 工艺卡和工艺流程卡齿轮泵泵体工艺夹具设计.docx
工艺卡和工艺流程卡齿轮泵泵体工艺夹具设计.docx
- 文档编号:10579401
- 上传时间:2023-02-21
- 格式:DOCX
- 页数:31
- 大小:118.72KB
工艺卡和工艺流程卡齿轮泵泵体工艺夹具设计.docx
《工艺卡和工艺流程卡齿轮泵泵体工艺夹具设计.docx》由会员分享,可在线阅读,更多相关《工艺卡和工艺流程卡齿轮泵泵体工艺夹具设计.docx(31页珍藏版)》请在冰豆网上搜索。
工艺卡和工艺流程卡齿轮泵泵体工艺夹具设计
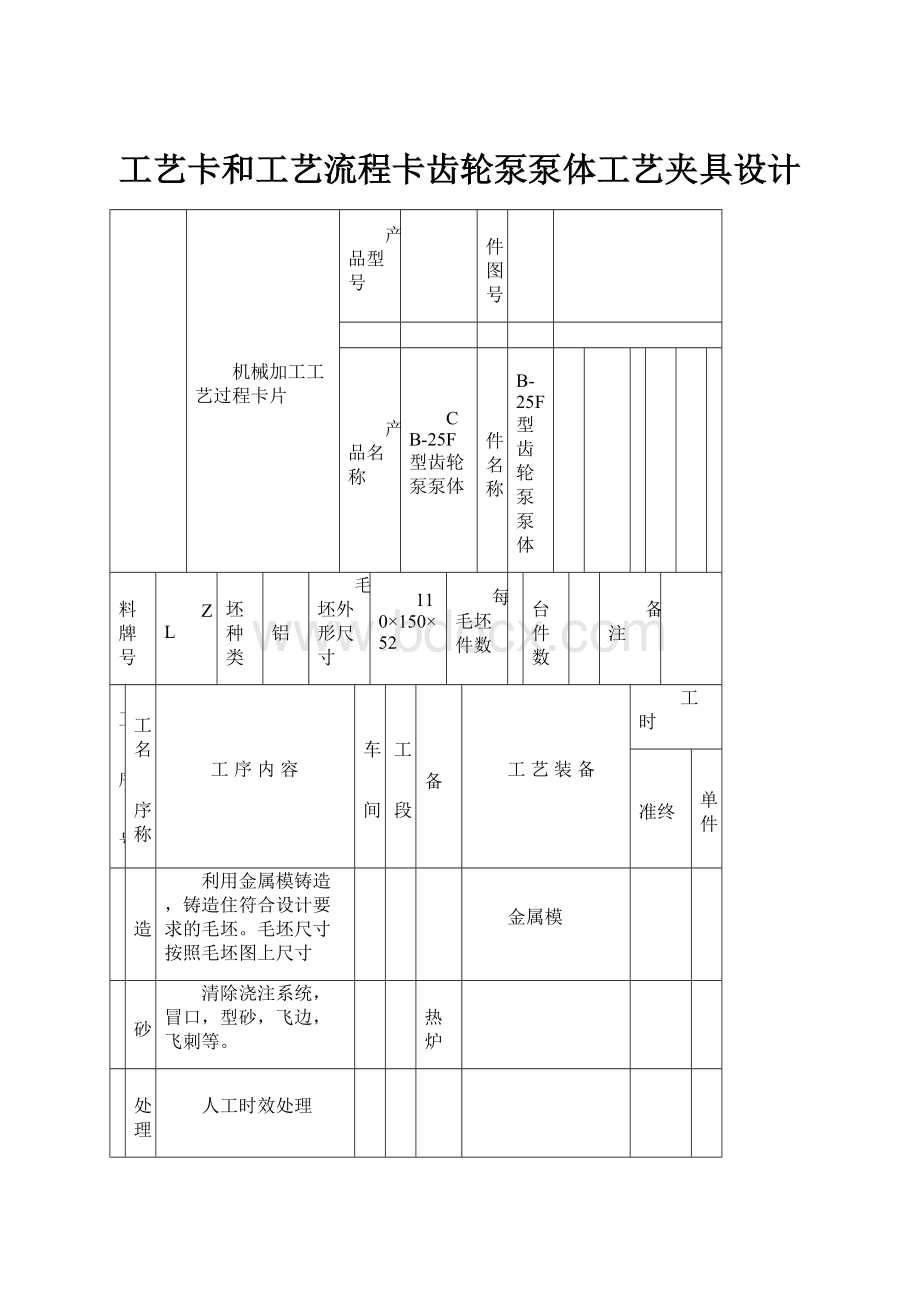
机械加工工艺过程卡片
产品型号
零件图号
产品名称
CB-25F型齿轮泵泵体
零件名称
CB-25F型齿轮泵泵体
共
2
页
第
1
页
材料牌号
ZL
毛坯种类
铸铝
毛坯外形尺寸
110×150×52
每毛坯件数
1
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
1
锻造
利用金属模铸造,铸造住符合设计要求的毛坯。
毛坯尺寸按照毛坯图上尺寸
金属模
2
清砂
清除浇注系统,冒口,型砂,飞边,飞刺等。
加热炉
3
热处理
人工时效处理
4
粗铣
用胎夹持工件粗铣上平面,尺寸加工至51,光洁度为6.3。
YMP-40A数控铣床
专用夹具
5
精铣
用胎夹持工件精铣上平面,尺寸加工至50.5,光洁度为3.2。
YMP-40A数控铣床
专用夹具
6
粗铣
用胎夹持工件粗铣下平面,尺寸加工至49.5,光洁度为6.3。
YMP-40A数控铣床
专用夹具
7
精铣
用胎夹持工件精铣下平面,尺寸加工至49,光洁度为3.2。
YMP-40A数控铣床
专用夹具
8
磨床
用胎夹持工件精磨上平面,尺寸加工至48.5,光洁度为0.8。
5KM10
平面磨床
专用夹具
9
磨床
用胎夹持工件精磨下平面,尺寸加工至48,光洁度为0.8。
5KM10
平面磨床
专用夹具
10
粗钻
用胎夹持工件粗钻平面上φ10的孔,尺寸加工至φ9,光洁度为3.2。
YMP-40A数控铣床
专用夹具
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工艺过程卡片
产品型号
零件图号
产品名称
CB-25F型齿轮泵泵体
零件名称
CB-25F型齿轮泵泵体
共
2
页
第
2
页
材料牌号
ZL
毛坯种类
铸铝
毛坯外形尺寸
110×150×52
每毛坯件数
1
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
11
精钻
用胎夹持工件粗钻平面上φ10的孔,尺寸加工至φ10,光洁度为3.2。
YMP-40A数控铣床
专用夹具
12
粗钻
用胎夹持工件粗钻平面上φ10的销孔,尺寸加工至φ9.8,光洁度为3.2。
YMP-40A数控铣床
专用夹具
13
铰孔
用胎夹持工件精铰平面上φ10的销孔,尺寸加工至φ10H7,光洁度为0.8。
(注意图纸公差)
YMP-40A数控铣床
专用夹具
14
粗铣
用胎夹持工件粗铣平面上φ55.372的公差孔,尺寸加工至φ55.172,光洁度为1.6。
YMP-40A数控铣床
专用夹具
15
镗孔
用胎夹持工件镗平面上φ55.372的公差孔,尺寸加工至φ55.372,光洁度为0.8。
(注意图纸公差)
YMP-40A数控铣床
专用夹具
16
检查
检查零件是否符合要求
数显游标卡尺,分度值为0.01
17
入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
零件图号
产品名称
CB-25F型齿轮泵泵体
零件名称
CB-25F型齿轮泵泵体
共
16
页
第
1
页
车间
工序号
工序名称
材料牌号
1
铸造
ZL
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造件
110×150×52
1
设备名称
设备型号
设备编号
同时加工件数
金属模
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
金属模铸造,铸造出符合设计要求的毛坯,毛坯尺寸按照毛坯图上的尺寸。
游标卡尺,分度值为0.02
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
机械加工工序卡片
产品型号
零件图号
产品名称
CB-25F型齿轮泵泵体
零件名称
CB-25F型齿轮泵泵体
共
16
页
第
2
页
车间
工序号
工序名称
材料牌号
2
清砂
ZL
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造件
110×150×52
1
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
清除浇注系统,冒口,型砂,飞边,飞刺等。
60
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
机械加工工序卡片
产品型号
零件图号
产品名称
CB-25F型齿轮泵泵体
零件名称
CB-25F型齿轮泵泵体
共
16
页
第
3
页
车间
工序号
工序名称
材料牌号
3
热处理
ZL
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造件
110×150×52
1
设备名称
设备型号
设备编号
同时加工件数
加热炉
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
人工时效处理:
装炉温度≦200℃,升温温度≦100℃,保温温度:
500~550℃,保温时间4~6小时,冷却温度:
30℃,出炉温度:
≦200℃。
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
机械加工工序卡片
产品型号
零件图号
产品名称
CB-25F型齿轮泵泵体
零件名称
CB-25F型齿轮泵泵体
共
16
页
第
4
页
车间
工序号
工序名称
材料牌号
4
粗铣顶面
ZL
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造件
110×150×52
1
设备名称
设备型号
设备编号
同时加工件数
铣床
YMP-40A数控铣床
夹具编号
夹具名称
切削液
专用夹具
3%~~5%乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣顶面至壳体高为51mm
硬质合金镶齿端铣刀材料为YG8.游标卡尺,分度值为0.02mm
300
50
2
1
1
10
20
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
机械加工工序卡片
产品型号
零件图号
产品名称
CB-25F型齿轮泵泵体
零件名称
CB-25F型齿轮泵泵体
共
16
页
第
5
页
车间
工序号
工序名称
材料牌号
4
精铣顶面
ZL
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造件
110×150×52
1
设备名称
设备型号
设备编号
同时加工件数
铣床
YMP-40A数控铣床
夹具编号
夹具名称
切削液
专用夹具
3%~~5%乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精铣顶面至壳体高为50.5mm
硬质合金镶齿端铣刀材料为YG8.游标卡尺,分度值为0.02mm
300
100
2
0.5
1
5
20
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
机械加工工序卡片
产品型号
零件图号
产品名称
CB-25F型齿轮泵泵体
零件名称
CB-25F型齿轮泵泵体
共
16
页
第
6
页
车间
工序号
工序名称
材料牌号
4
粗铣底面
ZL
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造件
110×150×52
1
设备名称
设备型号
设备编号
同时加工件数
铣床
YMP-40A数控铣床
夹具编号
夹具名称
切削液
专用夹具
3%~~5%乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣底面至壳体高为49.5mm
硬质合金镶齿端铣刀材料为YG8.游标卡尺,分度值为0.02mm
300
50
2
1
1
10
20
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
机械加工工序卡片
产品型号
零件图号
产品名称
CB-25F型齿轮泵泵体
零件名称
CB-25F型齿轮泵泵体
共
16
页
第
7
页
车间
工序号
工序名称
材料牌号
4
精铣底面
ZL
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造件
110×150×52
1
设备名称
设备型号
设备编号
同时加工件数
铣床
YMP-40A数控铣床
夹具编号
夹具名称
切削液
专用夹具
3%~~5%乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精铣底面至壳体高为49mm
硬质合金镶齿端铣刀材料为YG8.游标卡尺,分度值为0.02mm
300
100
2
0.5
1
5
10
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
机械加工工序卡片
产品型号
零件图号
产品名称
CB-25F型齿轮泵泵体
零件名称
CB-25F型齿轮泵泵体
共
16
页
第
8
页
车间
工序号
工序名称
材料牌号
4
精磨顶面
ZL
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造件
110×150×52
1
设备名称
设备型号
设备编号
同时加工件数
铣床
5KM10平面磨床
夹具编号
夹具名称
切削液
专用夹具
3%~~5%乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精磨顶面至壳体高为48.5mm
32粒砂轮材料为砂轮.游标卡尺,分度值为0.02mm
3000
50
100
0.5
1
15
20
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
机械加工工序卡片
产品型号
零件图号
产品名称
CB-25F型齿轮泵泵体
零件名称
CB-25F型齿轮泵泵体
共
16
页
第
9
页
车间
工序号
工序名称
材料牌号
4
精磨底面
ZL
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造件
110×150×52
1
设备名称
设备型号
设备编号
同时加工件数
铣床
5KM10平面磨床
夹具编号
夹具名称
切削液
专用夹具
3%~~5%乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精磨底面至壳体高为48mm
32粒砂轮材料为砂轮.游标卡尺,分度值为0.02mm
3000
100
100
0.5
1
15
10
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
机械加工工序卡片
产品型号
零件图号
产品名称
CB-25F型齿轮泵泵体
零件名称
CB-25F型齿轮泵泵体
共
16
页
第
10
页
车间
工序号
工序名称
材料牌号
4
粗钻
ZL
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造件
110×150×52
1
设备名称
设备型号
设备编号
同时加工件数
铣床
YMP-40A数控铣床
夹具编号
夹具名称
切削液
专用夹具
3%~~5%乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗钻φ10孔,尺寸加工至φ9。
硬质合金麻花钻头。
材料为YG8.游标卡尺,分度值为0.02mm
1000
60
2
48
1
80
20
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
机械加工工序卡片
产品型号
零件图号
产品名称
CB-25F型齿轮泵泵体
零件名称
CB-25F型齿轮泵泵体
共
16
页
第
11
页
车间
工序号
工序名称
材料牌号
4
精钻
ZL
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造件
110×150×52
1
设备名称
设备型号
设备编号
同时加工件数
铣床
YMP-40A数控铣床
夹具编号
夹具名称
切削液
专用夹具
3%~~5%乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
精钻φ10孔,尺寸加工至φ10。
硬质合金麻花钻头。
材料为YG8.游标卡尺,分度值为0.02mm
600
100
4
48
1
30
20
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
机械加工工序卡片
产品型号
零件图号
产品名称
CB-25F型齿轮泵泵体
零件名称
CB-25F型齿轮泵泵体
共
16
页
第
12
页
车间
工序号
工序名称
材料牌号
4
粗钻
ZL
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造件
110×150×52
1
设备名称
设备型号
设备编号
同时加工件数
铣床
YMP-40A数控铣床
夹具编号
夹具名称
切削液
专用夹具
3%~~5%乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗钻φ10销孔,尺寸加工至φ9.8。
硬质合金麻花钻头。
材料为YG8.游标卡尺,分度值为0.02mm
1000
60
2
48
1
20
20
设


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工艺 工艺流程 齿轮泵 夹具 设计
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《城市规划基本知识》深刻复习要点.docx
《城市规划基本知识》深刻复习要点.docx
-
《高电压技术》word版.docx
-
《安全带》gb6095.docx
-
BCP计划应急计划.docx
-
《计算机组成与工作原理》第一章复习题.docx
-
CANON LBP系列激光打印机使用方法指南.docx
-
C语言课程设计火车票系统源代码.docx
-
3热力管道沟槽开挖方法.docx
-
HR岗位职责.docx
-
1 脱硫脱硝cems维护技术规范.docx
-
O2O超市商业项目计划书.docx
-
SCI期刊呼吸胸外.docx
-
18岁生日祝福语短信.docx
-
ITMC物流企业经营沙盘比赛规则.docx
-
XX钢绳成本管理.docx
-
Matlab的第三方工具箱大全强烈推荐.docx
-
安全保卫工作先进个人.docx
-
安全生产工作日记.docx
-
windows 漏洞集合.docx
-
Φ160数控落地镗铣床技术规格.docx
-
安全施工组织设计.docx
-
安全检查和隐患排查治理制度及记录.docx
-
部编版小学二年级语文下册课外阅读专项.docx
-
变电站投运前质量监督检查汇报材料模版.docx
-
版 创新设计 高考总复习 历史 北师大版第一部分 必考内容第十五单元 第38讲.docx
-
本科毕业设计论文.docx
-
北京大学社会心理学串讲笔记1一10章加试题.docx
-
亳州市教坛新星骨干教师学科带头人特级教师年度考核细则知识分享.docx
-
超星尔雅《人生与人心》期末考试满分答案.docx
-
财经法规与会计职业道德案例分析题.docx
-
茶文化会发言稿.docx
-
财务会计核算实习总结.docx
-
早晨问候语朋友圈.docx
-
小区景观施工组织设计.docx
-
战友聚会发言稿合集多篇.docx
-
质量管理体系培训记录.docx
-
小学二年级乘法练习题.docx
-
新课标高二英语假期检测题九答案.docx
-
小学数学奥数35个专题分类及解题技巧.docx
-
新人教版小学英语三年级上册教案Unit5.docx
-
新视界大学英语3答案.docx
-
小学英语沪教版三到六年级所有单词汇总.docx
-
信息化基础知识.docx
-
信息系统运维服务方案.docx
-
孝敬父母的倡议书.docx
-
校园安全策划书详细版.docx
-
修辞手法复习过程.docx
-
鞋店店长工作总结最新总结.docx
-
选择题解题攻略.docx
-
忻州市第一中学高二生物下学期期中试题.docx
-
新版gsp对财务岗位职责共6篇.docx
