD501-L01G/R/Y024
五、搬运机械手机构
1.
主要组成与功能
由气动手爪、双导杆气缸、单杆气缸、电感传感器、磁性传感器、多种类型电磁阀、步进电机及驱动器组成。
主要完成通过气动机械手手臂前伸,前臂下降,气动手指夹紧物料,前臂上升,手臂缩回,手臂旋转到位,手臂前伸,前臂下降,手爪松开将物料放入料口,机械手返回原位,等待下一个物料到位等动作。
(1)气动手爪:
完成工件的抓取动作,由双向电控阀控制,手爪夹紧时磁性传感器有信号输出,磁性开关指示灯亮。
(2)双导杆气缸:
控制机械手臂伸出、缩回,由电控气阀控制。
(3)单杆气缸:
控制气动手爪的提升、下降,由电控气阀控制。
(4)电感传感器:
机械手臂左摆或右摆到位后,电感传感器有信号输出。
(接线注意棕色接“+”、蓝色接“-”、黑色接“输出”)。
(5)磁性传感器:
用于气缸的位置检测。
当检测到气缸准确到位后将给PLC发出一个到位信号。
(磁性传感器接线时注意蓝色接“-”,棕色接“PLC输入端”)。
(6)步进电机及驱动器:
用于控制机械手手臂的旋转。
通过脉冲个数进行精确定位。
2.主要技术指标
⑴控制电源:
直流24V/6A
(2)PLC控制器(三菱或松下或西门子或欧姆龙)
(3)电磁阀:
4V120-06、4V130-06
(4)调速阀:
出气节流式
(5)磁性传感器:
D-A73、D-Y59B
(6)气缸:
CDJ2KB16-45-A、CXSM15-100
(7)气动手指:
MHZ2-10D
(8)电感式传感器:
LE4-1K
(9)步进电机:
57BYG350CL-SAKSML050
(10)步进驱动器:
3ND583
六、皮带输送与分拣机构
入料口调压过滤器
1.主要组成与功能
由皮带输送线、分拣料槽、单杆气缸、旋转气缸、三相异步电动机、磁性传感器、光电传感器、电感传感器、光纤传感器及电磁阀等组成。
主要完成物料的输送、分拣任务。
(1)光电传感器:
当有物料放入时,给PLC—个输入信号。
(接线注意棕色接“+”、蓝色接“-”、黑色接“输出”)。
(2)入料口:
物料入料位置定位。
(3)电感式传感器:
检测金属材料,检测距离为2、5mm(接线注意棕色接“+”、蓝色接“-”、黑色接“输出”)。
(4)光纤传感器:
用于检测非金属的白色物料,检测距离为3~8mm,检测距离可通过传感器放大器的电位器调节。
(接线注意棕色接“+”、蓝色接“-”、黑色接“输出”)。
(5)1号料槽:
用于放置金属物料。
(6)2号料槽:
用于放置白色尼龙物料。
(7)3号料槽:
用于放置黑色尼龙物料。
(8)推料气缸:
将物料推入料槽,由单向电控气阀控制。
(9)导料气缸:
在检测到有白色物料时,将导料块旋转到相应的位置。
(10)皮带输送线:
由三相交流异步电动机拖动,将物料输送到相应的位置。
(11)三相异步电动机:
驱动传送带转动,由变频器控制。
2.主要技术指标
(1)控制电源:
直流24V/6A
(2)PLC控制器(三菱或松下或西门子或欧姆龙)
⑶三相异步电动机:
41K25WAC380V,25W,输出轴转速130转/分。
(4)电磁阀:
4V110-06
(5)调速阀:
出气节流式
(6)磁性开关:
D-C73
(7)气缸:
CDJ2B10-60-B、MSQB10A
(8)光电传感器:
SB03-1K.WS/WE100-N1439
(9)电感传感器:
LE4-1K
(10)光纤传感器:
E3X-NA1KE32-DC200
(11)电容传感器:
CLG5-1K
(12)调压过滤器:
AFR-2000M(配有压力表0〜IMPa)
第三章光机电气一体化控制实训系统电气、气动控制及运行操作
一、电气控制电路组成
本系统电气控制部分集电源控制模块、按钮模块、可编程控制器模块、变频器模块、步进电机模块等于一体。
系统采用模块式设计,各个模块均为通用模块,可以互换,扩展性强,提供的PLC实训内容全面、丰富,锻炼学生的实际动手能力,整个实训过程简单、明了、易懂、易学。
在本系统上,所有电气元件均连接到接线端子排上,通过接线端子排连接到安全插孔,由安全接插孔连接到各个模块,提高实训考核装置的安全性。
二、气动原理及气动回路原理图
1.气动执行元件部分:
单杆气缸、薄型气缸、气动手爪、导杆气缸、双导杆气缸、旋转气缸。
2.气动控制元件部分:
单控电磁阀、双控电磁阀。
3.
气缸示意图
注:
气缸的正确运动使物料到达相应的位置,只要交换进出气的方向就能改变气缸的伸出(缩回)运动,气缸两侧的磁性开关可以识别气缸是否己经运动到位。
4•双向电磁阀示意图
注:
双向电磁阀用来控制气缸进气和岀气,从而实现气缸的伸出、缩回运动。
5.单向电磁阀示意图
注:
单向电磁阀用来控制气缸单向运动,实现气缸的伸岀、缩回运动。
与双向电磁阀的区别在双向电磁阀初始位置是任意的,可以控制两个位置,而单向电磁阀初始位置是固定的,只能控
制一个方向。
6.气动手爪控制示意图
注:
上图中手爪夹紧由单向电控气阀控制,当电控气阀得电,手爪夹紧,当电控气阀断电后,手爪张开。
三、光机电气一体化控制实训系统使用说明一西门子
㈠安全须知
1.在进行安装、接线等操作时,务必在切断电源后进行,以避免发生事故。
2.在进行配线时,请勿将配线屑或导电物落入可编程控制器或变频器内。
3.请勿将异常电压接入PLC或变频器电源输入端,以避免损坏PLC或变频器
4.请勿将AC电源接于PLC或变频器输入/输出端子上,以避免烧坏PLC或变频器,请仔细检查接线是否有误。
5.在变频器输出端子(U、V、W)处不要连接交流电源,以避免受伤及火灾,请仔细检查接线是否有误。
6.当变频器通电或正在运行时,请勿打开变频器前盖板,否则危险。
7.在插拔通信电缆时,请务必确认PLC输入电源处于断开状态。
(二)实训模块
1•电源模块:
三相四线380V交流电源经三相电源总开关后给系统供电,设有保险丝,具有漏电和短路保护功能,提供单相双联暗插座,可以给外部设备、模块供电,并提供单、三相交流电
源,同时配有安全连接导线。
2.按钮模块:
提供红、黄、绿三种指示灯(DC24V),复位、自锁按钮,急停开关,转换开关、蜂鸣器。
提供24V/6A.12V/5A直流电源,为外部设备提供直流电源。
3.变频器模块:
采用西门子MM420变频器,三相380V供电,输出功率0.75KW。
集成RS-485通讯接口,提供BOP操作面板;具有线性V/F控制、平方V/F控制、可编程多点设定V/F控制,磁通电流控制、直流转矩控制;集成3路数字量输入/I路继电器输出,1路模拟量输入/I路模拟量输出;具备过电压、欠电压保护,变频器、电机过热保护,短路保护等。
提供调速电位器,所有接口均采用安全插连接。
4.PLC模块:
采用CPU226DC/DC/DC(24路数字量输入/16路晶体管输出)、两个RS-485通信口、+EM222(8路数字量输出),在PLC的每个输入端均有开关,PLC主机的输入/输出接口均已连到面板上,方便用户使用。
(三)西门子变频器参数设置及操作
1.
变频器操作面板说明
2.
3.基本操作面板功能说明
下面的图表说明如何改变参数P0004的数值。
修改下标参数数值的步骤见下面列出的P0719
例图。
按照这个图表中说明的类似方法,可以用’BOP'设定任何一个参数。
改变P0004-参数过滤功能
操作步骤
显示的结果
1
按访问参数
rOOOO
2
按■宜到显示出F0004
P0004
3
按翩进入診数数值访问级
0
&
4
按翩或HI达到所布要的数值
3
<3
5
按|0|确认并存储勢数的数值
P0004
<3
6
使用者只能看到命令参数
修改下标参数P0719选样命令/设定值源
操作步骤
显示的结果
1按|<>|访问参数
rOOOO
2按■直到显示出P0719
POT19
3按圖|进入参数数值访问级
mOOO
4按显不当前的设定但
0
5按m或◎!
选择运行所需要的圮大烦率
1?
6按K〉确认和存W5FO719的设定值
P0119
7按创直到显示出rcoo°
rOOOO
8
图3・6用BOP修改参数说明■忙碌信息
修改卷数的数值时,BOP有时会显示:
P■■■■
■o表明变频器正忙于处理优先级更高的任务。
4.
端子接线操作说明
4.端子的功能
端子号
端子功能
相关参数
1
频率设定电源(+10V)
2
频率设定电源(0V)
3
模拟信号输入端AIN+
P0700
4
模拟信号输入端AIN-
P0700
5
多功能数字输入端DIN1
P0701
6
多功能数字输入端DIN2
P0702
7
多功能数字输入端DIN3
P0703
8
多功能数字电源+24V
9
多功能数字电源0V
10
输出继电器RL1B
P0731
11
输出继电器RL1C
P0731
12
模拟输出AOUT+
P0771
13
模拟输出AOUT-
P0771
14
RS485串行链路P+
P0004
15
RS485串行链路N-
P0004
5.参数设置旎
运行壮(基本运行)
为了快速修改参数的数值,可以单独修改显示出的每个数字,操作步骤如下:
(1)确信己处于某一参数数值的访问级(参看“用BOP修改参数”)。
(2)
按画(功能键),最右边的一个数字闪烁。
(4)再按画(功能键),相邻的下一位数字闪烁。
(5)执行2至4步,直到显示出所要求的数值。
(6)按凰退出参数数值的访问级。
提示:
功能键也可以用于确认故障的发生。
&主要参数设置
序号
参数代号
设置值
说明
1
P0010
30
调出出厂设置参数
2
P0970
1
恢复出厂值
3
P0003
3
参数访问级
4
P0004
0
参数过滤器
5
P0010
1
快速调试
6
P0100
0
工频选择
7
P0304
380
电动机的额定电压
8
P0305
0.17
电动机的额定电流
9
P0307
0.03
电动机的额定功率
10
P0310
50
电动机的额定频率
11
P0311
1500
电动机的额定速度
12
P0700
2
选择命令源(外部端子控制)
13
P1000
1
选择频率设定值
14
P1080
0
电动机最小频率
15
P1082
50.00
电动机最大频率
16
P1120
2.00
斜坡上升时间
17
P1121
5.00
斜坡下降时间
18
P3900
1
结束快速调试
19
P0003
3
检査P0003是否为3
20
P1040
30
频率设定
(四)光机电气一体化控制实训系统运行及操作
1.按照I/O地址分配表、PLC控制原理图和端子接线图用安全导线完成按钮模块、PLC模块、变频器模块输入/输出端与实训系统端子排之间连接。
接线时请按照如下规则进行操作:
序号
器件名称
接线规则
1
磁性传感器
正端与PLC的输入端相连,负端连接至24V直流电源的“0V”端
2
光电传感器
信号输出端与PLC的输入端相连,正端连接至24V直流电源的正端,负端全部连接至24V直流电源的负端。
3
按钮开关
常开端与PLC的输入端相连,公共端连接至直流电源的“0V”端
4
电磁阀
正端与PLC的输出端相连,负端连接至0V直流电源的负端。
5
步进电机驱动器
拨码SW1〜4为ON,步进电机PUL-(53)接机械手旋转限位端(48),机械手旋转限位端(49)接0V直流电源的负端。
控制信号正端与PLC输出相连,其他信号负端接0V直流电源的负端。
6
警示灯
信号端接PLC的输出端,公共端接0V直流电源的负端。
2.变频器的电源输入端LI、L2、L3分别接到电源模块中三相交流电源U、V、W端;变频器输出端U、V、W分别接到接线端子排的电机输入端86、87、88o
3.将系统左侧的三


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机电 一体化 实验 说明书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
大型设备运输合同范本.docx
-
成人军训感悟体会6篇企业员工军训感悟体会.docx
-
大学英语六级考试真题及答案.docx
-
城市道路交通规划设计规范.docx
-
大学山东农业大学专利科研成果对接活动.docx
-
代理记账业务管理内部规范标准资料.docx
-
城市污水处理设计规范.docx
-
大学生个人总结800字通用12篇.docx
-
单片机实验指导书资料.docx
-
大学生三好学生申报材料.docx
-
充装站操作规程范文.docx
-
当代中国景观事业的发展危机及其对策探讨.docx
-
党支部组织生活制度及各类会议流程图doc.docx
-
初二反思的.docx
-
大学生新年狂欢夜策划书范文策划书doc.docx
-
初级会计师财务管理考试大纲.docx
-
道路运输从业人员管理规定释义.docx
-
大学学生会学习部工作计划书.docx
-
初三物理人教版试题及答案.docx
