 创业杯数控车床技能大赛试题.docx
创业杯数控车床技能大赛试题.docx
- 文档编号:11058065
- 上传时间:2023-02-24
- 格式:DOCX
- 页数:31
- 大小:78.40KB
创业杯数控车床技能大赛试题.docx
《创业杯数控车床技能大赛试题.docx》由会员分享,可在线阅读,更多相关《创业杯数控车床技能大赛试题.docx(31页珍藏版)》请在冰豆网上搜索。
创业杯数控车床技能大赛试题
“创业杯”数控车床技能大赛试题1
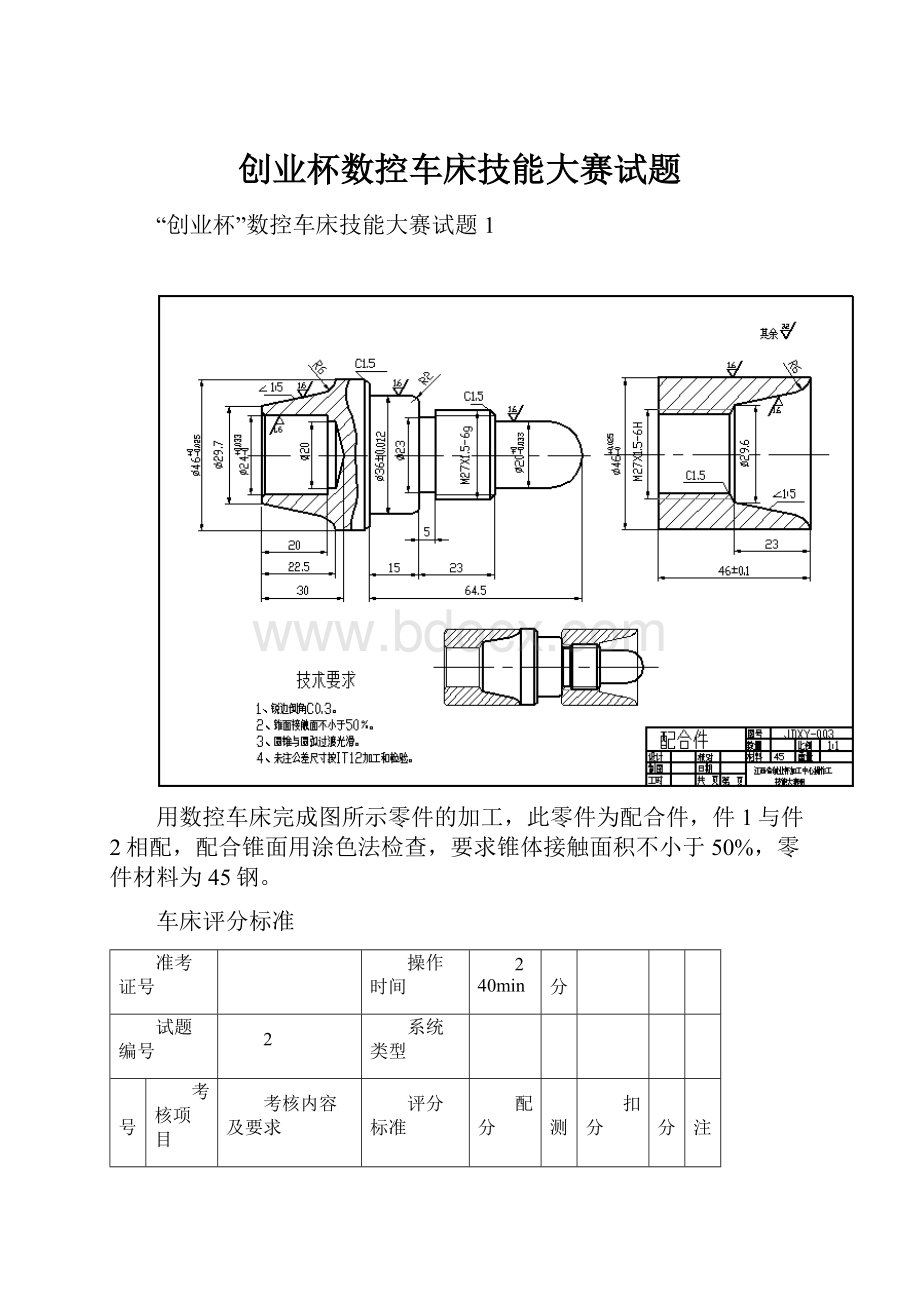
用数控车床完成图所示零件的加工,此零件为配合件,件1与件2相配,配合锥面用涂色法检查,要求锥体接触面积不小于50%,零件材料为45钢。
车床评分标准
准考证号
操作时间
240min
得分
试题编号
2
系统类型
序号
考核项目
考核内容及要求
评分标准
配分
检测
结果
扣分
得分
备注
1
工件1
M27×1.5-6g
超差不得分
6
2
R6
超差不得分
3
5
倒角(2处)
错、漏1处扣1分
2
6
97±0.05
每超差0.01扣1分
2
7
Ø46-0.025
IT
每超差0.01扣1分
3
8
Ra3.2
每降1级扣1分
2
9
Ø24+0.033
IT
每超差0.01扣1分
3
10
Ra1.6
每降1级扣1分
2
Ø20-0.033
IT
每超差0.01扣1分
3
Ra1.6
每降1级扣1分
2
11
Ø36±0.012
IT
每超差0.01扣1分
3
12
Ra1.6
每降1级扣1分
2
Ø29.6
超差不得分
2
5
超差不得分
4
Ø23
超差不得分
2
20
超差不得分
2
22.5
超差不得分
2
15
超差不得分
2
23
超差不得分
2
64.5
超差不得分
3
锥度1:
5
超差不得分
4
13
工件2
Ø46+0.025
IT
每超差0.01扣1分
3
14
Ra1.6
每降1级扣1分
2
Ø29.6
超差不得分
2
15
M27×1.5-6H
超差不得分
6
16
锥度1:
5
超差不得分
4
17
23
每超差0.01扣1分
2
18
97±0.1
每超差0.01扣1分
3
20
R6
超差不得分
3
21
倒角
错、漏不得分
1
22
配合
螺纹配合
超差不得分
4
锥度配合
超差不得分
4
安全文
明生产
1.遵守机床安全操作范围
2.刀具,工具,量具放置规范
3.设备保养、场地整洁
酌情扣1~5分
3
工艺合理
1.工件定位,夹紧及刀具选择合理
2.加工顺序及刀具轨迹路线合理
酌情扣1~5分
3
程序编制
1.指令正确,程序完整
2.数值计算正确,程序编写表现出一定的技巧,简化计算和加工程序
3.刀具补偿功能运用正确,合理
4.切削参数,坐标系选择正确.
酌情扣1~5分
4
其他项目
发生重大事故(人身和设备安全事故等),严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操竞赛资格
记录员
监考人
检验员
考评人
各工序刀具的切削参数
序号
加工面
刀具号
刀具类型
主轴转速n/r.min-1
进给速度vf/mm.r-1
件1
1
粗车小端外形
T1
930菱形外圆车刀
800
0.3
2
精车外形
T2
1000
0.1
3
切退刀槽
T3
b=5切槽刀
200
0.1
4
车外螺纹
T4
60º外螺纹车刀
300
1.5
5
调头装夹钻孔
Ø20麻花钻
500
手动
粗车大端外形
T1
930菱形外圆车刀
800
0.3
6
精车大端外形
T2
1000
0.1
7
粗镗内孔
T5
内孔镗刀
600
0.3
8
精镗内孔
1000
0.1
件2
9
钻孔
Ø20麻花钻
500
手动
10
粗车外形
T1
930菱形外圆车刀
800
0.3
11
精车外形
T2
1000
0.1
12
粗镗内孔
T5
内孔镗刀
600
0.3
13
精镗内孔
1000
0.1
14
车内螺纹
T6
60º内螺纹车刀
200
1.5
参考程序:
O1001;(件1程序—车小头)
N0010G97G99G40S800M03T0101;
N0020G00X80.0Z50.0;
N0030G00X51.0Z2.0;
N0040G71U3.0R0.8;
N0050G71P60Q180U0.4W0.2F0.3;
N0060G01X0F0.1;
N0070Z0;
N0080G03X20.0Z-10.0R10.0;
N0090G01Z-26.5;
N0100X24.0;
N0110X27.0Z-28.0;
N0120Z-49.5;
N0130X32.0;
N0140G03X36.0Z-51.5R2.0;
N0150G01Z-64.5;
N0160X43.0;
N0170X46.0Z-66.0;
N0180Z-77.0;
N0190G00X80.0Z50.0;
N0200G97G99G40S1000M03T0202;
N0210G00X51.0Z2.0;
N0220G70P60Q180;
N0230G00X80.0Z50.0;
N0240G97G99G40S200M03T0303;
N0250G00X38.0Z-49.5;
N0260G01X23.0F0.1;
N0270G04X4.0;
N0280G01X38.0;
N0290G00X80.0Z50.0;
N0300G97G99G40S300M03T0404;
N0310G00X29.0Z-24.5;
N0320G92X26.2Z-46.5F1.5;
N0330G92X25.6Z-46.5F1.5;
N0340G92X25.2Z-46.5F1.5;
N0350G92X25.04Z-46.5F1.5;
N0360G00X80.0Z50.0;
N0370M30;
O1002;(件1程序—车大头)
N0010G97G99G40S600M03T0101;
N0020G00X51.0Z32.5;
N0030G01X0F0.2;
N0040Z34.5.0;
N0050G00X51.0;
N0060G71U3.0R0.8
N0070G71P80Q110U0.4W0.1F0.3;
N0080G01G42X28.9F0.1;
N0090X36.827Z14.681;
N0100G02X46.0Z10.0R6.0;
N0110G01X51.0;
N0120G00X80.0Z120.0;
N0130G97G99G40S1000M03T0202;
N0140G00X51.0Z34.5;
N0150G70P80Q110;
N0160G00X80.0Z120.0;
N0170G97G99G40S600M03T0505;
N0180G00X18.0Z34.5;
N0190G90X23.0Z12.5F0.3;
N0200S1000M03;
N0210G01X27.0F0.1;
N0215Z32.5;
N0220X24.016Z31.0;
N0230Z12.5;
N0240X18.0;
N0250G00Z120.0;
N0260X80.0;
N0270M30;
O0003;(件2程序)
N0010G97G99G40S600M03T0101;
N0020G00X80.0Z50.0;
N0030G00X51.0Z2.0;
N0040G71U3.0R0.6;
N0050G71P60Q70U0.4W0.2F03;
N0060G01X46.0F0.1;
N0070Z-55.0;
N0080G00X80.0Z120.0;
N0090G97G99G40S1000M03T0202;
N0100G00X51.0Z2.0;
N0110G70P60Q70;
N0120G00X80.0Z120.0;
N0130G97G99G40S1000M03T0505;
N0140G00X23.0Z2.0
N0150G71U3.0R0.6;
N0160G71P170Q220U0.4W0.2F0.3;
N0170G01G41X46.0F0.1;
N0180Z0;
N0190G02X36.932Z-4.67R6.0;
N0200G01X29.6Z-23.0;
N0210X26.0Z-24.5;
N0220Z-55.0;
N0230S1000M03;
N0240G70P170Q220;
N0250G97G99G40S200M03T0606;
N0260G00X24.0Z10.0;
N0270Z-21.0;
N0280G92X26.3Z-48.0F1.5;
N0290G92X26.9Z-48.0F1.5;
N0290G92X27.3Z-48.0F1.5;
N0290G92X27.47Z-48.0F1.5;
N0300G00Z120.0;
N0310X80.0;
N0320G97G99G40S200M03T0404;
N0330G00X47.0Z-46.0;
N0340G01X24.0F0.1;
N0350G00X80.0Z120.0
N0360M30;
“创业杯”数控车床技能大赛试题2
用数控车床完成图所示零件的加工,毛坯为Φ70×125㎜的棒料。
车床评分标准
准考证号
操作时间
300min
得分
试题编号
2
系统类型
序号
考核项目
考核内容及要求
评分标准
配分
检测
结果
扣分
得分
备注
1
直
径
Ø65-0.019
超差不得分
6
2
Ø45-0.017
超差不得分
6
3
Ø35-0.027-0.01
超差不得分
6
4
Ø58
超差不得分
2
5
Ø51
超差不得分
2
6
Ø32
超差不得分
2
7
Ø25
超差不得分
2
8
Ø15
超差不得分
2
9
长
度
120±0.1
超差不得分
4
10
25
超差不得分
4
11
75
超差不得分
4
12
55±0.05
超差不得分
4
13
30(两处)
1处超差扣2分
4
14
5(外槽宽)
超差不得分
2
15
8(内槽宽)
超差不得分
2
16
半径
R8±0.05
超差不得分
5
17
螺纹
M30×2-6g(两处)
1处超差扣7分
14
18
倒角
1
(2)×450(六处)
1处超差扣1分
6
19
表面
Ra0.8(3处)
1处超差扣2分
6
20
Ra1.6(3处)
1处超差扣1分
3
21
Ra3.2
1处超差扣1分
3
22
安全文
明生产
1.遵守机床安全操作范围
2.刀具,工具,量具放置规范
3.设备保养、场地整洁
酌情扣1~5分
3
23
工艺合理
1.工件定位,夹紧及刀具选择合理
2.加工顺序及刀具轨迹路线合理
酌情扣1~5分
3
24
程序编制
1.指令正确,程序完整
2.数值计算正确,程序编写表面出一定的技巧,简化计算和加工程序
3.刀具补偿功能运用正确,合理
4.切削参数,坐标系选择正确,
合理
酌情扣1~5分
5
其他项目
发生重大事故(人身和设备安全事故等),严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操竞赛资格
记录员
监考人
检验员
考评人
各工序刀具的切削参数
数控加工工序(工步)卡
零件图号
零件名称
材料
使用设备
轴
45钢
工步号
工步内容
刀具号
刀具名称
刀具规格
主轴转速
(rpm)
进给速度(mm/r)
刀具半径补偿号
刀具长度补偿号
备注
1
(车大端)手动进给钻Ø15孔
钻头
Ø15mm
2
车内螺纹底孔至Ø27.4
T0101
内孔车刀
500
0.2
3
车内退刀槽
T0202
内槽切刀
刀宽8mm
500
0.1
4
粗车Ø65、Ø45外圆及端面、倒角
T0303
外圆粗车刀
930右偏刀
600
0.25
5
精车Ø65、Ø45外圆及端面
T0404
外圆精车刀
930右偏刀
800
0.1
6
车内螺纹M30×2
T0505
内螺纹车刀
600螺纹刀
400
7
8
(调头、车小端)
9
粗车Ø34、R8圆弧、圆锥面
T0303
外圆粗车刀
930右偏刀
500
0.25
10
螺纹外圆面、端面、倒角等
11
精车Ø34、R8圆弧、圆锥面、螺纹
T0404
外圆精车刀
930右偏刀
800
0.1
12
外圆面、端面
13
车外螺纹退刀槽5×Ø25
T0101
外槽切刀
刀宽5mm
400
0.1
14
车M30×2螺纹
T0202
外螺纹切刀
600螺纹刀
400
15
16
17
参考程序
(说明:
工件
15内孔用手动钻削。
)
车削大端程序:
O0016
N1G97G99G21G40;
N2M03S600T0101;(内孔车刀)
N3G00X10.0Z5.0M08;
N4G90X21.0Z-38.0F0.2;
N5X25.0;
N6X26.5;
N7X27.4;
N8G00X80.0Z100.0T0202;(内槽切刀)
N9X24.0Z5.0;
N10Z-38.0;
N11G01X32.0F0.1;
N12G04X1.0;
N13G00X24.0;
N14Z100.0;
N15X80.0T0303;(外园粗车刀)
N16G00X76.0Z5.0;
N17G71U2.0R0.5;
N18G71P19Q25U1.0W0.5F0.25;
N19G00X33.0M03S800;
N20G01X45.0Z-1.0F0.1;
N21Z-25.0;
N22X63.0;
N23X65.0Z-26.0;
N24Z-50.0;
N25X75.0;
N26G00X80.0Z100.0T0404;(外园精车刀)
N27X76.0Z5.0;
N28G70P19Q25;
N30G00X80.0Z100.0T0505;(内螺纹车刀)
N31M03S400;
N32G00X20.0Z5.0;
N33G92X27.8Z-33.0F2.0;
N34X28.3;
N35X28.8;
N36X29.3;
N37X29.7;
N38X29.9;
N39X30.0;
N40G00X80.0Z100.0M09;
N41M05;
N42M30;
车削小端程序:
O0018
N1G97G99G21G40;
N2M03S500T0303;(外园粗车刀)
N3G00X76.0Z5.0M08;
N4G71U2.0R0.5;
N5G71P6Q15U1.0W0.5F0.25;
N6G00G42X6.0Z5.0M03S800;
N7G01X30.0Z-2.0F0.1;
N8Z-30.0;
N9X35.0;
N10Z-47.0;
N11G02X51.0Z-55.0R8.0;
N12G01X58.0Z-76.0;
N13X63.0;
N14X65.0Z-76.0;
N15X75.0;
N16G00G40X80.0Z100.0T0404;(外园精车刀)
N17X76.0Z5.0;
N18G70P6Q15;
N19G00X80.0Z100.0T0101;(车槽刀)
N20X40.0Z-30.0M03S500;
N21G01X25.0F0.1;
N22G04X1.0;
N23G00X40.0;
N24X80.0Z100.0T0202;(外螺纹车刀)
N25M03S400;
N26G00X40.0Z5.0;
N27G92X29.4Z-27.5F2.0;
N28X28.8;
N29X28.2;
N30X27.8;
N31X27.5;
N32X27.4;
N33X27.35;
N34G00X80.0ZZ100.0M09;
N35M05;
N36M30;
“创业杯”数控车床技能大赛试题3
用数控车床完成图示零件的加工,此零件为配合件,配合锥面用涂色法检查,要求锥体接触面积不小于50%,零件材料为45钢。
评分标准
准考证号
操作时间
300min
得分
试题编号
2
系统类型
序号
考核项目
考核内容及要求
评分标准
配分
检测
结果
扣分
得分
备注
1
Φ280-0.02
件1
超差不得分
6
2
Φ420-0.02(两处)
件1
超差不得分
6
3
Φ480-0.03
件1
超差不得分
6
4
Φ350-0.02
件1
超差不得分
6
5
SΦ52±0.03
件1
超差不得分
4
6
M24
件1、件2配合
超差不得分
8
7
20±0.2
件1
超差不得分
2
8
12±0.2
件1
超差不得分
2
9
150±0.3
件1
超差不得分
2
10
Φ28+0.030
件2
超差不得分
6
11
Φ35+0.030
件2
超差不得分
6
12
Φ520-0.03
件2
超差不得分
6
13
20±0.02
件2
超差不得分
5
14
60±0.02
件2
超差不得分
5
15
倒角1×45º(6处)
件1、件1
3
16
倒角2×45º
件1
0.5
17
倒角2×45º(2处)
件2
0.5
18
Ra1.6
共11处
5.5
19
配作(间隙1+0.05)
超差不得分
8.5
20
安全文明生产
1.遵守机床安全操作范围
2.刀具,工具,量具放置规范
3.设备保养、场地整洁
酌情扣1~5分
3
21
工艺合理
1.工件定位、夹紧及刀具选择合理
2.加工顺序及刀具轨迹路线合理
酌情扣1~5分
3
22
程序编制
1.指令正确,程序完整
2.数值计算正确,程序编写表面出一定的技巧,简化计算和加工程序
3.刀具补偿功能运用正确,合理
4.切削参数,坐标系选择正确,合理
酌情扣1~5分
6
其他项目
发生重大事故(人身和设备安全事故等),严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操竞赛资格
记录员
监考人
检验员
考评员
各工序刀具的切削参数
数控加工工序(工步)卡
零件图号
零件名称
材料
使用设备
45#钢
CKD6140D
工步号
工步内容
刀具号
刀具名称
刀具规格
主轴转速
进给速度
刀具半径补偿号
刀具长度补偿号
备注
1
Φ280-0.02、Φ35+-0.05、Φ420-0.02、Φ480-0.03外径
T01
外圆粗车
93°
500r/min
0.2mm/r
01
01
2
Φ280-0.02、Φ35+-0.05、Φ420-0.02、Φ480-0.03外径
T02
外圆精车
55°
1000r/min
0.1mm/r
02
02
3
Φ350-0.02、Φ420-0.02、外径
T01
外圆粗车
93°
500r/min
0.2mm/r
01
01
4
Φ350-0.02、Φ420-0.02、外径
T02
外圆精车
55°
1000r/min
0.1mm/r
02
02
5
R26、SΦ52±0.03
T02
外圆精车
55°
500r/min
0.2mm/r
02
02
6
R26、SΦ52±0.03


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 创业 数控车床 技能 大赛 试题
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
教师后备干部考试试题.docx
-
汽车一级维护教案.docx
-
教育部最新公布普通本科院校共879所.docx
-
教综 题库.docx
-
防止静电事故通用导则GB12158.docx
-
届福建省龙岩市高三上学期期末教学质量检查英语试题及答案.docx
-
分数乘法精品练习题21.docx
-
福建省届九年级上学期期中考试语文试题及答案一.docx
-
届高三一轮复习 古代诗歌阅读 单元测试解析.docx
-
附录9倒杆事故案例0327.docx
-
高墩大跨连续刚构桥施工技术研究报告之三.docx
-
届湖北省武汉市高三毕业生四月调研测试英语试题 扫描版含答案.docx
-
高级财务会计《合并财务报表上》练习题.docx
-
届浙江宁波南三县九年级上期末英语复习试题含听力原稿 答案.docx
-
精品课文小学一年级语文上册教案1.docx
-
高考理综生物化学选择题训练题75套含答案.docx
-
高考诗文名句大全共500句.docx
-
精选高年级作文题目一.docx
-
高考语文读写一体化复习方案1.docx
