 压缩天然气钢瓶生产工艺卡.docx
压缩天然气钢瓶生产工艺卡.docx
- 文档编号:10825288
- 上传时间:2023-02-23
- 格式:DOCX
- 页数:39
- 大小:122.36KB
压缩天然气钢瓶生产工艺卡.docx
《压缩天然气钢瓶生产工艺卡.docx》由会员分享,可在线阅读,更多相关《压缩天然气钢瓶生产工艺卡.docx(39页珍藏版)》请在冰豆网上搜索。
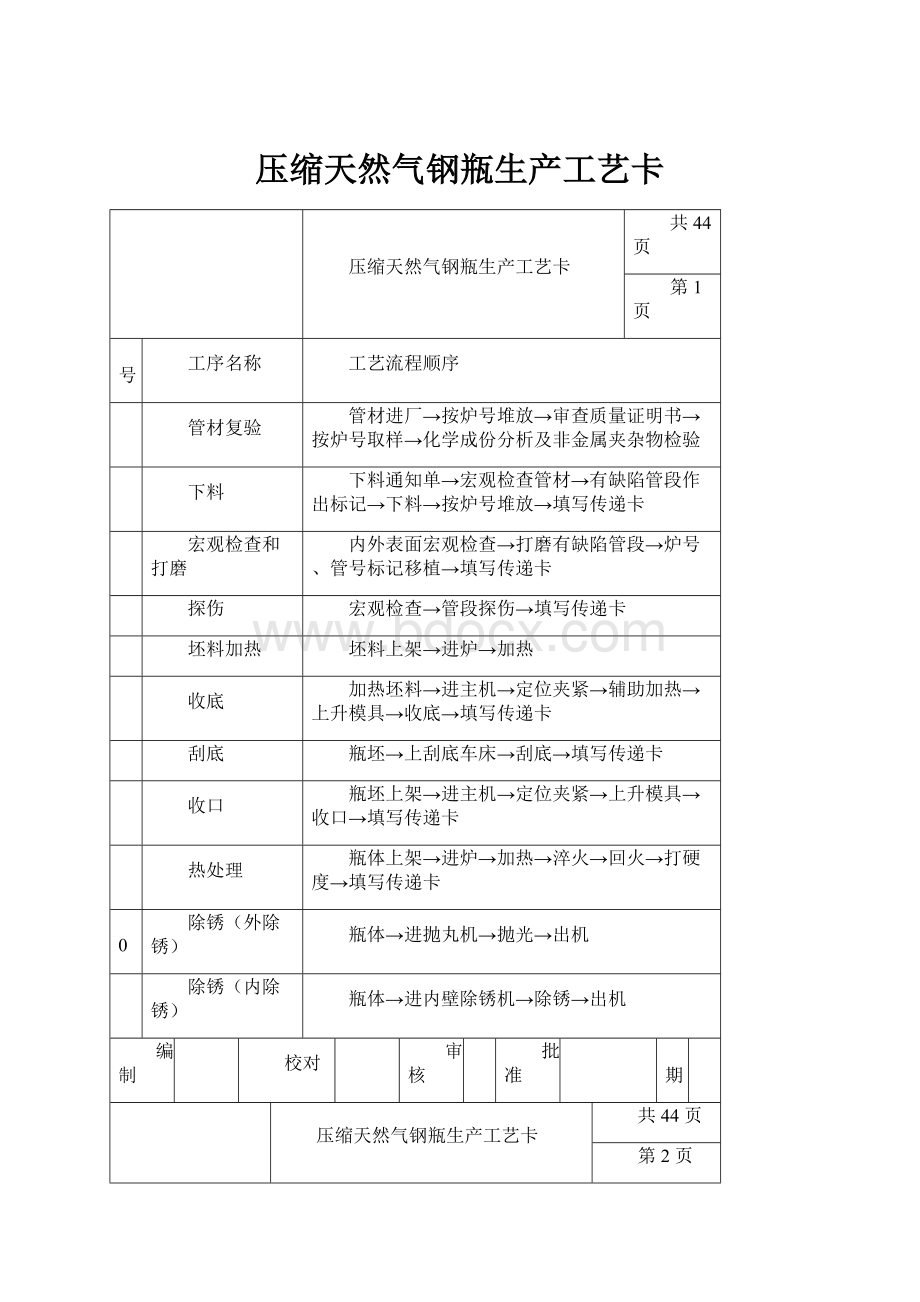
压缩天然气钢瓶生产工艺卡
压缩天然气钢瓶生产工艺卡
共44页
第1页
序号
工序名称
工艺流程顺序
1
管材复验
管材进厂→按炉号堆放→审查质量证明书→按炉号取样→化学成份分析及非金属夹杂物检验
2
下料
下料通知单→宏观检查管材→有缺陷管段作出标记→下料→按炉号堆放→填写传递卡
3
宏观检查和打磨
内外表面宏观检查→打磨有缺陷管段→炉号、管号标记移植→填写传递卡
4
探伤
宏观检查→管段探伤→填写传递卡
5
坯料加热
坯料上架→进炉→加热
6
收底
加热坯料→进主机→定位夹紧→辅助加热→上升模具→收底→填写传递卡
7
刮底
瓶坯→上刮底车床→刮底→填写传递卡
8
收口
瓶坯上架→进主机→定位夹紧→上升模具→收口→填写传递卡
9
热处理
瓶体上架→进炉→加热→淬火→回火→打硬度→填写传递卡
10
除锈(外除锈)
瓶体→进抛丸机→抛光→出机
除锈(内除锈)
瓶体→进内壁除锈机→除锈→出机
编制
校对
审核
批准
日期
压缩天然气钢瓶生产工艺卡
共44页
第2页
序号
工序名称
工艺流程顺序
11
探伤
瓶体→探伤→填写传递卡
12
涂刷防锈漆
瓶体→涂刷防锈漆→填写传递卡
13
测厚
瓶体上台架→测厚→填写传递卡
14
瓶口加工
车端面→车外圆→车锥空→攻丝→填写传递卡
15
清渣
瓶身倒立→铁钩通搅→排除渣屑→填写传递卡
16
装配颈圈
颈圈→加热→与瓶颈装配→填写传递卡
17
水压试验
称空瓶重→注满清水→称盛水瓶重→计算容积→打印瓶肩标记→试压→计算容积残余变形率→填写传递卡
18
瓶体内部烘干
瓶体→进入内壁烘干机→烘干→填写传递卡
19
气密性试验
瓶阀螺纹缠绕聚四氟乙烯带。
瓶体→上拧阀台→上瓶阀→拧阀→进入气密性试验台→充气→放入水箱→排气→填写传递卡
20
喷漆
瓶体→清洁瓶体→宏观检查→喷漆→喷字→填写传递卡
21
成品
气瓶总检查→签发合格证→安装瓶帽→入库管理
压缩天然气钢瓶生产工艺卡
共44页
第3页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
化学分析仪
公称工作压力
20MPa
序号
一
钢瓶水容积
工序名称
管材复验
设备
材质
30CrMo
工夹量具
300mm钢皮尺
工艺要求
简图
1.入库管材必须有符合质量合格证明书,必须按炉号堆放,并检验管材的炉号是否与物据相符。
2.材料责任工程师按炉号提出化学成分试验委托单,技术质量部按炉号及规定的标准方法进行化学成分的验证分析。
3.化学的分析按GB223的有关规定进行,结果应符合表1的要求。
4.材料责任工程师根据复验数据,填报“原材料投料通知单”送有关部门。
表1
C
Si
Mn
Mo
Cr
Cu
P
S
P+S
30CrMo
0.26
~0.34
0.17
~0.37
0.40
~0.70
0.15
~0.25
0.80
~1.10
≤0.20
≤0.030
≤0.035
≤0.055
1.化学分析按GB223执行。
压缩天然气钢瓶生产工艺卡
共44页
第4页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
切管机
公称工作压力
20MPa
序号
二
钢瓶水容积
工序名称
下料
设备
材质
30CrMo
工夹量具
工艺要求
简图
1.按质量手册《批量管理制度》的规定组织钢瓶生产,由生产厂根据“原材料投料通知单”组批,并向切管组下达“生产传递卡”及下料通知单。
2.对管材进行宏观检查,并在需要打磨缺陷的部位及有严重缺陷的部位作出明显的标记。
3.经宏观检查后的管材允许下料,下料时应将由严重缺陷的管段切除,另行堆放,将有需要打磨缺陷的管段与不需要打磨的管段分开堆放。
4.管段下料长度:
管材规格
公称容积L
下料长度mm
φ273×8
70
80
压缩天然气钢瓶生产工艺卡
共44页
第5页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
切管机
公称工作压力
20MPa
序号
二
钢瓶水容积
工序名称
下料
设备
材质
30CrMo
工夹量具
工艺要求
简图
5.每节管段应标出炉号、代号及工艺号,所有管段应按炉号、批量堆放,严禁混炉号、混批量。
6.下料时,如果发现材质异常的管段,必须单独堆放,并及时报告工艺员。
7.做好下料记录,记录内容包括:
材质、炉号、规格、工艺编号、下料长度、内外表面质量、操作人员等。
8.填写:
传递卡“,并由质检员签字后交打磨工序。
a.“需打磨缺陷”——系指管材表面深度大于0.5mm的裂纹、折叠、折、离层、凹坑、结疤等缺陷。
b.“严重缺陷”——系指管材表面深度大于0.5mm的裂纹、折叠、折、离层、凹坑、结疤等缺陷。
压缩天然气钢瓶生产工艺卡
共44页
第6页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
电动砂轮机
公称工作压力
20Mpa
序号
三
钢瓶水容积
40L
工序名称
打磨
设备
材质
30CrMo
工夹量具
工艺要求
简图
1.对管段内外表面标有“需打磨缺陷“的部位进行打磨修锉,并做好炉号标记的移植。
2.修磨处应平整,且与非修磨表面圆滑过度,不得有明显的台阶。
3.管段打磨处必须进行测厚,最薄处壁厚必须大于筒体设计最小壁厚。
4.填好“传递卡“并由质检员签字,随打磨合格的管段交探伤工序。
压缩天然气钢瓶生产工艺卡
共44页
第7页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
超声波探伤仪
公称工作压力
20MPa
序号
四
钢瓶水容积
40L
工序名称
探伤
设备
材质
30CrMo
工夹量具
工艺要求
简图
1.接“传递卡”后,应核对管段数量、编号、并对管段进行宏观检查,不得有裂纹,重皮、夹渣、针孔等影响强度的缺陷及油污、养护皮等影响探伤可靠性的杂物。
2.对比试样
a)对比试样的材质、规格、热处理工艺和表面状况应与被检钢管相同。
b)人工缺陷为V型槽,角度为60°、深度为公称壁厚的5%,有效长度为80mm.
3.探伤设备
a)探伤仪的衰减器、垂直线误差、动态范围和水平线误差应符合ZBY230-84《A型脉冲反射式超声波探伤仪通用技术条件》3.2条的规定。
b)机械设备旋转装置应保持被检管段稳定、匀速转动,不得有跳动、打滑等现象。
c)整套设备静态调试应获得清晰的人工缺陷回波,波高位探伤前沿移动至人工缺陷处满幅缺陷的5%,内外人工槽缺陷波幅差应≤3dB,动态调试时,应清晰地判别来回稳定移动的
压缩天然气钢瓶生产工艺卡
共44页
第8页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
超声波探伤仪
公称工作压力
20MPa
序号
四
钢瓶水容积
40L
工序名称
探伤
设备
材质
30CrMo
工夹量具
工艺要求
简图
缺陷反射波。
4.采用接触法,双收双发斜探头进行探伤,探伤频率f=2.5MHZ,晶片直径φ=14mm,入射角α=52°。
5.用水作耦合剂,水应清洁,并能使管段表面探测区域均匀覆盖。
6.探头相对管段给进的螺距应保证超声波对管段表明100%扫查,并有不小于10%的覆盖率。
7.探伤设备在每探伤50支管段或关机前应用对比试样校对设备。
如出现低于ZBY230标准的规定时,应将设备重新校准后,并复探已探的前50支管段。
8.质量标准
a)无缺陷回波或缺陷回波在定位处小于满幅的50%时,判为合格。
b)缺陷回波在定位处等于或大于满幅的50%时为不合格。
外壁不合格的钢管可进行修磨,修磨后必须对修磨处进行测厚,并复探,合格后,可归队。
压缩天然气钢瓶生产工艺卡
共44页
第9页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
超声波探伤仪
公称工作压力
20MPa
序号
四
钢瓶水容积
40L
工序名称
探伤
设备
材质
30CrMo
工夹量具
工艺要求
简图
c)缺陷回波在定位等于或大于满幅50%,且小于满幅100%的可作降压瓶,并在管段上标明“降压”字样,另行堆放。
d)缺陷回波等于或大于满幅100%的管段,由
级以上探伤人员复探,确定后作报废处理,并在管段上标明“报废”字样,另行堆放。
9.填写好“传递卡”,由探伤责任人签字后,随管段交滚制工序。
压缩天然气钢瓶生产工艺卡
共44页
第10页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
加热炉
公称工作压力
20MPa
序号
五
钢瓶水容积
40L
工序名称
瓶坯加热
设备
材质
30CrMo
工夹量具
工艺要求
简图
1.根据“传递卡”安排坯料加热。
2.炉温达到(1200—1250)℃时进料。
3.瓶坯加热温度为(1050—1200)℃。
4.加热长度:
(320—400)℃
5.根据滚压机工作情况,合理安排进炉坯料数量,如已达到炉温而不能马上滚制时,应把坯料撤出加热区,以防过热、过烧或严重氧化脱碳。
6.加热炉应具有测温点一个,置于炉顶。
压缩天然气钢瓶生产工艺卡
共44页
第11页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
φ300滚压机
公称工作压力
20MPa
序号
六
钢瓶水容积
40L
工序名称
收底
设备
材质
30CrMo
工夹量具
工艺要求
简图
1.模具工作面与转运中心距离应符合图示要求,模具面最大磨
不得超过5毫米,否则应补焊,并打磨平整。
2.滚制前,调好送料杆位置,使管坯端面至卡头的伸距为
(142--150)毫米之间。
3.调节好模具,使上升翻转速度达到90℃/(25—35)秒,
不得过快。
4.加热好的瓶坯出炉后,应迅速进主机,定位卡紧,上升
翻转模具,如瓶坯温度低于(800—900)℃时,需重新加热,
方可翻转模具滚制。
压缩天然气钢瓶生产工艺卡
共44页
第12页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
超声波探伤仪
公称工作压力
20MPa
序号
六
钢瓶水容积
40L
工序名称
收底
设备
材质
30CrMo
工夹量具
工艺要求
简图
5.在模具翻转的同时,用双嘴焊炬,从管端内侧局部温度应到
(1200—1300)℃。
以保证中心部位完整熔合,其厚度应大于设计厚度。
6.调好压辊位置,压出瓶底台阶φ261
mm,压台阶温度应不低于
850℃(温度过低时可辅助加热)。
7.在瓶底中部打上材料的炉号代号及操作者代号。
8.填写好“传递卡”,并由质检员签字后随瓶坯交刮底工序。
压缩天然气钢瓶生产工艺卡
共44页
第13页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
刮底车床
公称工作压力
20MPa
序号
七
钢瓶水容积
40L
工序名称
刮底
设备
材质
30CrMo
工夹量具
工艺要求
简图
1.逐支清除瓶底内表面的工艺性皱折,且必须保证清除后的瓶底实际尺寸厚度不小于底部的设计厚度。
a)当材质为30CrMo、P=15MPa时,底部设计厚度为9.0mm.
b)当材质为30CrMo、P=20MPa时,底部设计厚度为11.0mm.
2.在40<D<90mm的加工区内,不应有肉眼可见的凹坑、皱折、裂纹、凸瘤和氧化皮。
且不得再补焊处理。
3.填好“传递卡”并由质检员签字后,随瓶坯交滚制组收口。
压缩天然气钢瓶生产工艺卡
共44页
第14页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
φ300滚压机
公称工作压力
20MPa
序号
八
钢瓶水容积
40L
工序名称
收口
设备
材质
30CrMo
工夹量具
工艺要求
简图
1.滚制前检查模具工作面,其形状应符合图示要求,模具工作面磨损不超过5mm,否则应补焊,并打磨平整。
2.调整好送料杆位置后,使管坯端面至卡头的伸距为
(170—180)mm.
3.调整并固定摇摆油缸的位置,使模具垂直工作面与滚压机中心距离为22+1.5mm(23+1.5mm).
4.调好模具上升翻转速度达90°/(30-45)秒,不得过快。
5.收口前必须逐支检查坯料内部,确认无异后方可加热收口。
6.生产中应及时清除模具上的粘结杂质,使模具表面保持清洁。
7.瓶肩与筒体必须圆滑过度,瓶肩上不允许有沟痕存在。
压缩天然气钢瓶生产工艺卡
共44页
第15页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
φ300滚压机
公称工作压力
20MPa
序号
八
钢瓶水容积
40L
工序名称
收口
设备
材质
30CrMo
工夹量具
工艺要求
简图
8.瓶嘴毛坯尺寸如图所示。
9.填号“传递卡”,并由质检员签字后交热处理工序。
压缩天然气钢瓶生产工艺卡
共44页
第16页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
热处理加热炉
公称工作压力
20MPa
序号
九
钢瓶水容积
40L
工序名称
热处理
设备
材质
30CrMo
工夹量具
工艺要求
简图
1.结“传递卡”后,按批量进行调质处理。
2.不同炉号材料的钢瓶调质处理前,应进行工艺试验,以确定调质温度及冷却方式,其通用工艺为:
a)淬火温度为880℃,淬火介质,水溶性淬火剂。
b)回火温度为(540—650)℃,冷却方式,水冷。
3.每批钢瓶进行调质处理时,应按热处理工艺通知单的要求进行操作。
4.在瓶底规定位置上打上操作者代号,如图所示,钢印应清晰、准确。
5.作好当班记录,内容包括:
材质、炉号、工艺编号、淬火及回火温度。
6.每批钢瓶按热处理顺序每生产200—250支时,依照正常热处理程序填入,供拉力试验检查管段。
压缩天然气钢瓶生产工艺卡
共44页
第17页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
热处理加热炉
公称工作压力
20MPa
序号
九
钢瓶水容积
40L
工序名称
热处理
设备
材质
30CrMo
工夹量具
工艺要求
简图
7.热处理后机械性能应符合表3的要求。
表3
保证值项目
材质
σb
N/mm²
σS
N/mm²
5
%
αkV型
-50℃J/cm²
冷弯
硬度
30CrMo
≥830
≥700
≥14
平均值
最小值
无裂纹
25--30
≥50
≥40
8.金相组织检查的结果应符合表4的要求。
表4
基体
组织
脱碳层深度(mm)
外壁
内壁
S回
≤0.30
≤0.25
压缩天然气钢瓶生产工艺卡
共44页
第18页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
热处理加热炉
公称工作压力
20MPa
序号
九
钢瓶水容积
40L
工序名称
热处理
设备
材质
30CrMo
工夹量具
工艺要求
简图
9.抽样检查试验报告,必须在12小时之内报出,试验报告未报出,该批钢瓶不得流入下道工序。
10.钢瓶经淬火——回火处理后,采用便携式硬度仪,逐支在瓶底及瓶肩部位打硬度,以检查工艺的稳定性。
硬度值应符合表3的规定。
11.回火后的钢瓶严禁沾染油脂。
12.需停炉中断热处理时,待最后一支钢瓶进炉后必须按正常操作程序加入填充料,直至最后一支钢瓶出炉为止。
13.填好“传递卡”由质检员签字后,随钢瓶交除锈工序。
压缩天然气钢瓶生产工艺卡
共44页
第19页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
抛丸机
公称工作压力
20MPa
序号
十
钢瓶水容积
40L
工序名称
外表除锈
设备
材质
30CrMo
工夹量具
工艺要求
简图
1.接“传递卡”后,采用瓶嘴在前、瓶底在后的方向将气瓶逐支送人抛丸机。
2.气瓶运行速度0.7米/分,弹丸直径φ2毫米。
3.经抛丸后的瓶坯应是银灰色,无任何锈迹及氧化皮存在。
4.发现瓶身各部位有超过标准的宏观缺陷时,应及时隔离并报告工艺员。
5.填好“传递卡“,随瓶交内壁除锈工序。
压缩天然气钢瓶生产工艺卡
共44页
第20页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
瓶内除锈机
公称工作压力
20MPa
序号
十
钢瓶水容积
40L
工序名称
内壁除锈
设备
材质
30CrMo
工夹量具
工艺要求
简图
1.接“传递卡”后,将气瓶逐支进行内部除锈。
2.。
6.发现瓶身各部位有超过标准的宏观缺陷时,应及时隔离并报告工艺员。
7.填好“传递卡“,随瓶交磁粉探伤工序。
压缩天然气钢瓶生产工艺卡
共44页
第21页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
超声波探伤仪
公称工作压力
20MPa
序号
十一
钢瓶水容积
40L
工序名称
超声波探伤
设备
材质
30CrMo
工夹量具
工艺要求
简图
1.探伤程序、方法按序号四的要求进行。
2.填好“传递卡”随瓶交涂刷防锈漆工序。
压缩天然气钢瓶生产工艺卡
共44页
第22页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
超声波探伤仪
公称工作压力
20MPa
序号
十二
钢瓶水容积
40L
工序名称
探涂刷防锈漆
设备
材质
30CrMo
工夹量具
工艺要求
简图
1.磁粉探伤合格后的瓶体应立即刷上防锈漆。
2.防锈漆应覆盖均匀,不得漏刷、起皮或流滴‘
3.填好“传递卡”随瓶交测厚工序。
压缩天然气钢瓶生产工艺卡
共44页
第23页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
超声波测厚仪
公称工作压力
20MPa
序号
十三
钢瓶水容积
40L
工序名称
测厚
设备
材质
30CrMo
工夹量具
工艺要求
简图
1.采用选点测厚,将瓶体按周向四等分,轴向取六(五)点,
共计22点,其值不得小于筒体设计最小壁厚.
2.测厚仪应平稳地置于测点上,待数字稳定后方可读数,
测厚仪应每隔30分钟再随机标准试块上进行校对,以确
保所测值的准确性。
3.若出现小于筒体设计最小壁厚的点,应将所测得的实际
数字写在自检记录上再用银粉浆标在瓶体上,并写上“不一
致品“字样与合格品分开堆放。
压缩天然气钢瓶生产工艺卡
共44页
第24页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
瓶口加工机床
公称工作压力
20MPa
序号
十四
钢瓶水容积
40L
工序名称
瓶口加工
设备
材质
30CrMo
工夹量具
工艺要求
简图
1.接“传递卡“后安排加工。
2.钻孔“瓶体定位夹紧后,用φ21钻头钻孔。
3.车瓶口端面,端面应垂直于瓶体轴线,保证尺寸48
mm.
4.车瓶口端部外圆,φ42
mm.(φ44
mm).
5.车内锥度3:
25,用圆锥光滑塞规检查。
6.攻丝
a)先检查所用丝锥,应无影响攻丝质量的缺陷。
b)攻丝后,以圆锥螺纹塞规逐支检查瓶口螺纹,其基面位置的
轴向变动量为±1.5毫米,锥螺纹尺寸应符合下表的要求:
压缩天然气钢瓶生产工艺卡
共44页
第25页
产品名称
压缩天然气钢瓶
材料规格
φ273
主要
瓶口加工机床
公称工作压力
20MPa
序号
十四
钢瓶水容积
40L
工序名称
瓶口加工
设备
材质
30CrMo
工夹量具
工艺要求
简图
螺纹
代号
螺纹
牙数
基面上直径(mm)
螺纹长度(mm)
大径
中径
小径
PZ27.8
14牙/英寸
27.800
26.636
25.472
≥26
7.瓶口内螺纹牙型角平分线应垂直锥体母线、且牙型、尺寸应符合GB8335要求。
8.瓶口螺纹,不允许有倒牙


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 压缩 天然气 钢瓶 生产工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《Java程序设计》考试大纲及样题试行.docx
《Java程序设计》考试大纲及样题试行.docx
-
《工业企业管理》自学任务书.docx
-
《短歌行》原文翻译及赏析.docx
-
《跳水》教案3.docx
-
《基于MATLAB的信号与系统实验指导》编程练习.docx
-
《你是最棒的》教学设计.docx
-
《选修4化学反应原理》知识点总结整理超全.docx
-
2环境应急监测试题资料.docx
-
《自动化仪表工程施工及验收规范》GB50093仪表安装检验批.docx
-
09年法律硕士民法预热辅导第2102讲完整篇doc.docx
-
6阅读能力阅读方法指什么.docx
-
《豆蔻镇的居民和强盗》读后感.docx
-
CMYK色值参考.docx
-
3121护理查对制度.docx
-
《草莓》课堂教学课件5篇.docx
-
CCNA完整知识点.docx
-
《合理安排时间》说课稿.docx
-
18我的伯父鲁迅先生.docx
-
3dmax授课计划doc.docx
-
《中共中央国务院关于加快推进生态文明建设的意见》.docx
-
《永生的眼睛》练习题附答案.docx
-
flow3d官方培训教程中的实例中文说明.docx
-
《宪法》《监察法》应知应会100题含答案.docx
-
EMS基础知识综合练习复习资料.docx
-
100以内退位减法500道带竖式空间可直接打印.docx
-
207声屏障施工组织设计.docx
-
30个科学小常识教学提纲.docx
-
JGJ59建筑施工安全检查标准评分表全套.docx
-
12幼儿园保育员培训活动记录表.docx
-
minecraft匠魂教程.docx
-
c语言课程设计学生成绩管理系统.docx
-
0503新闻传播学基本要求.docx
-
中国诗词大会飞花令大全00002.docx
-
职业教育专业教学资源库建设工作指南doc.docx
-
苏教版六年级下册第七单元总复习教案及测试题.docx
-
中建岗位安全生产职责.docx
-
致我们终将逝去的童年作文1.docx
-
新农保应知应会题目库doc.docx
-
中考化学一轮复习之溶液.docx
-
天津市血液中心信息管理软件项目.docx
-
中考物理基础过关复习集训第五章透镜及其应用练习册新人教版52.docx
-
中秋节红酒活动策划方案.docx
-
调研问卷分析报告报告材料.docx
-
特威SC型施工升降机使用说明书.docx
-
中小学生网络安全知识竞赛题库及答案.docx
-
中药质量管理制度1.docx
-
统编本四年级上册第三单元学生阅读素养标准化测评.docx
-
天津市资格考试《社会工作综合能力初级》常考题含答案第一百篇.docx
-
中职《学前教育》专业人才培养方案设计.docx
-
周口店地区地质实习报告.docx
-
土钉墙技术交底新.docx
![ISO-8501[1].1-2007-涂装表面清洁度的目视评定-(中文译本).doc](/Images/s.gif)