 液化石油气钢瓶的设计.docx
液化石油气钢瓶的设计.docx
- 文档编号:10871690
- 上传时间:2023-02-23
- 格式:DOCX
- 页数:14
- 大小:100.31KB
液化石油气钢瓶的设计.docx
《液化石油气钢瓶的设计.docx》由会员分享,可在线阅读,更多相关《液化石油气钢瓶的设计.docx(14页珍藏版)》请在冰豆网上搜索。
液化石油气钢瓶的设计
焊接结构制造工艺及实施课程设计
说明书
系(部):
机械工程系
班级:
焊接3101
序号:
13
******
*******
2011~2012学年第2学期
YSP—5液化石油气钢瓶的设计
设计参数:
介质:
液化石油气;设计压力:
1.6Mpa;使用温度:
-40~60℃;几何容积12L;钢瓶内径:
250;充装量5kg。
一、母材机械性能分析
母材所用材料为Q235A,是普通碳素结构钢,抗拉强度为375~500MPa,不做冲击试验。
二、材料化学成分分析
Q235A材料的化学成分见下表1。
表1Q235A化学成分
钢号
化学成分(质量分数)%
Q235A
C
Si
Mn
S
P
≤0.22%
≤0.35%
≤1.4%
≤0.050%
≤0.045%
三、零部件组成
瓶体焊缝布置有两种方案可供选择,如图1所示。
图1a方案共有三条焊缝:
二条环缝和一条轴向焊缝。
图1b方案只有一条环形焊缝。
图1a方案的优点是上、下封头的拉伸变形小,容易成形;缺点是焊缝多,焊接工作量大,同时,筒体上的轴向焊缝处于拉应力最高位置(径向拉应力为轴向拉应力的两倍),破坏的可能性大。
图1b方案中部有一环缝,完全避免了图1a方案的缺点。
同时,据工件尺寸,瓶体半部可一次拉伸成形,因此,选用图1b方案适宜。
图1
本次课程设计为了说明压力容器筒体的制造,仍采用图1a方案,因此主要零部件有底座、封头(上封头、下封头,采用长短轴比值为2的标准椭圆封头)、筒体、瓶阀座、护罩、瓶阀。
四、结构分析及制造关键点
1.结构分析
(1)封头椭圆形封头压制前的坯料为一个圆形,采用整块钢板,在油压机上,用凸凹模一次热压成形。
封头边缘用封头余量切割机进行加工,用等离子弧切割机开I形坡口。
(2)筒体筒节采用半自动切割机下料,下料前先划线。
筒节在卷板机上冷卷而成。
(3)底座平底型底座压制前的坯料为一个圆形,采用整块钢板,在油压机上,用凸凹模一次热压形成。
底座边缘用封头余量切割机进行加工,用等离子弧切割机开I形坡口。
2.制造关键点
筒身用钢板冷卷成形,为避免焊缝密集,筒身纵焊缝应相互错开。
封头热压成形,与筒身连接处20-30mm的直段以使焊缝避开转角处的应力集中。
五、计算封头与筒体坯料展开尺寸
材料厚度计算:
Ph×Di
So1=2×δsφ-Ph=2.6取3
1.3
由于钢瓶装的液化石油气具有一定的腐蚀性,外加2mm腐蚀厚度,而实际
制造时为计算的1.05倍所以筒体厚度So1=5×1.05=5.25取6mm
根据筒厚,封头查表知内径250mm,材料为合金钢时厚度为6mm
1.封头坯料展开尺寸及展开图
封头采用长短轴比值为2的标准椭圆封头,即a=125mm,b=62.5mm,Dn=250mm,K=0.75,h=25,加工余量s=15
则封头坯料Dp=1.223Dn+2hk+2s
=1.223×250+2×25×0.75+2×15
=373mm
其展开图如图2所示。
图2封头坯料展开图
技术要求
(1)封头的坯料采用整块钢板;
(2)封头加工完毕后,应对主要尺寸进行检查合格后才可以与筒体装配焊接。
2.筒体坯料展开尺寸及展开图
V总=2V封+V筒
V筒=0.012-2×0.0052
=0.0016
V=πR2h
h=V/πR2=0.016/3.14×0.1252
h=0.326m
h=326mm
L=2πR=2×3.14×125=785
图3筒体坯料展开图
钢瓶高度为476mm,减去护罩高度、两个封头及底座高度即可得筒体高度为326mm。
六、钢瓶装配图
七、结构制造工艺流程及工艺卡
1.工艺流程
工艺流程图
2.工艺卡
筒体加工工艺过程卡
筒体加工工艺过程卡
产品型号
部件图号
产品名称
筒体
部件名称
工序
工序名称
工序内容
车间
工艺装备及设备
辅助材料
0
检验
材料应符合国家标准要求的质量证书
检验
1
划线
号料、划线,划出400mm×135mm试块一副
划线
2
切割下料
按划线尺寸切割下料
下料
等离子弧切割机
3
刨边
按图样要求刨各筒节坡口
机加
刨边机
4
成形
卷边成形
成形
卷板机
5
焊接
焊缝和试板组对,除去坡口及其两侧的铁锈、油等;按焊接工艺组焊纵缝和试板
焊接
自动焊
焊丝、焊剂
6
检验
1.纵焊缝外观合格,按GB3323标准进行100﹪射线探伤,达到Ⅱ级合格要求2.试板符合要求
检验
射线探伤设备
7
校形
校圆:
E≤4mm
成形
8
焊接
按焊接工艺组对环焊缝
焊接
自动焊
焊丝、焊剂
9
检验
环焊缝外观合格,按(GB3323标准进行100℅射线探伤,达到Ⅱ级合格要求)
封头加工工艺过程卡
封头加工工艺过程卡
产品型号
部件图号
产品名称
封头
部件名称
工序
工序名称
工序内容
车间
工艺装备及设备
辅助材料
0
检验
原材料应符合国家标准要求的质量证书
检验
1
划线
号料、划线、封头由整块钢板做坯料
划线
2
切割下料
按划线尺寸切割下料
下料
等离子弧切割机
3
热压成形
始压温度一般为1000~1100℃,终压温度为850~750℃;压制前先清除表面的杂质和氧化皮;在水压机上用凸凹模一次压制成形
成形
加热装置,水压机
4
二次划线
号料、划线,划出封头余量
划线
5
封头余量切割
用氧气切割割去加工余量,同时加工坡口
切割
封头余量切割机
6
热处理
热处理消去热压成形时的残余内应力
热处理
热处理加热炉
7
检验
外观检验,尺寸检验,合格后才与筒体装配
检验
筒体环缝焊接工艺
产品名称
筒体
产品型号
零部件名称
上、下封头及筒体
母材
Q235A
规格
筒体
6mm
焊缝位置
筒体环缝
封头
6mm
层次
焊接方法
焊接材料
电源及极性
电流/A
电压/V
焊接速度/(m.h-1)
牌号
规格
1
埋弧焊
焊丝:
H08MnA
4mm
交流
450-500
29-31
40.5
焊剂:
HJ431
焊接层次:
铜衬垫单面焊双面成形
坡口角度:
0°
钝边:
板厚
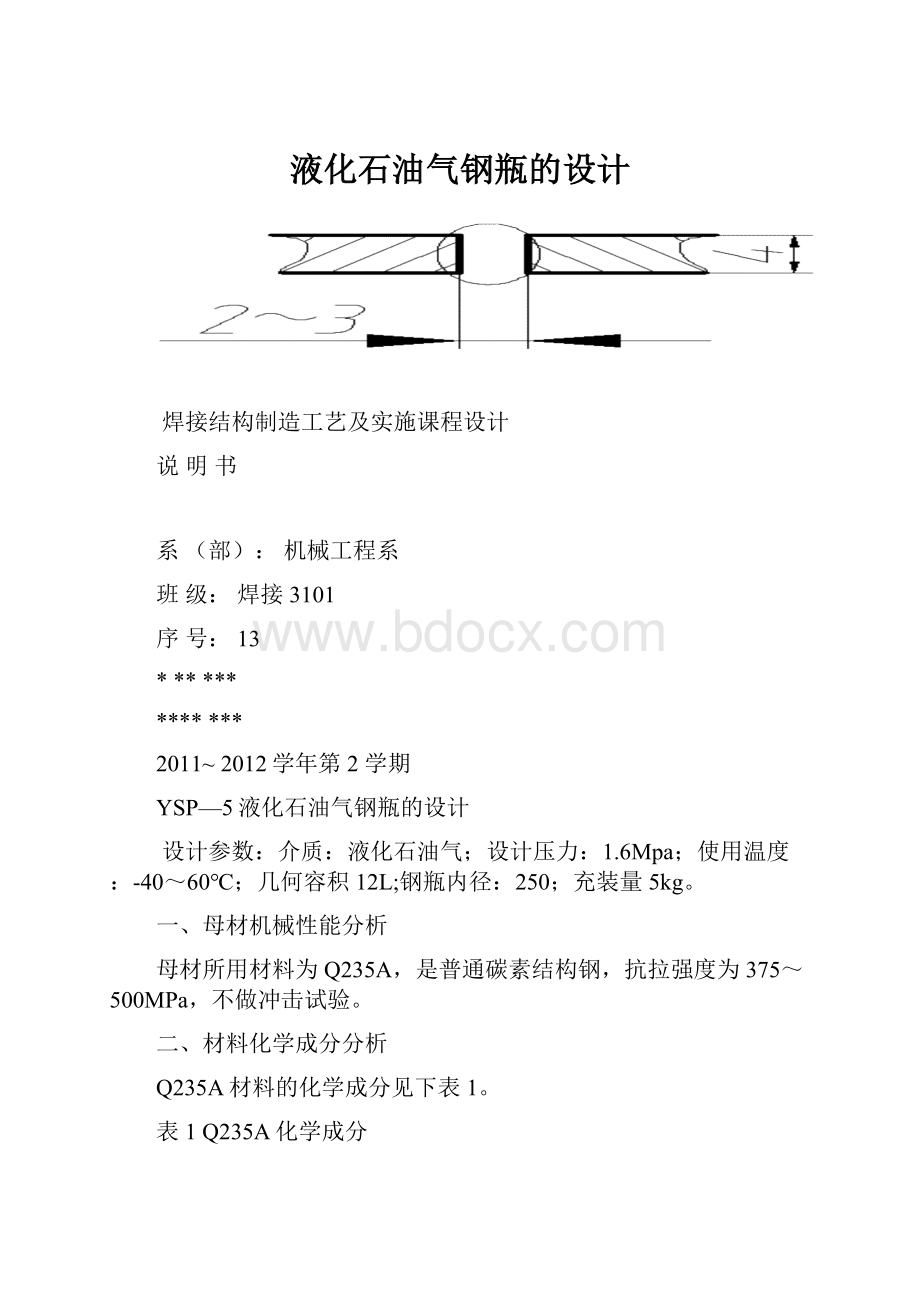
间隙:
2~3mm
技术要求及说明
1.清除坡口两侧内外表面20mm范围的油污、锈汚、尘土且应露出金属光泽。
2.采用铜衬垫单面焊双面成形
3.定位焊焊条选用E5015
筒体纵缝焊接工艺
产品名称
筒体
产品型号
零部件名称
筒体
母材
Q235A
规格
6mm
焊缝位置
筒体纵缝
层次
焊接方法
焊接材料
电源及极性
电流/A
电压/V
焊接速度/(m.h-1)
牌号
规格
1
埋弧焊
焊丝:
H08MnA
4mm
交流
450-500
29-31
40.5
焊剂:
HJ431
焊接层次:
铜衬垫单面焊双面成形
坡口角度:
0°
钝边:
板厚
间隙:
2~3mm
技术要求及说明
1.清除坡口两侧内外表面20mm范围的油污、锈汚、尘土且应露出金属光泽。
2.采用铜衬垫单面焊双面成形
3.定位焊焊条选用E5015
底座与下封头焊接工艺
产品名称
底座与下封头
产品型号
零部件名称
底座与下封头
母材
Q235A
规格
底座
6mm
焊缝位置
底座与下封头角焊缝焊接
封头
6mm
层次
焊接方法
焊接材料
电源及极性
焊接电流/A
牌号
规格
1
焊条电弧焊
E4315
3.2mm
直流反接
100~130
2
焊条电弧焊
E4315
3.2mm
直流反接
100~130
焊接层次:
单面焊双面成形
坡口角度:
30°
间隙:
0~1mm
技术要求及说明
1.清除坡口两侧内外表面20mm范围的油污、锈汚、尘土且应露出金属光泽。
2.采用打底焊单面焊双面成形
八、焊接工艺评定
为了检验壳体焊缝的力学性能及金相组织,而又不破坏壳体焊缝,通常规定在焊接压力容器的纵缝及环缝时,必须加焊专供检测用的试板。
在试板上截取式样进行力学性能与金相组织试验。
1.制作试板
制作筒体纵焊缝的焊接试板
2.力学性能试验
通过试板截取试样进行焊缝的力学性能试验,通常包括拉伸试验、弯曲试验和冲击试验,低温容器还进行设计温度下的冲击试验。
试样应在外观检查、无损探伤检查合格的试板上截取。
试样的长度应垂直与焊缝长度,截取方法应符合GB150附录E的规定。
1)拉伸试验2个,拉伸试验的最小抗拉强度不小于图样的规定值
2)弯曲试验2个,一个是面弯,一个是背弯。
按GB232的规定进行。
焊缝中央应对准弯轴中心。
3)冲击试样应垂直与焊接方向截取。
试样上表面距试板的表面约2mm.试样缺口的轴线应垂直与表面。
冲击试验按GB/229标准有关规定进行。
4)复验焊接试板的拉伸、弯曲试验如不合格,允许复验。
综上所述,焊接工艺评定完成后,方可进行后续的焊接加工工作,按照筒体加工工艺过程卡,封头加工工艺过程卡,筒体纵缝焊接工艺,筒体环缝焊接工艺,封头与底座焊接工艺总缝焊接工艺的数据等参数可以正确的焊接。
在经过焊接后的检验可得到符合要求的压力容器(钢瓶)。
九、总结
经过一周的课程设计,我们在张帅谋老师的领导下,总算能完成了本次的设计任务。
从中学会了很多,不仅仅是专业知识,还那些独立自主的能力。
通过这次课程设计使我懂得了理论与实际相结合是很重要的,只有理论知识是远远不够的,只有把所学的理论知识与实践相结合起来,从理论中得出结论,才能真正为社会服务,从而提高自己的实际动手能力和独立思考的能力。
在设计的过程中遇到问题,可以说得是困难重重,这毕竟第一次做的,难免会遇到过各种各样的问题,同时在设计的过程中发现了自己的不足之处,对以前所学过的知识理解得不够深刻,掌握得不够牢固。
有人说,世上的事就怕认真二字。
确实,做什么,只是认真地去做,踏踏实实,戒躁戒躁,静静地思考,慢慢地进步,真的是天下无难事。
这就是我这次课程设计中得到的最大的体会,受益匪浅。
十、课程设计参考资料
GB150-1998钢制压力容器
JB4708-2000钢制压力容器焊接工艺评定
焊接手册(1-3卷),机械工程学会焊接学会编
焊接结构生产,邓红军主编,北京:
机械工业出版社,2004.1
实用压力容器焊工读本,孙景荣主编,北京:
化学工业出版社,2007.1
焊接结构,田锡唐,北京:
机械工业出版社,1996.10
焊接结构制造工艺及实施,朱小兵、张祥生主编,北京:
机械工业出版社


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 液化 石油气 钢瓶 设计
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《城市规划基本知识》深刻复习要点.docx
《城市规划基本知识》深刻复习要点.docx
-
《高电压技术》word版.docx
-
《安全带》gb6095.docx
-
BCP计划应急计划.docx
-
《计算机组成与工作原理》第一章复习题.docx
-
CANON LBP系列激光打印机使用方法指南.docx
-
C语言课程设计火车票系统源代码.docx
-
3热力管道沟槽开挖方法.docx
-
HR岗位职责.docx
-
1 脱硫脱硝cems维护技术规范.docx
-
O2O超市商业项目计划书.docx
-
SCI期刊呼吸胸外.docx
-
18岁生日祝福语短信.docx
-
ITMC物流企业经营沙盘比赛规则.docx
-
XX钢绳成本管理.docx
-
Matlab的第三方工具箱大全强烈推荐.docx
-
安全保卫工作先进个人.docx
-
安全生产工作日记.docx
-
windows 漏洞集合.docx
-
Φ160数控落地镗铣床技术规格.docx
-
安全施工组织设计.docx
-
安全检查和隐患排查治理制度及记录.docx
-
部编版小学二年级语文下册课外阅读专项.docx
-
变电站投运前质量监督检查汇报材料模版.docx
-
版 创新设计 高考总复习 历史 北师大版第一部分 必考内容第十五单元 第38讲.docx
-
本科毕业设计论文.docx
-
北京大学社会心理学串讲笔记1一10章加试题.docx
-
亳州市教坛新星骨干教师学科带头人特级教师年度考核细则知识分享.docx
-
超星尔雅《人生与人心》期末考试满分答案.docx
-
财经法规与会计职业道德案例分析题.docx
-
茶文化会发言稿.docx
-
财务会计核算实习总结.docx
-
疼痛科科室运营方案212依萌匠心.docx
-
中考英语语法精讲例析名词.docx
-
人教版高中历史选修四01知识点整理及重点题型梳理中国古代政治家.docx
-
煤锅炉操作及维护保养规程.docx
-
职场新人个人工作总结.docx
-
司法考试理论法学讲义.docx
-
农村产业发展情况调研报告.docx
-
社会主义市场经济基础知识.docx
-
实习总结0.docx
-
正体五行择日及诸吉格.docx
-
职业技能及农民工培训图书征订计划书.docx
-
中国交通科技研发项目管理办法.docx
-
世界历史上复习资料 2.docx
-
数字电路课程设计任务书03.docx
-
工伤保险条例.docx
-
让共和国总理.docx
-
铁丹治疗仪治病.docx
-
人教版高中化学必修一311 金属与非金属的反应 教学设计 4.docx
-
高支模方案图片.docx
