 工序卡.docx
工序卡.docx
- 文档编号:10488729
- 上传时间:2023-02-13
- 格式:DOCX
- 页数:16
- 大小:195.37KB
工序卡.docx
《工序卡.docx》由会员分享,可在线阅读,更多相关《工序卡.docx(16页珍藏版)》请在冰豆网上搜索。
工序卡
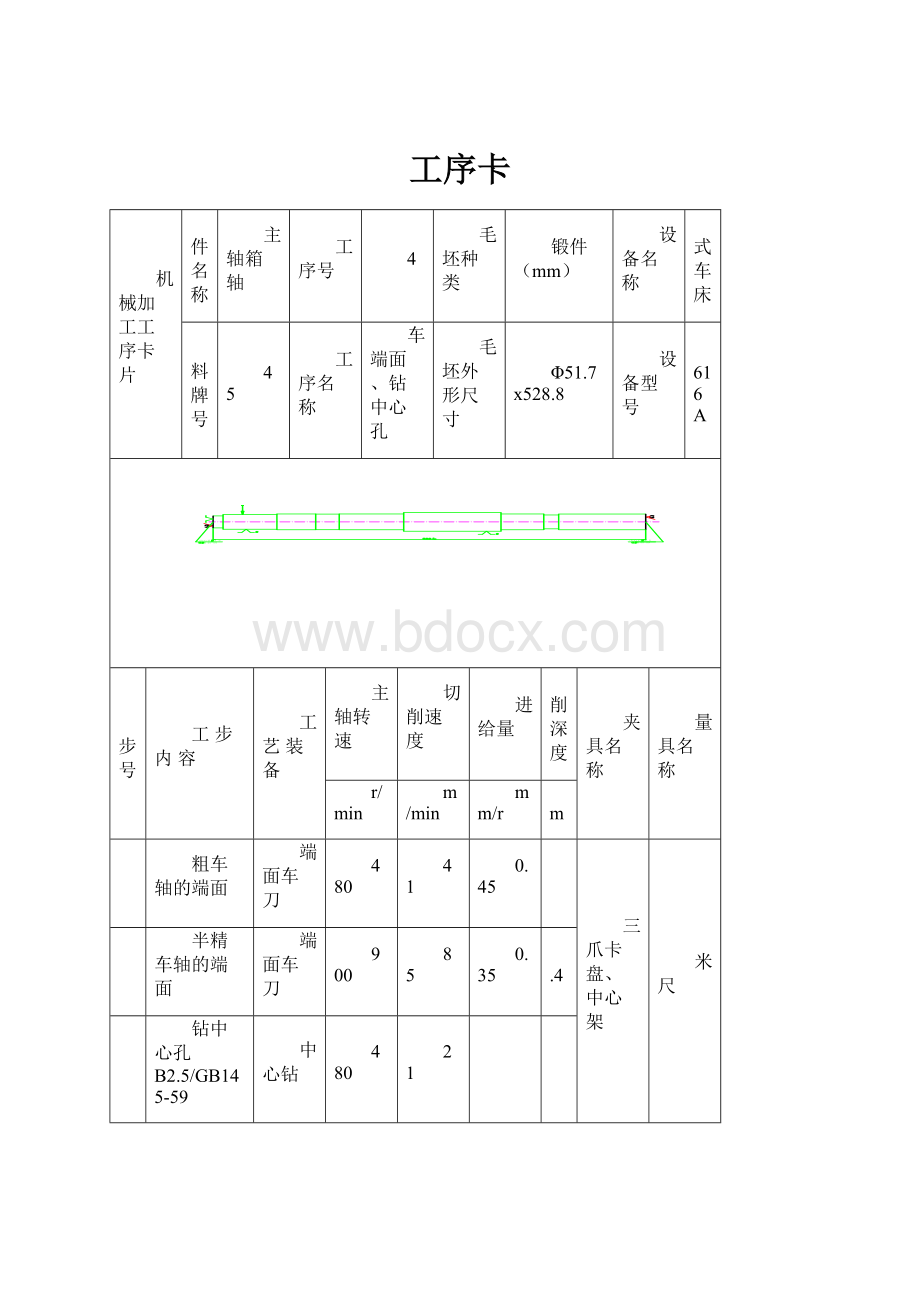
机械加工工序卡片
零件名称
主轴箱轴
工序号
4
毛坯种类
锻件(mm)
设备名称
卧式车床
材料牌号
45
工序名称
车端面、钻中心孔
毛坯外形尺寸
Φ51.7x528.8
设备型号
C616A
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
粗车轴的端面
端面车刀
480
41
0.45
2
三爪卡盘、中心架
米尺
2
半精车轴的端面
端面车刀
900
85
0.35
1.4
3
钻中心孔B2.5/GB145-59
中心钻
480
21
4
掉头粗车轴的另一端面
端面车刀
480
60
0.45
2
5
半精车轴的端面
端面车刀
900
113
0.35
1.4
6
钻中心孔B2.5/GB145-59
中心钻
480
21
4
机械加工工序卡片
零件名称
主轴箱轴
工序号
5
毛坯种类
锻件(mm)
设备名称
卧式车床
材料牌号
45
工序名称
粗车外圆、端面
毛坯外形尺寸
Φ51.7x528.8
设备型号
C616A
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
粗车I、G、F、E、C、A轴段的外圆至如图所示尺寸
外圆车刀
480
60
0.45
1
三爪卡盘、中心架、顶针
游标卡尺
2
粗车a端面
端面车刀
480
72.3
0.45
2
3
掉头粗车K、L、M轴段的外圆至如图所示尺寸
外圆车刀
480
60
0.45
1
4
粗车b端面
端面车刀
480
72.3
0.45
2
5
机械加工工序卡片
零件名称
主轴箱轴
工序号
7
毛坯种类
锻件(mm)
设备名称
卧式车床
材料牌号
45
工序名称
半精车外圆、端面、退刀槽、倒角
毛坯外形尺寸
Φ51.7x528.8
设备型号
C616A
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
分别半精车I、G、F、E、C、A轴段的外圆至如图所示尺寸
外圆车刀
900
113
0.35
0.7
三爪卡盘、中心架、顶针
游标卡尺、米尺
2
半精车a端面至如图所示尺寸
端面车刀
900
135.7
0.35
1.4
3
车退刀槽B、D、H、J
切断刀
4
对I、G、F、E、C、A轴段倒角如图所示
倒角刀
5
掉头半精车K、L、M轴段的外圆至如图所示尺寸
外圆车刀
900
113
0.35
0.7
6
半精车a端面至如图所示尺寸
端面车刀
900
135.7
0.35
1.4
7
车退刀槽N、O
切断刀
8
对K、L、M轴段倒角如图所示
倒角刀
6
机械加工工序卡片
零件名称
主轴箱轴
工序号
8
毛坯种类
锻件(mm)
设备名称
深孔钻床
材料牌号
45
工序名称
钻深孔
毛坯外形尺寸
Φ51.7x528.8
设备型号
ZK2120G∕500
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
钻Φ23mm深孔至如图所示尺寸
Φ23mm的深孔钻头
290
21
0.2
265
深孔专用夹具
游标卡尺
2
3
7
机械加工工序卡片
零件名称
主轴箱轴
工序号
9
毛坯种类
锻件(mm)
设备名称
卧式车床
材料牌号
45
工序名称
精车末端锥孔
毛坯外形尺寸
Φ51.7x528.8
设备型号
C616A
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
精车末端锥孔至如图所示精度
内孔车刀
1200
90
0.2
三爪卡盘、中心架
游标
卡尺、60°专用V型量具
2
3
8
机械加工工序卡片
零件名称
主轴箱轴
工序号
10
毛坯种类
锻件(mm)
设备名称
立式钻床
材料牌号
45
工序名称
钻、粗铰、精铰Φ8孔
毛坯外形尺寸
Φ51.7x528.8
设备型号
Z5140A
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
按照图纸要求钻Φ8mm通孔
Φ8mm的麻花钻
835
21
0.2
Φ8孔专用夹具
游标卡尺
2
粗铰Φ8mm孔
Φ8mm孔铰刀
835
21
0.5
3
精铰Φ8mm孔
Φ8mm孔铰刀
835
21
0.35
9
2.7精车外圆工序卡
机械加工工序卡片
零件名称
主轴箱轴
工序号
12
毛坯种类
锻件(mm)
设备名称
卧式车床
材料牌号
45
工序名称
精车外圆
毛坯外形尺寸
Φ51.7x528.8
设备型号
C616A
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
精车C、E、G、I、K、M轴端外圆达到如图所示精度
外圆车刀
1200
151
0.2
0.1
顶针、锥堵、中心架
千分尺
2
3
10
2.8研磨中心孔工序卡
机械加工工序卡片
零件名称
主轴箱轴
工序号
14
毛坯种类
锻件(mm)
设备名称
中心孔磨床
材料牌号
45
工序名称
研磨顶尖孔
毛坯外形尺寸
Φ51.7x528.8
设备型号
2M8015x1000
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
研磨顶尖孔
硬质合金顶尖
400
50
顶尖孔专用夹具
游标卡尺
2
3
11
机械加工工序卡片
零件名称
主轴箱轴
工序号
15
毛坯种类
锻件(mm)
设备名称
外圆磨床
材料牌号
45
工序名称
粗磨外圆、端面
毛坯外形尺寸
Φ51.7x528.8
设备型号
MW1320
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
分别粗磨E、G、K轴端外圆达到如图所示精度
砂轮
230
28.89
0.01
0.1
顶针、锥堵、
千分尺
2
靠磨端面a
砂轮
230
28.89
0.01
0.2
3
靠磨端面b
砂轮
230
28.89
0.01
0.2
12
机械加工工序卡片
零件名称
主轴箱轴
工序号
17
毛坯种类
锻件(mm)
设备名称
卧式车床
材料牌号
45
工序名称
车螺纹
毛坯外形尺寸
Φ51.7x528.8
设备型号
C616A
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
按图示要求车螺纹
外圆车刀
480
50
0.45
三爪卡盘、中心架
游标卡尺
2
3
13
机械加工工序卡片
零件名称
主轴箱轴
工序号
18
毛坯种类
锻件(mm)
设备名称
花键铣床
材料牌号
45
工序名称
铣花键
毛坯外形尺寸
Φ51.7x528.8
设备型号
Y631K
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
按图示要求在C轴段铣花键
花键铣刀
2800
120
0.4
花键专用夹具
游标卡尺
2
按图示要求在I轴段铣花键
花键铣刀
280
120
0.4
3
14
机械加工工序卡片
零件名称
主轴箱轴
工序号
19
毛坯种类
锻件(mm)
设备名称
立式铣床
材料牌号
45
工序名称
铣平键
毛坯外形尺寸
Φ51.7x528.8
设备型号
X5020A
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
按图示要求在C轴段粗铣第一、二个平键
高速钢立铣刀
4500
140
0.15
12.5
平键专用夹具
游标卡尺
2
按图示要求在C轴段半精铣第一、二个平键
高速钢立铣刀
4500
140
0.08
12.5
3
按照图示要求在M轴段粗铣b=12、b=10的平键
高速钢立铣刀
4500
140
0.15
5
4
按照图示要求在M轴段半精铣b=12、b=10的平键
高速钢立铣刀
4500
140
0.08
8.5
15
2.13精磨外圆工序卡
机械加工工序卡片
零件名称
主轴箱轴
工序号
20
毛坯种类
锻件(mm)
设备名称
外圆磨床
材料牌号
45
工序名称
精磨外圆、端面
毛坯外形尺寸
Φ51.7x528.8
设备型号
MW1320
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
分别按图示要求精磨轴段E、G、K
砂轮
230
28.89
0.0065
0.05
顶针、锥堵
千分尺、圆跳动、端面跳动量具
2
分别按图示要求精磨花键C、I
砂轮
230
28.89
0.00655
0.05
3
分别按照图示要求靠磨端面a、b
砂轮
230
28.89
0.00065
0.1
4
16
机械加工工序卡片
零件名称
主轴箱轴
工序号
21
毛坯种类
锻件(mm)
设备名称
中心孔磨床
材料牌号
45
工序名称
精磨末端锥孔
毛坯外形尺寸
Φ51.7x528.8
设备型号
2M8015x1000
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
夹具名称
量具名称
r/min
m/min
mm/r
mm
1
分别按图示要求精磨锥孔
砂轮
400
50
中心孔专用夹具
千分尺
2
3
17


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工序
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 1212中级汽车维修工考试试题三.docx
1212中级汽车维修工考试试题三.docx
-
333教育综合.docx
-
204届毕业生基础知识考试试题 混凝土结构设计 试题.docx
-
100以内加减运算练习题.docx
-
101软件开发工程师JAVA初级考试样卷课件word版本.docx
-
CNN代码理解.docx
-
CPA审计第4章审计抽样下载版讲解.docx
-
hr培训管理系统.docx
-
318安通科科长岗位责任制.docx
-
2044施工现场环境污染的防治措施.docx
-
12371党务平台操作手册.docx
-
Catia百格线生成宏复习过程.docx
-
725kV及以上电压等级支柱瓷绝缘子运行规范.docx
-
1144甑底链板机说明书.docx
-
100个著名初等数学问题.docx
-
201X中学寒假工作计划范文.docx
-
111 生物的特征 练习 人教版七年级上册生物.docx
-
110KV变电所设计变压器翻译.docx
-
9920第二学期学校工作总结.docx
-
0911二级技能解答.docx
-
33415设计说明书正文.docx
-
311教育学基础综合大纲.docx
-
201浙江普通高校招生选考科目考试地理试题和答案解析.docx
-
C语言程序的设计实验实验指导书及答案.docx
-
272相似三角形的性质和判定.docx
-
ACCAHA不稳定型心绞痛和非ST段抬高心肌梗死治疗指南修订版摘要.docx
-
baosteel标准对照 外标含量.docx
-
M1模拟练习题.docx
-
ARM体系课程设计实验报告.docx
-
Android面试题整理.docx
-
gaoer.docx
-
CPⅢ测设方案.docx
-
水电暖通及消防工程监理实施细则 精品Word文档格式.docx
-
社团申请申请项目策划书文档格式.docx
-
人教版四年级语文上册习作教案文档格式.docx
-
理赔员考试资料试题集锦文档格式.docx
-
牛津英语五年级下册知识点整理Word格式.docx
-
江苏省盐城市学年高二下学期期末考试物理含答案Word文档下载推荐.docx
-
给员工感谢信Word格式文档下载.docx
-
全国银行间债券市场债券回购主协议标准版Word格式文档下载.docx
-
高一地理下学期期末考试试题Word格式文档下载.docx
-
人教版小学四年级下册语文质量检测试题共五套Word格式文档下载.docx
-
人教部编版语文二年级试题课内外阅读训练专项训练带答案解析Word下载.docx
-
高等职业院校自主招生试点工作附件1Word文档下载推荐.docx
-
恒大成套表格文档格式.docx
-
水龙吟教学设计Word文档下载推荐.docx
-
高三毕业典礼学生代表发言稿Word文档下载推荐.docx
-
审计案例分析试题一答案Word文件下载.docx
-
人教版部编版三年级上册道德与法治教学导案文档格式.docx
-
货币资金管理制度之欧阳组创编Word文件下载.docx
-
让菜鸟也玩转虚拟机VMwarePlayer3图文教程及体验文档格式.docx
