 板式家具工序质量标准及检验规范.docx
板式家具工序质量标准及检验规范.docx
- 文档编号:10866172
- 上传时间:2023-02-23
- 格式:DOCX
- 页数:27
- 大小:28.01KB
板式家具工序质量标准及检验规范.docx
《板式家具工序质量标准及检验规范.docx》由会员分享,可在线阅读,更多相关《板式家具工序质量标准及检验规范.docx(27页珍藏版)》请在冰豆网上搜索。
板式家具工序质量标准及检验规范
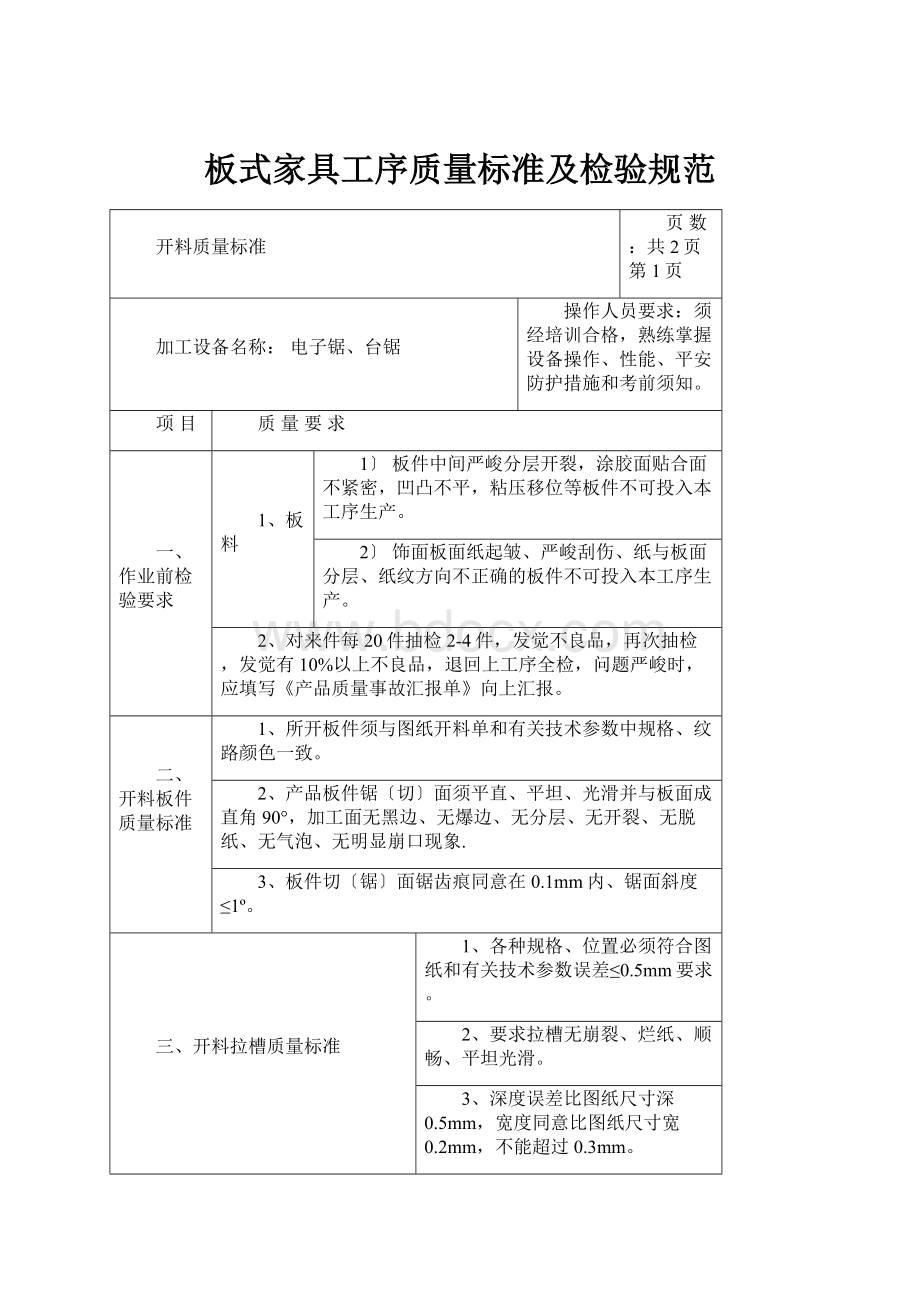
开料质量标准
页数:
共2页第1页
加工设备名称:
电子锯、台锯
操作人员要求:
须经培训合格,熟练掌握设备操作、性能、平安防护措施和考前须知。
项目
质量要求
一、作业前检验要求
1、板料
1〕板件中间严峻分层开裂,涂胶面贴合面不紧密,凹凸不平,粘压移位等板件不可投入本工序生产。
2〕饰面板面纸起皱、严峻刮伤、纸与板面分层、纸纹方向不正确的板件不可投入本工序生产。
2、对来件每20件抽检2-4件,发觉不良品,再次抽检,发觉有10%以上不良品,退回上工序全检,问题严峻时,应填写《产品质量事故汇报单》向上汇报。
二、开料板件质量标准
1、所开板件须与图纸开料单和有关技术参数中规格、纹路颜色一致。
2、产品板件锯〔切〕面须平直、平坦、光滑并与板面成直角90°,加工面无黑边、无爆边、无分层、无开裂、无脱纸、无气泡、无明显崩口现象.
3、板件切〔锯〕面锯齿痕同意在0.1mm内、锯面斜度≤1º。
三、开料拉槽质量标准
1、各种规格、位置必须符合图纸和有关技术参数误差≤0.5mm要求。
2、要求拉槽无崩裂、烂纸、顺畅、平坦光滑。
3、深度误差比图纸尺寸深0.5mm,宽度同意比图纸尺寸宽0.2mm,不能超过0.3mm。
四、产品〔板件〕码放、防护要求
1、全部加工板件不能直接接触地面,要求叠放在地台板。
2、堆叠板面〔特别注意双面板〕叠面不能有任何易刮〔划〕伤外表的硬剩余物,要使用纸条隔开,严禁贴纸面与面直接堆叠,以免板面与板面互刮。
3、产品〔板件〕要求不能堆〔停〕放在易受潮的地方。
品检责任人:
质检首件确认与巡检、作业员全数自检。
编制/日期:
王红平/202X-4-10审核/日期:
核准/日期:
开料质量检验标准
页数:
共1页第1页
适用范围:
开料工序
执行标准:
开料质量标准
检验类别
检验时机
检验数量
检验人员
检验工具、
方法
不良异常判定
异常处理
首件检
每批的第1件〔块〕板件
1件
质检员
检验工具:
图纸〔料单〕、卷尺、角尺
检验方法:
工具测量、目视
来料或加工未达工艺图纸要求
由操作者按图纸要求自检无误前方可批量生产。
制程检
每生产10-30件
2—6件
操作者
检验数量内,不良率超10%
停止生产,由车间主管进行指导,直至操作符合要求。
不良品由质管监督生产部及时返工处理。
每生产50-100件
6—8件
质检员
完工检
每20件中间
2—4件
操作者
检验中发觉有一个或一个以上的不良品时
停送下工序,由操作者自行全检,不良品马上进行处理,完全合格前方可送下一工序。
每50件之间
6—8件
质检员
编制/日期:
王红平/202X-4-10审核/日期:
核准/日期:
粘压质量标准
页数:
共1页第1页
加工设备名称:
冷压机
操作人员要求:
须经培训合格,熟练掌握设备操作、性能、平安防护措施和考前须知。
项目
质量要求
一、作业前检验要求
1、骨心料厚度公差在±0.2mm内且在同一水平面、同个工件,长宽度±0.5mm内,胶的粘度在15±3mpas以内。
2、全部底面板无刮〔划〕伤现象。
二、粘压质量标准
1、粘压根本要求
1〕板材规格、面底板的木纹方向纸种必须符合图纸和有关数据要求。
2〕骨架板件面与板件面压叠面刷胶水足够均匀,接口处双面涂胶,有排孔的位置必须有骨料、严禁空心。
3〕蜂窝纸粘压须层层隔离,保证板件平坦。
5〕要求外表层的用板整块无接口、接合面〔端头〕双面涂胶,并对接合口用U型钉进行固定,骨料层与层接口必须错开。
6〕要求压面平展,接口密缝,无分层,外表纸无划〔刮〕伤、崩裂、压破、凹凸现象,双面板外表不可有钉孔。
7〕压料厚度同意比成品板件的厚度大0.3mm以内,二次开料长宽度误差±1mm。
8〕框架结构粘压余胶须清理干净。
2、弯板类粘压质量标准
1〕弯度〔弧度〕必须与实际产品〔板件〕的形状一致,不同意有变形现象,毛料长度、宽度大于成品〔板件〕≥25mm,留有足够的加工余量,填芯料接口≤1.5mm。
2〕冷压时间要求在1-2时以上
3、平面板类粘压质量标准
1〕面板最外层要求整张且为标准板材。
2〕压料尺寸每边必须≥成品〔板件〕10mm,中间骨料接口要求不能大于0.5mm、两外表〔上下〕板边平坦。
3〕外表〔特别是贴纸面〕不许有剩余胶水。
三、产品〔板件〕码放、防护要求
1、全部加工板件,不能接触地面,要求叠放在地台板上。
2、堆叠板面〔特别注意双压纸面〕叠面之间不能有任何易划〔刮〕伤外表的三角剩余物,用纸皮条或其它软物隔离〔开〕,以免板与板面互刮〔划〕伤。
3、产品〔板件〕要求不能堆〔停〕放在易受潮的地方。
品检责任人:
质检首件确认与巡检、作业员全数自检。
编制/日期:
王红平/202X-4-10审核/日期:
核准/日期:
粘压质量检验标准
页数:
共1页第1页
适用范围:
冷压工序
执行标准:
粘压质量标准
检验类别
检验时机
检验数量
检验人员
检验工具、
方法
不良异常判定
异常处理
首件检
每批的第1件〔块〕压板
1件
质检员
检验工具:
图纸〔料单〕、卷尺
检验方法:
工具测量、目视、手触
来料或加工未达工艺图纸要求
由操作者按图纸要求自检无误前方可批量生产。
制程检
每生产10-30件
2—6件
操作者
检验数量内,不良率超10%
停止生产,由车间主管进行指导,直至操作符合要求。
不良品由质管监督生产部及时返工处理。
每生产50-100件
4—8件
质检员
完工检
每20件中间
2—4件
操作者
检验中发觉有一个或一个以上的不良品时
停送下工序,由操作者自行全检,不良品马上进行处理,完全合格前方可送下一工序。
每50件之间
3—8件
质检员
编制/日期:
王红平/202X-4-10审核/日期:
核准/日期:
排钻质量标准
页数:
共1页第1页
加工设备名:
三排钻、四排钻、
操作人员要求:
须经培训合格,熟练掌握设备操作、性能、平安防护措施和考前须知。
项目
质量要求
一、作业前检验要求
1、对来料不符合图纸规格,严峻爆裂、严峻刮伤、爆纸板件、崩边、排孔处无填芯料等现象不能投入本工序操作。
2、对来件每50件抽检3—8件,发觉不良现象,重新检查,发觉有10%以上不良品,退回上工序全检处理。
二、排孔产品〔板件〕质量标准
1、全部板件排孔参数〔孔位、孔径、孔距、孔深、孔数、左右、正反、木纹方向等〕须符合图纸要求。
2、要求孔中心轴与板面〔基准面〕同一垂面成直角〔除特别工作外〕,孔身周围光滑、无毛刺、崩边、爆裂、塌陷、崩口、无伤纸面。
3、同一基准面上的孔位〔孔位间距〕)公差同时〔同样〕取±值。
4、孔深度要求误差范围+0.5mm内,孔径同意±0.1mm内,孔轴距同意1000mm以内误差同意±0.2mm;大于1000mm小于1500mm时,误差同意±0.3mm;大于1500mm时,误差同意±0.5mm。
5、加工须注意防护板件不可撞伤封边、划伤板面。
四、产品〔板件〕码放、防护要求
1、全部加工板件,不能直接接触地面,要求叠放在地台板上。
2、堆叠板面〔特注意双面板件〕叠面不能有任何易刮〔划〕伤外表的硬剩余物,要有垫条隔开,严禁面与面直接堆叠,以免板与板面互刮磨损。
3、产品〔板件〕要求不能堆〔停〕放在易受潮的地方。
品检责任人:
质检首件确认与巡检、作业员全数自检。
编制/日期:
王红平/202X-4-10审核/日期:
核准/日期:
排钻质量检验标准
页数:
共1页第1页
适用范围:
排钻工序
执行标准:
排钻质量标准
检验类别
检验时机
检验数量
检验人员
检验工具、
方法
不良异常判定
异常处理
首件检
每批的第1件〔块〕板件
1件
质检员
检验工具:
图纸、卷尺、游标卡尺
检验方法:
工具测量、目视
来料或加工未达工艺图纸要求
由操作者按图纸要求自检无误前方可批量生产。
制程检
每生产10-30件
2—6件
操作者
检验数量内,不良率超10%
停止生产,由车间主管进行指导,直至操作符合要求。
不良品由质管监督生产部及时返工处理。
每生产50-100件
4—8件
质检员
完工检
每20件中间
2—4件
操作者
检验中发觉有一个或一个以上的不良品时
停送下工序,由操作者自行全检,不良品马上进行处理,完全合格前方可送下一工序。
每50件之间
3—8件
质检员
编制/日期:
王红平/202X-4-10审核/日期:
核准/日期:
封边质量标准
页数:
共1页第1页
加工设备名称:
封边机、
操作人员要求:
须经培训合格,熟练掌握设备操作、性能、平安防护措施和考前须知。
项目
质量要求
一、作业前检验要求
1、对封边面锯口严峻起毛、崩裂、不公平影响本工序质量板件,不能投入本工序生产。
2、对来件每50件抽检2—6件,发觉有不良现象,再次抽检,发觉有10%以上不良品,退回上工序全检处理。
二、封边产品〔板件〕质量标准
1、操作设定温度的上下须依据封边面的宽度、长度而定,必须保持粘度要求。
2、封边带材质规格、纹路、颜色符合图纸和有关技术参数的要求。
3、要求封边带外表平坦、光滑、成条、流畅、棱角弧度、圆滑一致。
4、要求封边无开裂、无缺口、无破边、无残胶、无露纸、无露底材,贴牢无脱落、板面清洁干净,不同意封边带高出板面或切伤板件、切变形等。
5、同一封边带中间无接头,无影响外观和安装尺寸的二次封边。
6、必要时用力拔掉封边带检查是否粘牢。
7、封边后的工件尺寸与图纸相符,操作封边带超出端面的切削长度:
直板件≤40mm,弧形板件≤45mm。
四、产品〔板件〕码放、防护要求
1、全部加工产品板件,不能直接接触地面,要求叠放在地台板上。
2、堆叠板面〔特别注意双面板件〕,叠面不能有任何易刮〔划〕伤支伤外表硬剩余物,须用软物件隔离,严禁贴面之间直接堆叠,以免板面与板面互刮。
3、产品〔板件〕要求不能堆〔停〕放在易受潮的地方,全部封边的板材在三天内封完。
品检责任人:
质检首件确认与巡检、作业员全数自检。
编制/日期:
王红平/202X-4-10审核/日期:
核准/日期:
封边质量检验标准
页数:
共1页第1页
适用范围:
封边工序
执行标准:
封边质量标准
检验类别
检验时机
检验数量
检验人员
检验工具、
方法
不良异常判定
异常处理
首件检
每批的前4件〔块〕板件
4件
操作者
检验工具:
卷尺
检验方法:
工具测量、目视
来料或加工未达工艺图纸要求
由操作者按图纸要求自检无误前方可批量生产。
制程检
每生产1件
1件
操作者
检验数量内,不良率超10%
停止生产,由车间主管进行指导,直至操作符合要求。
不良品由质管监督生产部及时返工处理。
每生产50-100件
4—8件
质检员
完工检
每20件中间
2—4件
操作者
检验中发觉有一个或一个以上的不良品时
停送下工序,由操作者自行全检,不良品马上进行处理,完全合格前方可送下一工序。
每50件之间
3—8件
质检员
编制/日期:
王红平/202X-4-10审核/日期:
核准/日期:
清边补色质量标准
页数:
共1页第1页
加工设备名称:
操作人员要求:
须经现场培训合格,熟练掌握修边补油技能和考前须知。
项目
质量要求
一、作业前检验要求
1、板件要符合图纸要求和技术参数,不符要求的板件退回上工序,不能投入本工序生产。
2、不同意有封边脱落,严峻划(刮)痕、起泡,封边不流畅现象,否则选出退回上工序。
二、产品面质量标准
1、板件外表无残胶、划痕及封边带余料,削伤不得低于板面0.2mm、宽<1mm,长<2mm,不能连续出现。
2、修边染色时染色宽度小于1mm,色线平直,余色擦拭干净,无露底,无漏修〔染色〕,有爱护膜的工件要翻开宽度10mm后修色。
3、封边带修边后不能高于板面,保证边棱角光滑,成条流畅、圆滑,手感良好,无黑线、针孔外露。
4、B级修补必须颜色相同、不同意使用修正液修补,C级修补≤4×4mm,按内膛处理。
5、“A〞型本色、有色封边带爆边等缺陷须做修补处理。
三、产品〔板件〕码放、防护要求
1、全部加工板件,不能接触地面,要求去除尘渣后叠放在地台板上。
2、堆叠板面〔双贴纸板面〕叠面之间,不能有任何易划(刮)支伤外表的硬剩余物,须用软物件隔离,严禁贴面之间直接堆叠,以免板面与板面刮(划)伤。
3、产品〔板件〕要求不能堆〔停〕放在易受潮的地方。
品检责任人:
质检首件确认与巡检、作业员全数自检。
编制/日期:
王红平/202X-4-10审核/日期:
核准/日期:
清边补色质量检验标准
页数:
共1页第1页
适用范围:
清边补色工序
执行标准:
清边补色质量标准
检验类别
检验时机
检验数量
检验人员
检验工具、
方法
不良异常判定
异常处理
首件检
每批的前4件〔块〕板件
4件
操作者
检验工具:
卷尺、游标卡尺
检验方法:
工具测量、目视、手触
来料或加工未达工艺图纸要求
由操作者按图纸要求自检无误前方可批量生产。
制程检
每生产1件
1件
操作者
检验数量内,不良率超10%
停止生产,由车间主管进行指导,直至操作符合要求。
不良品由质管监督生产部及时返工处理。
每生产50-100件
4—8件
质检员
完工检
每20件中间
2—4件
操作者
检验中发觉有一个或一个以上的不良品时
停送下工序,由操作者自行全检,不良品马上进行处理,完全合格前方可送下一工序。
每50件之间
3—8件
质检员
编制/日期:
王红平/202X-4-10审核/日期:
核准/日期:
铣形、拉槽、木磨质量标准
页数:
共1页第1页
加工设备名称:
锣机、镂铣床、砂带机、打磨机
操作人员要求:
须经培训合格,熟练掌握设备操作、性能、平安防护措施和考前须知。
项目
质量要求
一、作业前检验要求
1、来件符合图纸、模具要求。
热压、冷压板件有分层爆裂现象不能投入本工序生产,检验各种板件须有足够的余量,余量缺乏不能投入本工序生产。
2、对来件每50件中抽3-6件,发觉不良现象,再次抽检,发觉有10%不良品,退回上工序进行全检处理。
二、铣形、拉槽板件质量标准
1、木纹方向、形状符合工艺图纸〔模具〕和有关技术参数的规定。
2、全部加工面要求平坦、顺畅、光滑、转角自然、弧度一致、线条流畅,手摸无起伏坑凹、波浪感。
3、要求加工无焦黑、无削尾、无严峻起毛、崩裂,加工面无损坏纸面现象。
4、加工面同意少量≤0.2mm跳刀痕,崩裂不能超过0.1mm,1500mm以上大型工件公差长度不超过±1㎜,宽度不超过±0.5mm。
5、拉槽深度公差要求+0.5~1mm之间,宽度要求+0.2mm以内,与平面须成直角和平行。
6、单独凹口(不与其它板件组合)、圆孔、圆角半径误差不超过±1~2mm。
7、装五金的槽、边、弧度须用五金件试装后生产,并在加工过程与完工后再次试装。
三、木磨质量标准
1、铣型、拉槽板件钉、缺口、离缝等缺陷须用木胶粉修补到位,不可漏补。
2、打磨后板件到达平坦、光滑、无起毛、毛孔、碰伤现象。
3、棱角处须去利角R1.5mm〔不可将边角打磨变形〕,要求无变形现象,全部板件保持原形。
4、转角自然、弧度一致、线条流畅,手摸无起伏坑凹、波浪感。
四、产品〔板件〕码放、防护要求
1、全部加工产品板件,不能直接触地面,要求放在地台板上。
2、堆叠板面(特注意双面板件),叠面不能有任何易刮〔划〕伤外表的硬剩余物,以免板面与地面互刮。
3、产品〔板件〕要求不能堆〔停〕放在易受潮的地方。
品检责任人:
质检首件确认与巡检、作业员全数自检。
编制/日期:
王红平/202X-4-10审核/日期:
核准/日期:
铣形、拉槽、木磨质量检验标准
页数:
共1页第1页
适用范围:
铣形、拉槽、木磨工序
执行标准:
铣形、拉槽、木磨质量标准
检验类别
检验时机
检验数量
检验人员
检验工具、
方法
不良异常判定
异常处理
首件检
每批的前4件〔块〕板件
1件
质检员
检验工具:
图纸、卷尺、游标卡尺
检验方法:
工具测量、目视、手触
来料或加工未达工艺图纸要求
由操作者按图纸要求自检无误前方可批量生产。
制程检
每生产1件
1件
操作者
检验数量内,不良率超10%
停止生产,由车间主管进行指导,直至操作符合要求。
不良品由质管监督生产部及时返工处理。
每生产50-100件
6—8件
质检员
完工检
每20件中间
2—4件
操作者
检验中发觉有一个或一个以上的不良品时
停送下工序,由操作者自行全检,不良品马上进行处理,完全合格前方可送下一工序。
每50件之间
5—10件
质检员
编制/日期:
王红平/202X-4-10审核/日期:
核准/日期:
灰工质量标准
页数:
共1页第1页
加工设备名称:
砂光机、打磨机
操作人员要求:
须经培训合格,熟练掌握设备操作、性能、平安防护措施和考前须知。
项目
质量要求
一、作业前检验要求
1、产品〔板件〕需经过产品试装合格,符合图纸要求和有关技术要求,否则不能投入本工序生产。
2、产品〔板件〕须完好,无损坏、残缺、开〔爆〕裂等不良现象。
二、封固底漆喷涂标准
1、不同种类产品按工艺要求做封固底漆,干透后封固底漆须砂磨到位但不可砂穿。
2、封固底漆刷涂或喷涂需均匀,不可有漏刷或漏喷、积油、流挂现象。
三、刮灰质量标准
1、各种产品〔板件〕刮灰处,须依据工艺要求进行刮灰,灰〔按厂家配比工艺调制〕的粘性必须到达所需要的粘度要求。
2、板件0.5×0.5mm以上的崩裂点、钉孔、接缝必须用灰先补填,1mm以上的缝隙,由木工车间填补。
3、刮灰须厚度≥1mm且均匀适宜,灰面必须全面、平坦、无漏刮、完工时无残灰。
四、砂灰质量标准
1、灰磨后的板件到达平坦、光滑、线条流畅、无起毛、毛孔、崩口掉灰、碰伤现象,棱角处须去利角R1.5mm〔不可将边角打磨变形〕,要求无变形现象,全部板件保持原形。
2、全部板件的功能孔位保证无灰碴、保证原有深度和孔径、形状,线、槽等铣型线型清楚、线条流畅、手感光滑,板件不刮灰的位置,须保持清洁干净。
3、灰未干透,不能打磨,不得转入贴纸或底漆工序,以免造成板件内的水分不易挥发而导致灰底脱层。
五、细节质量标准
1、完工后不透底、颜色均匀、无毛刺,内膛无油雾、手感光滑、无杂色、损坏、撕膜后棱边无黑线崩边、无灰疤。
2、灰磨成品与规格误差≤±0.5mm,异形件需安装五金配件或装饰件的要进行试装检查。
六、产品〔板件〕码放、防护要求
1、全部加工产品板件,不能直接触地面,要求放在地台板上。
2、堆叠板面(特注意双面板件),叠面不能有任何易刮〔划〕伤外表的硬剩余物,以免板面与地面互刮。
3、产品〔板件〕要求不能堆〔停〕放在易受潮的地方。
品检责任人:
质检首件确认与巡检、作业员全数自检。
编制/日期:
王红平/202X-4-10审核/日期:
核准/日期:
灰工质量检验标准
页数:
共1页第1页
适用范围:
灰工工序
执行标准:
灰工质量标准
检验类别
检验时机
检验数量
检验人员
检验工具、
方法
不良异常判定
异常处理
首件检
每批的前5件〔块〕板件
1件
操作者
检验工具:
调灰配比资料、卷尺
检验方法:
目视、手触
来料或加工未达工艺图纸要求
由操作者按图纸要求自检无误前方可批量生产。
制程检
每生产1件
1件
操作者
检验数量内,不良率超10%
停止生产,由车间主管进行指导,直至操作符合要求。
不良品由质管监督生产部及时返工处理。
每生产50-100件
4—8件
质检员
完工检
每20件中间
2—4件
操作者
检验中发觉有一个或一个以上的不良品时
停送下工序,由操作者自行全检,不良品马上进行处理,完全合格前方可送下一工序。
整批
20%以上
质检员
编制/日期:
王红平/202X-4-10审核/日期:
核准/日期:
贴纸质量标准
页数:
共1页第1页
加工设备名称:
裁纸机、滤胶机、胶辊
操作人员要求:
须经现场培训合格,熟练掌握贴纸工艺技能和考前须知。
项目
质量要求
一、作业前检验要求
1、上工序来料板件须符合贴纸、贴木皮要求,外表须平坦、光滑、线条流畅、无起毛、毛孔、无碰伤、孔位无堵塞现象。
2、胶水须经过滤无沉渣、无杂质,纸面干净无其他杂质。
3、不符合质量要求和影响质量要求的板件不能投入本工序生产。
二、裁纸质量标准
1、要求全部贴纸的部位的纸种、纹路、颜色、开刀方法须符合图纸和有关技术要求。
2、裁纸长度宽度余量≤20mm。
三、贴纸质量标准
1、要求贴纸〔木皮〕部位平坦光滑、线条顺畅清楚、转角圆滑自然、贴面紧贴、接口平坦,无余纸重叠、边角无翘边现象,碰角处的纸折叠宽度≤1mm,且须处理平坦。
2、外表无气泡、起毛、起皱、露底、脱纸、烂纸、胶渣、划伤等现象。
3、非直视面同意轻微划〔刮〕伤、烂纸,露底同意补纸〔色〕处理,补纸〔色〕宽度≤3mm,长度≤20mm,距离1000mm处目视不明显。
4、正视面不同意修色,板边接口修色宽度小于1.5mm,长度小于10mm。
5、余胶须用清水浸湿干净抹布擦干净,自检任何部位无飞边、空泡。
6、充分待干后,方可转入底漆工序。
四、产品〔板件〕码放、防护要求
1、全部操作完工后的板件必须轻放〔堆放〕地台板上并注意堆放高度,堆放牢固不宜倒塌。
2、堆叠板面,叠面不能有任何易刮〔划〕伤外表的硬剩余物,必须分层垫护〔垫板包珍珠棉〕。
3、产品〔板件〕要求不能堆〔停〕放在易受潮的地方。
品检责任人:
质检首件确认与巡检、作业员全数自检。
编制/日期:
王红平/202X-4-10审核/日期:
核准/日期:
贴纸质量检验标准
页数:
共1页第1页
适用范围:
贴纸工序
执行标准:
贴纸质量标准
检验类别
检验时机
检验数量
检验人员
检验工具、
方法
不良异常判定
异常处理
首件检
每批的前5件〔块〕板件
3件
操作者
检验工具:
图纸、游标卡尺
检验方法:
工具测量、目视、手触
来料或加工未达工艺图纸要求
由操作者按图纸要求自检无误前方可批量生产。
制程检
每生产1件
1件
操作者
检验数量内,不良率超10%
停止生产,由车间主管进行指导,直至操作符合要求。
不良品由质管监督生产部及时返工处理。
每生产50-100件
4—8件
质检员
完工检
每20件中间
2—4件
操作者
检验中发觉有一个或一个以上的不良品时
停送下工序,由操作者自行全检,不良品马上进行处理,完全合格前方可送下一工序。
每50件之间
3—5件
质检员


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 板式家具 工序 质量标准 检验 规范
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《JAVA编程基础》课程标准软件16级.docx
《JAVA编程基础》课程标准软件16级.docx
-
《分数的初步认识》.docx
-
《金属钠的性质与应用》教学设计.docx
-
《蚕妇》.docx
-
《会计》教材Word版第14章非货币性资产交换.docx
-
《与朱元思书》教学案例及反思.docx
-
《小壁虎借尾巴 》教案.docx
-
1第一部分 辅导员岗位基本知识.docx
-
09年CFO复习题.docx
-
2G1计算书.docx
-
17 古诗五首夜雨寄北一等奖教案.docx
-
240T15mw机组整体启动方案解析.docx
-
485总线设计方案加上位机扩展.docx
-
Aspose Word模板使用总结.docx
-
CDMA掉话分析.docx
-
C++新闻信息管理系统.docx
-
《HSE管理体系的策划与运行》.docx
-
c语言改错题及答案.docx
-
CMS7000使用说明资料.docx
-
《财经法规与会计职业道德》模拟卷考试试题及答案资料.docx
-
《大众传播媒介的更新》教案2.docx
-
《教育知识与能力》中学版全国教师资格考试复习资料教学教材.docx
-
EPC施工组织设计1.docx
-
ERP在服装行业的信息化应用可行性研究报告.docx
-
《项羽之死》教案人教版高二选修教学设计.docx
-
《公共关系实务》总复习资料.docx
-
FLUKE744过程校准仪经典实例免费给大家会让你未来的道路更通达.docx
-
《护士条例》试题.docx
-
2F男鞋统装规范84.docx
-
4测试用例修复方法与工具.docx
-
MC尼龙轮项目可行性研究报告.docx
-
Weblogic Server系统管理手册.docx
-
K3应用问题集财务部分Word格式.docx
-
浙江举行民营经济万人大会 书记省长原创春联打气Word格式文档下载.docx
-
按钮和接触器双重联锁正反转控制线路Word格式文档下载.docx
-
我学会了什么的作文2Word文档格式.docx
-
部编版二年级语文下册按课文内容填空Word文档格式.docx
-
职业化素养提升培训心得体会Word文件下载.docx
-
外贸口语学习心得精选多篇文档格式.docx
-
中国应对国际金融危机的实践和启示83783Word文档格式.docx
-
专用条款Word格式.docx
-
部编语文四年级上册18单元全套期末期中总复习知识点归纳知识小结word文档1Word文档格式.docx
-
《老人与海》高中教学设计大全Word格式文档下载.docx
-
肇庆市小升初模拟考试试题及答案汇word版Word格式文档下载.docx
-
北师大版一年级语文上册教案Word文件下载.docx
-
WTO体制内外文化与贸易冲突的协调文档格式.docx
-
最新吉利远景DVD导航安装教程图示Word格式文档下载.docx
-
演出市场政策法规及演出经纪实务考试大纲文档格式.docx
-
4YZQ4B自走式茎穗兼收玉米收获机说明书Word文档格式.docx
-
常见音视频信号的类型Word文档下载推荐.docx
-
芝麻栽培文档格式.docx
