 质量认证工艺卡.docx
质量认证工艺卡.docx
- 文档编号:10497752
- 上传时间:2023-02-14
- 格式:DOCX
- 页数:24
- 大小:65.87KB
质量认证工艺卡.docx
《质量认证工艺卡.docx》由会员分享,可在线阅读,更多相关《质量认证工艺卡.docx(24页珍藏版)》请在冰豆网上搜索。
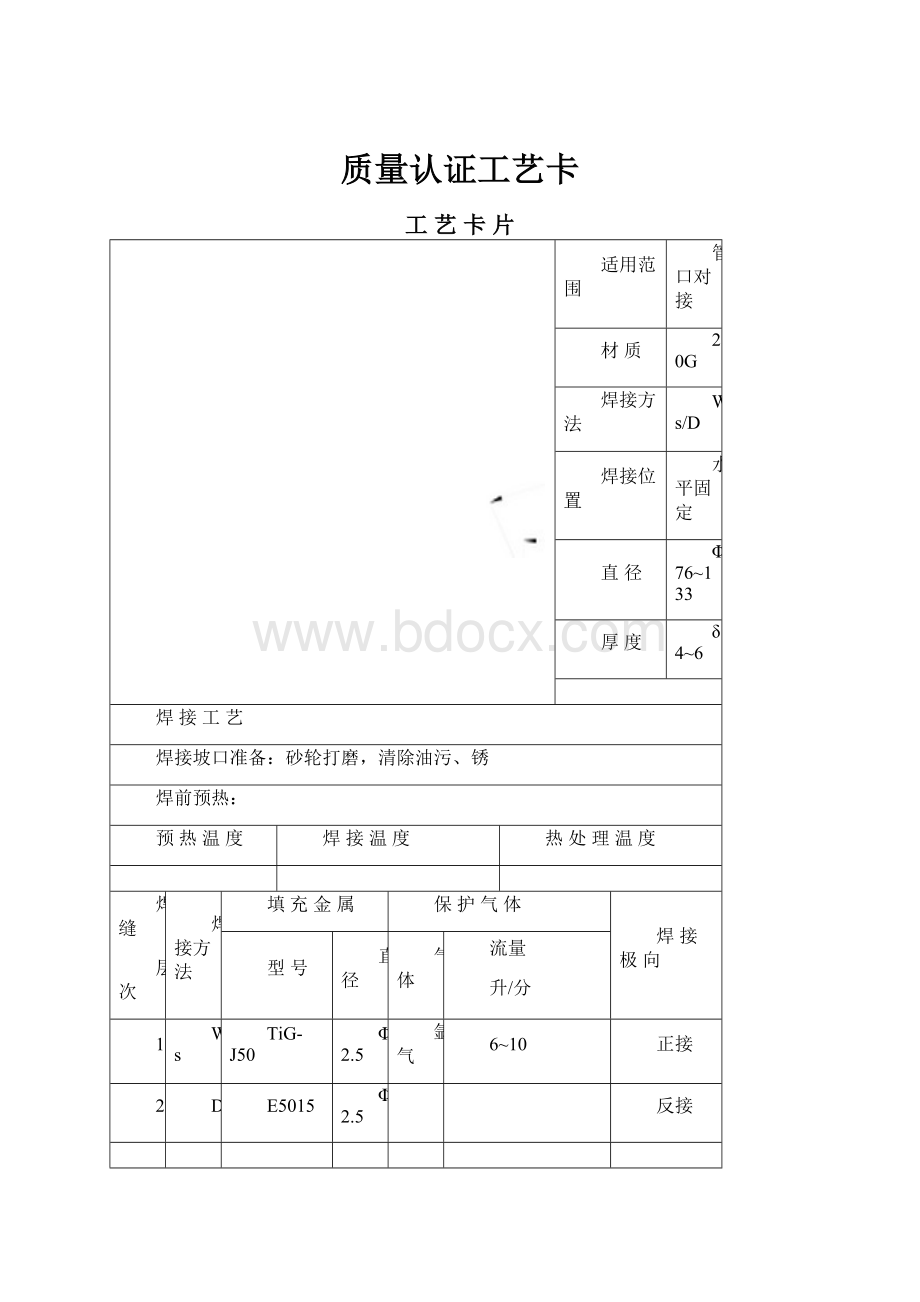
质量认证工艺卡
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws/D
焊接位置
水平固定
直径
Φ76~133
厚度
δ4~6
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
6~10
正接
2
D
E5015
Φ2.5
反接
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws
焊接位置
水平固定
直径
Φ76~133
厚度
δ4~6
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
9
正接
2
Ws
TiG-J50
Φ2.5
氩气
9
反接
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws/D
焊接位置
垂直固定
直径
Φ76~133
厚度
δ4~6
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
6~10
正接
2~4
D
E5015
Φ2.5
反接
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws
焊接位置
垂直固定
直径
Φ76~133
厚度
δ4~6
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
9
正接
2
Ws
TiG-J50
Φ2.5
氩气
9
反接
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
12Cr1MoV
焊接方法
Ws
焊接位置
水平固定
直径
Φ42
厚度
δ5
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
150
150~300
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
型号
直径
气体
流量
升/分
1
Ws
TiG-R31
Φ2.5
氩气
9~10
正接
2
Ws
TiG-R31
Φ2.5
氩气
9~10
正接
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
15CrMo
焊接方法
Ws
焊接位置
垂直固定
直径
Φ42
厚度
δ5
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
150
150~300
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
型号
直径
气体
流量
升/分
1
Ws
TiG-R30
Φ2.5
氩气
9~10
正接
2
Ws
TiG-R30
Φ2.5
氩气
9~10
正接
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G/15CrMo
焊接方法
Ws
焊接位置
垂直固定
直径
Φ42
厚度
δ5
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
层间温度
热处理温度
150
100~250
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
9
正接
2
Ws
TiG-J50
Φ2.5
氩气
9
正接
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws/D
焊接位置
水平固定
直径
Φ51~60
厚度
δ4~6
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
6~10
正接
2
D
E5015
Φ2.5
反接
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws
焊接位置
水平固定
直径
Φ51~60
厚度
δ4~6
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
9
正接
2
Ws
TiG-J50
Φ2.5
氩气
9
反接
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws/D
焊接位置
垂直固定
直径
Φ51~60
厚度
δ4~6
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
6~10
正接
2~3
D
E5015
Φ2.5
反接
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws
焊接位置
垂直固定
直径
Φ51~60
厚度
δ4~6
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
9
正接
2
Ws
TiG-J50
Φ2.5
氩气
9
正接
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws/D
焊接位置
水平固定
直径
Φ219~273
厚度
δ16~24
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
9升/分
正接
2
D
E5015
Φ2.5
反接
3、4
D
E5015
Φ3.2
反接
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
20G
焊接方法
Ws/D
焊接位置
垂直固定
直径
Φ219~273
厚度
δ16~24
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
型号
直径
气体
流量
升/分
1
Ws
TiG-J50
Φ2.5
氩气
9
正接
2
D
E5015
Φ2.5
反接
3、4
D
E5015
Φ3.2
反接
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
15CrMo
焊接方法
Ws/D
焊接位置
水平固定
直径
Φ133
厚度
δ8
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
型号
直径
气体
流量
升/分
1
Ws
TiG-R30
Φ2.5
氩气
8~10
正接
2
Ws
TiG-R30
Φ2.5
氩气
8~10
反接
3
D
E5515B2
Φ2.5
反接
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
15CrMo
焊接方法
Ws/D
焊接位置
垂直固定
直径
Φ133
厚度
δ8
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
焊接温度
热处理温度
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
型号
直径
气体
流量
升/分
1
Ws
TiG-R30
Φ2.5
氩气
8~10
正接
2~4
D
E5515B2
Φ2.5
反接
焊口整理:
焊后清理熔渣、飞溅,打钢印
工艺卡片
适用范围
管口对接
材质
15CrMo
焊接方法
Ws/D
焊接位置
水平固定
直径
Φ273
厚度
δ18
焊接工艺
焊接坡口准备:
砂轮打磨,清除油污、锈
焊前预热:
预热温度
层间温度
热处理温度
Ws:
100D:
190~200
200~370
740
焊缝
层次
焊接方法
填充金属
保护气体
焊接极向
型号
直径
气体
流量
升/分
1
Ws
TiG-R30
Φ2.5
氩气
9~10
正接
2
D
E5515B2
Φ2.5
反接
3
D
E5515B2
Φ3.2
反接
4
D
E5515B2
Φ3.2
反接
5
D
E5515B2
Φ3.2
反接
焊口整理:
焊后清理熔渣、飞溅,打钢印


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 质量 认证 工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《JAVA编程基础》课程标准软件16级.docx
《JAVA编程基础》课程标准软件16级.docx
-
《分数的初步认识》.docx
-
《金属钠的性质与应用》教学设计.docx
-
《蚕妇》.docx
-
《会计》教材Word版第14章非货币性资产交换.docx
-
《与朱元思书》教学案例及反思.docx
-
《小壁虎借尾巴 》教案.docx
-
1第一部分 辅导员岗位基本知识.docx
-
09年CFO复习题.docx
-
2G1计算书.docx
-
17 古诗五首夜雨寄北一等奖教案.docx
-
240T15mw机组整体启动方案解析.docx
-
485总线设计方案加上位机扩展.docx
-
Aspose Word模板使用总结.docx
-
CDMA掉话分析.docx
-
C++新闻信息管理系统.docx
-
《HSE管理体系的策划与运行》.docx
-
c语言改错题及答案.docx
-
CMS7000使用说明资料.docx
-
《财经法规与会计职业道德》模拟卷考试试题及答案资料.docx
-
《大众传播媒介的更新》教案2.docx
-
《教育知识与能力》中学版全国教师资格考试复习资料教学教材.docx
-
EPC施工组织设计1.docx
-
ERP在服装行业的信息化应用可行性研究报告.docx
-
《项羽之死》教案人教版高二选修教学设计.docx
-
《公共关系实务》总复习资料.docx
-
FLUKE744过程校准仪经典实例免费给大家会让你未来的道路更通达.docx
-
《护士条例》试题.docx
-
2F男鞋统装规范84.docx
-
4测试用例修复方法与工具.docx
-
MC尼龙轮项目可行性研究报告.docx
-
Weblogic Server系统管理手册.docx
-
精选幼儿园教研活动记录表内容.docx
-
高考语文二轮专项提升专题12 小说阅读押题专练.docx
-
练习题 3.docx
-
司考民诉大纲.docx
-
历届全国大运会.docx
-
模板工程施工方案编制的重要性.docx
-
房屋租赁合同推荐.docx
-
公务员考试申论热点1.docx
-
河南省辉县市一中学年高一语文下学期第一次月考试题.docx
-
化工厂保运合同范文.docx
-
竣工验收备案表.docx
-
各种字体字符符号图案大全.docx
-
企业战略管理选择题.docx
-
沟通技巧案例分析.docx
-
精编三年级下学期数学期末考试试题共6套部编人教版.docx
-
绿色家园低碳生活作文1000字通用10篇.docx
-
化工原理课后思考题.docx
-
化学机械抛光液配方组成抛光原理及工艺.docx
-
湖北省华大新高考联盟届高三教学质量测评理综物理试题Word版含答案.docx
