 热处理工艺规范.docx
热处理工艺规范.docx
- 文档编号:110383
- 上传时间:2022-10-03
- 格式:DOCX
- 页数:13
- 大小:33.50KB
热处理工艺规范.docx
《热处理工艺规范.docx》由会员分享,可在线阅读,更多相关《热处理工艺规范.docx(13页珍藏版)》请在冰豆网上搜索。
热处理工艺规范
一、淬火、回火工艺规范
1.淬火、回火准备工作:
1)检查设备,仪表是否正常;2)正确选择夹具;3)检查零件表面是否有碰伤、裂纹、锈斑等缺陷;4)确认零件要求的淬火部位硬度、变形等的技术要求,核对零件的形状、材料的加工状态是否与图样及工艺文件相符合;5)表面不允许氧化、脱碳的零件,当在空气炉加热时,应采取防氧化脱碳剂装箱保护或采用真空炉加热;6)易开裂的部位如尖角靠边的孔,应采取预防措施,如塞石棉、耐火泥等。
2.常见材料淬火、回火工艺规范
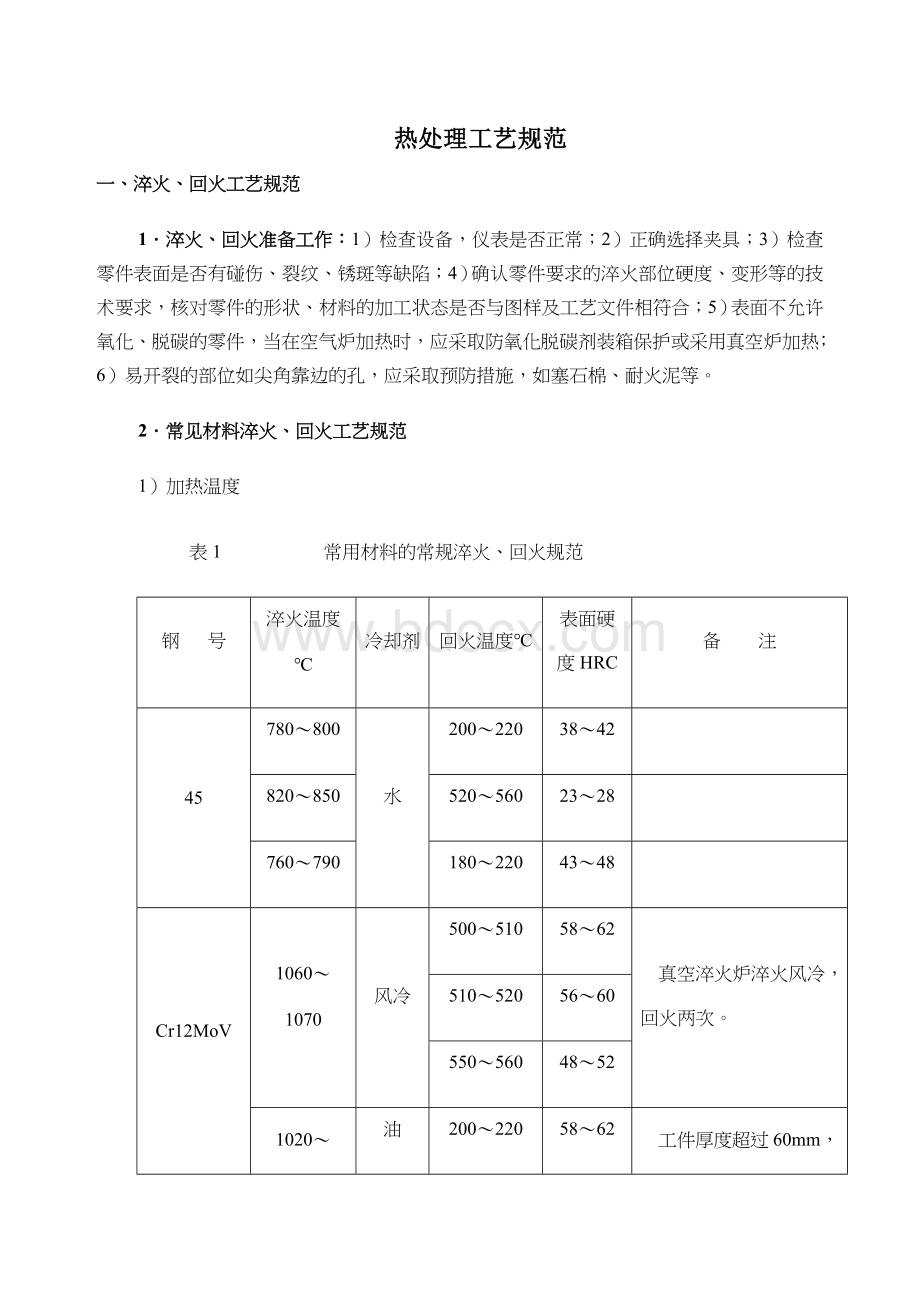
1)加热温度
表1常用材料的常规淬火、回火规范
钢号
淬火温度℃
冷却剂
回火温度℃
表面硬度HRC
备注
45
780~800
水
200~220
38~42
820~850
520~560
23~28
760~790
180~220
43~48
Cr12MoV
1060~1070
风冷
500~510
58~62
真空淬火炉淬火风冷,回火两次。
510~520
56~60
550~560
48~52
1020~1040
油
200~220
58~62
工件厚度超过60mm,而且淬油的,必须回火三次。
500~520
55~58
520~530
54~56
560~580
44~48
9CrWMn
820~840
油
190~210
58~62
真空淬火炉
Cr12Mo1V1
1020~1040
油
500~520
50~56
真空淬火炉
200~220
58~62
1050~1080
风冷
510~540
56~61
真空淬火炉淬火风冷,回火两次;工件厚度超过60mm,而且淬油的,必须回火三次。
4Cr5MoSiV1
1000~1040
油
200~220
48~52
4Cr13
1020~1050
油
200~220
49~54
7Cr7Mo3V2Si
1110~1130
油
560回火三次
58~62
真空炉淬火、回火
HS-1
960~980
空冷
180~200
58~62
可火焰淬火
注:
Cr12Mo1V1即D2(美国)、(德国)、SLD(日立)、SKD11(日本)、K110(奥地利);
9CrWMn即O1(美国)、(德国)、K460(奥地利);
4Cr5MoSiV1即H13(美国)、(德国)、8407/8402(一胜百)、W302(奥地利);
7Cr7Mo3V2Si即LD1;
HS-1是高级火焰淬火,多用模具钢;
除45号钢或特别说明均采用回火两次的工艺。
2)淬火保温时间t=8~10min+kαD
k——装炉系数(1~);α——保温系数(见表2);D——零件有效厚度。
表2淬火保温系数
钢种
加热温度℃
保温系数
电炉
真空炉
碳素工具钢
550~650℃(预热)
~
2~
760~840
~
~
低合金模具钢
550~650(预热)
~
~3
820~950
~
~1
中、高合金模具钢
580~650
1~
~
800~850
1~
~
950~1100
~1
~
3)回火保温时间
①工件有效厚度d<=50mm,保温2小时;
②工件有效厚度d>50mm,按照保温时间t=d/25(小时)计算;
③每次回火后空冷至室温,再进行下次回火。
4)去应力(入炉时效)
①高合金钢550~650℃,热透后,保温时间>3小时;
3.淬火和回火设备
1)淬火设备——真空淬火炉、中温箱式炉、高温箱式炉。
2)回火设备——真空回火炉、中温箱式炉。
3)冷却设备——水槽、油槽、风箱。
设备名称
有效工作尺寸
功率
最高使用温度
真空淬火炉
900X600X450
125Kw
13000C
真空回火炉2R-48
900X720X420
48Kw
7000C
铝型材加热炉863-008
800X600X500
25Kw
6000C
箱式电阻炉863-004
500X300X200
12Kw
10000C
箱式电阻炉863-003
810X550X550
20Kw
13500C
高温箱式电阻炉863-007
950X450X350
45Kw
12000C
4.操作方法
1)零件应均匀摆放于炉内有效加热区,在箱式炉中一般为单层排列加热,工件间适当间隙。
小件可适当堆放,但要酌情增加保温时间。
2)细长零件加热要考虑装炉方法,以减少工件变形,如垂直吊挂,侧立放平支稳等。
3)零件同炉加热,截面尺寸不宜相差过大,厚度10~50mm同一炉,50~80mm同一炉,大截面零件应摆放在炉膛里面,以便小工件先出炉。
大小零件分别计算加热时间(仅指箱式炉)。
4)高合金钢及形状复杂的中小截面零件,应在550~650℃装炉,并经预热保温后,才能进行升温加热。
5)高温合金钢零件要经过一次或两次预热,才能加热淬火(见下图)。
淬火加热
1060~1070oC
6)不同类型的零件在淬火冷却过程中应遵守下列原则:
轴、套筒、圆环类零件:
应沿轴心方向垂直进入冷却剂,并在冷却剂中上下窜动。
垫圈类零件:
应径向垂直进入冷却剂。
长板类零件:
选择横向侧面进入冷却剂为好。
有盲孔凹面的零件:
盲孔凹面向上进入冷却剂。
截面厚薄相差较大的零件:
大截面部分应先进入冷却剂。
带单面长槽的零件:
应槽口向上,一端倾斜45°进入冷却剂。
7)淬火后应及时回火,一般零件淬火至回火不超过4小时,大型或复杂易裂零件应立即回火。
8)返修的零件在重淬前一般需经高温回火或正火处理;合金工具零件应退火处理。
9)有淬裂危险的零件,在淬火冷却至50~80℃即应入炉回火。
10)需多次回火的零件,每次回火均应冷至室温。
11)凸、凹模和成形零件等硬件主要进真空炉热处理,真空度<=。
以防氧化、脱碳。
5.常见的缺陷及解决的办法
表3淬火缺陷原因及解决办法
缺陷特征
产生原因
解决方法
表面硬度低或软点
加热温度低,保温时间短;冷却速度慢或不均匀;从冷却介质中提出过早;表面或局部脱落;回火温度高;原始组织不良。
核对温度仪表,正确执行工艺;改变或搅拌冷却介质;严格检查原材料,改进预先热处理;采取保护加热。
马氏体
组织粗大
加热温度过高;原始晶粒太大。
严格控制温度;进行预先热处理。
变形与
开裂
原材料组织不均匀,有冶炼金属缺陷;加热温度过高;冷却太快或不均;零件的结构形状复杂;二次淬火前未经正火或退火处理;未及时回火或回火不充分。
合金工具钢锻件,锻造比小:
材质内碳化物严重,锻打时没击碎。
加强原材料进货检验;正确掌握工艺,选择合适冷却介质。
二、退火与正火工艺规范
1.准备工作
1)检查设备,仪表是否正常,并应事先将炉膛清理干净;
2)核对物料与图样是否相符,了解零件的技术要求与工艺规范;
3)正确选择工装夹具,确定出炉方法;
4)对不允许表氧化,脱碳的零件,应采用进行防氧化脱碳剂保护或真空炉处理。
2.工艺规范:
1)加热温度
表4常用钢退火工艺规范
钢号
Acl℃
加热温度℃
等温温度℃
等温时间(H)
退火硬度HB
GCr15
745
790~810
700~720
1~2
207~229
Cr12
810
850~870
730~750
6~8
207~215
Cr12MoV
810
850~870
720~740
3~4
207~215
表5常用钢材的正火温度
钢材
正火温度℃
硬度HB
45
840~860
170~217
40Cr
860~880
179~229
2)保温时间:
电炉加热的保温时间=零件有效厚度×保温系数
表6退火、正火保温系数
钢种
保温时间min/mm
退火
正火
碳素结构钢
~
~
合金结构钢
~
~
合金工具钢
~
3)冷却速度
碳素钢退火应以不大于100~200℃/h的冷却速度冷至500~550℃后空冷。
合金钢及高合金退火应不大于20~100℃/h的冷却速度冷至500~550℃后室冷,正火应在空气中散开冷却不允许堆放或置于潮湿的地上冷却,大件或要求硬度高的零件方可在流动空气中或其它介质中冷却。
3.加热设备:
退火、正火主要采用箱式炉,必要时可选用真空炉。
4.操作方法
1)零件装炉时,必须放置在预先确定的有效加热区内,装置量、装炉方式及堆放形式的确定应以保正零件均匀加热和冷却,且不造成有害缺陷的原则;装箱退火时,箱间距离应大于100mm。
2)装炉后需要检查零件与电热原件确无接触时,方可送电升温,在操作过程中,不得随意打开炉门。
3)零件的升温速度主要根据化学成份,几何形状等因素来确定,对于高碳,高合金钢断面较大或形状复杂的零件,以及装箱退火零件,应采用低温装炉,加热到500~550℃保温一段时间后再加热到规定的温度。
4)保温时间从炉温达到规定的温度算起,但装炉量大时,应适当延长,对于装箱退火,通常应增加2~3h。
5)对于易变形件,装炉时应注意,支平放稳。
5.常见缺陷及解决方法:
缺陷特征
产生原因
解决方法
硬度高,球化不完全,细片状碳化物多
加热温度低或保温时间短。
重新退火
网状碳化物严重
正火温度偏低;保温时间太短;冷速不够或退火温度超过Acm。
加热到Acm以上温度后快冷到670℃以下空冷再重新退火。
碳钢中自由石墨析出呈黑色断口
退火时从1000℃缓冷时间太长或在760~780℃停止时间太长。
报废
三、火焰淬火工艺
1.准备工作
1)检查乙炔,氧气瓶的压力是否符合要求;
2)检查零件是否与图样及文件及工艺文件相符,表面不得有氧化皮、毛刺等;
3)适用于火焰淬火的材料是:
含碳量在~%碳素钢最适宜,以及碳含量为~
%的低合金钢。
在表面淬火前,为了获得良好的淬火质量,一般先进行正火和调质处理得到细晶粒的索氏体加铁素体或回火索氏体组织。
2.工艺规则
1)气体压力与流速:
压力过低会造成淬火表面硬度过低,压力过大会引起火焰跳动,一般情况下氧气压力取~乙炔气的压力取~;
2)混合气的比例通常为氧:
乙炔=(:
1)~(:
1),这样即为中性火焰;
3)喷火器应与零件表面垂直,距冷却水的距离应为10~40mm;
4)零件加热温度一般为880~900℃,目测时呈现樱红色即可淬火;
5)对含碳量%以下的碳钢用15~25℃的水冷却,碳含量大于%的碳钢和含铬及锰的低合金钢用30~40℃的水与空气的联合冷却,部分高合金钢可以空冷;
6)对于易产裂纹的工件,淬火后应及时回火;
7)HS-1火焰淬火:
中性焰,火焰长度10~15mm距刃口边缘4~6mm,加热带8~12mm(单喷嘴)12~20mm(双喷嘴);氧气压力49~69N/mm,乙炔压力~mm,可经火焰预热180~200℃,1~小时,淬火加温900~1000℃(目测);空冷,一般模具淬火后可用火焰回火,回火后表面硬度50~60HRC,淬硬层3~4mm。
3.常见缺陷及解决办法:
缺陷特征
产生原因
解决办法
淬裂
原始组织不良;淬火温度高;加热冷却速度快;零件结构复杂。
进行预先热处理;调整喷焰器的移动速度和距零件的距离;大型零件可


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 热处理 工艺 规范
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 党组织、党员联系服务师生工作制度.docx
党组织、党员联系服务师生工作制度.docx
 物流与供应链管理 第七章 供应链综合计划.pptx
物流与供应链管理 第七章 供应链综合计划.pptx
-
民族团结教案doc格式.docx
-
民族团结教案doc格式.docx
-
中国象棋ppt模板.pptx
-
设备质量保证措施.docx
-
电力公司招聘行政能力测试试题及解析.docx
 回弹仪检测多孔砖砖强度计算表.xls
回弹仪检测多孔砖砖强度计算表.xls
-
汽车理论1.3.doc
-
电动汽车充换电站项目商业计划书.doc
-
幼儿园指南试题及答案.doc
-
护理教案模板.doc
-
资料台账表格.xlsx
-
红军长征的历史叙述是怎样形成的.docx
-
冷库工程合同.docx
-
部编版五年级上册语文课堂作业本答案(全).docx
-
《网络综合布线》说课稿.doc
-
材料进场,见证取样及检验制度.docx
-
20章--瓦斯综合利用.doc
-
[原创]STP保温板屋面及外墙保温施工技术方案.doc
-
隧道开挖作业台车计算书.docx
-
《减法的初步认识》教学设计.doc
-
教导处工作计划.docx
-
电机学第五版课后答案汤蕴璆完整版.docx
-
同仁堂案例成功启示.docx
-
经典钣金结构设计规范.doc
-
计算机各种进制转换练习题(附答案).doc
-
市场营销教学案例分析.docx
-
服装厂质量管理制度.docx
-
中职试验教材应用文写作(高教版_王崇国编)电子教案【全】.doc
-
控烟考评奖惩制度、标准、记录表.doc
-
小学生“学宪法-讲宪法”活动知识竞赛题库(含答案).docx
-
江苏省国家重点监控企业自行监测方案.docx
-
航空物流园区分解.docx
-
台湾历史和文化选择试题.docx
-
医院感谢信6篇.docx
-
最新餐饮餐厅服务的基本技能资料.docx
-
护师考试内科护理学405模拟题.docx
-
关于寒假的周记.docx
-
四年级家长会发言稿优选10篇.docx
-
护理科研工作计划样本基础版3篇.docx
-
关于奋斗的作文关于奋斗的句子.docx
-
每个月的代表花和花语.docx
-
市场营销调研报告.docx
-
公路水运工程助理试验检测师交通工程习题六含答案.docx
-
离婚起诉书范文八篇.docx
-
各工种机械设备安全生产操作规程.docx
-
农村小学校长述职报告.docx
-
总回风上山施工安全技术措施.docx
-
学校集中隔离观察区工作方案.docx
-
论民族文化的发展特性与动力.docx
